清蓄電站蝸殼焊接質量控制研究與實施
2016-11-17 05:18:03劉生國
水電站機電技術 2016年10期
劉生國
(中國水利水電建設工程咨詢中南有限公司,湖南 長沙 410014)
清蓄電站蝸殼焊接質量控制研究與實施
劉生國
(中國水利水電建設工程咨詢中南有限公司,湖南 長沙 410014)
清遠抽水蓄能電站采用高水頭、大容量、高轉速的可逆式蓄能機組,蝸殼材質為厚板型高強鋼,焊接工藝復雜,施工質量控制難度大,1號機組蝸殼焊縫超聲波探傷一次合格率未滿足南方電網示范工程建設目標要求。本文歸納分析了焊接缺陷的主要原因,通過研究與實施質量控制對策,后續機組蝸殼焊接質量達到了預期效果,可供類似工程監理借鑒。
蝸殼;焊接;質量;控制;對策
1 工程概況
清遠抽水蓄能電站位于廣東省清遠市境內,直線距離廣州75 km,樞紐工程由上水庫、下水庫、輸水系統、地下廠房洞室群及開關站、永久公路等部分組成。地下廠房內安裝4臺立式單級混流可逆式蓄能發電機組,總裝機容量4×320 MW。電站最大水頭504.5 m,額定水頭470 m,最小水頭449.3 m。
水泵水輪機部件包括尾水管、底環、座環、蝸殼、轉輪、導水機構、水導軸承等,其中蝸殼材質為B610CF高強鋼,壁厚32~74 mm,重約226 t,廠家分瓣制造及運輸,工地組裝與焊接。清蓄電站蝸殼安裝是南方電網示范工程建設項目,施工質量需滿足規范優良等級標準。根據《水電水利基本建設工程單元工程質量等級評定標準》DL/T5113.3-2012,焊接質量是蝸殼安裝質量評定的主要檢查項目,其優良標準為超聲波探傷檢測一次合格率≥95%,且同一部位焊縫的返工次數不超過1次。
2 電站1號機組蝸殼焊接情況簡述
水泵水輪機蝸殼的水力條件要比常規水輪機復雜,其焊接質量直接關系到蝸殼結構強度和機組運行安全。清蓄蝸殼采用厚板型高強鋼制造,管節最大壁厚達74 mm,最小管節內徑僅為1 220 mm,焊接作業面狹小,焊接工藝復雜,施工質量控制難度大。類似蓄能電站蝸殼焊接,普遍存在氣孔、夾渣、未熔合等質量通病,甚至發生過蝸殼水壓試驗焊縫開裂、多次返工等質量事故。
清蓄蝸殼組裝共有3條環縫需要現場焊接,每條焊縫長度分別為3 405 mm、6 225 mm、7 870 mm。1號機組蝸殼焊接完成后,按照焊接工藝規程要求,對焊縫進行了100%PT、100%UT和20%TOFD無損探傷檢測,其中超聲波探傷(UT)一次合格率為92.5%,雖滿足規范的合格等級標準,但低于規范優良等級標準。根據檢測結果統計分析(詳見表1、表2),1號機組蝸殼焊縫存在氣孔、夾渣、形狀缺陷、未融合、咬邊、裂紋等缺陷,以氣孔缺陷為主,占焊縫總缺陷長度的80%。
為確保蝸殼焊接質量和實現南方電網示范工程建設目標,有必要分析焊接缺陷成因,研究焊接過程質量控制對策,以提高后續機組蝸殼安裝施工質量水平。
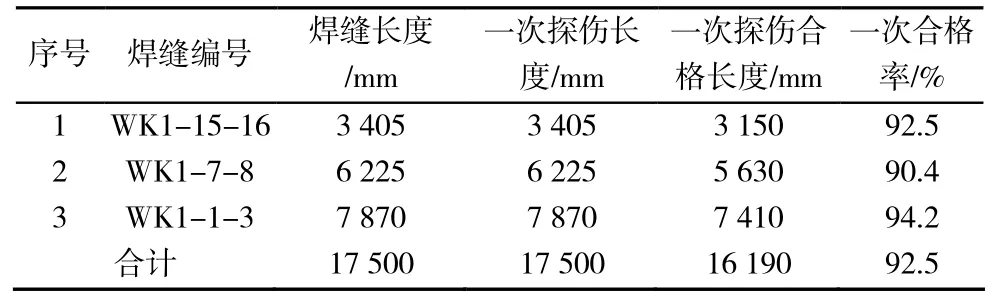
表11 號機組蝸殼焊縫超聲波探傷一次合格率統計表
3 焊接缺陷原因分析及要因確認
根據1號機組蝸殼焊接的施工作業指導書、監理日志、驗收記錄、施工記錄等文件資料,并結合對施工現場的調查,從“人、機、料、法、環、測”六個方面分析,排查出可能造成焊縫缺陷的14個末端原因:崗前系統培訓不完善、焊接過程監控力度不夠、烘箱和保溫筒保養維修不及時、焊接材料受潮、母材含碳量超標、焊縫清根方法欠妥、焊接電流太小、坡口清理未徹底、坡口角度及間隙超標、預熱溫度偏低、焊接環境相對濕度超標、焊接部位風速過大、檢測人員操作誤差、探傷儀器精度誤差。
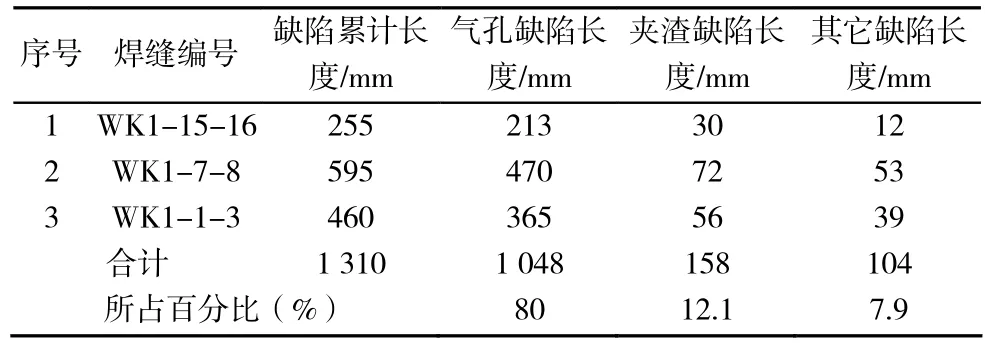
表2 1號機組蝸殼焊縫缺陷類型調查統計表
經過逐項核查和論證,確認造成1號機組蝸殼焊縫“氣孔缺陷多”的主要原因有5個(詳見表3),分別是:崗前系統培訓不完善、焊接過程監控力度不夠、烘箱和保溫筒保養維修不及時、采用風鏟清根、焊接電流太小。
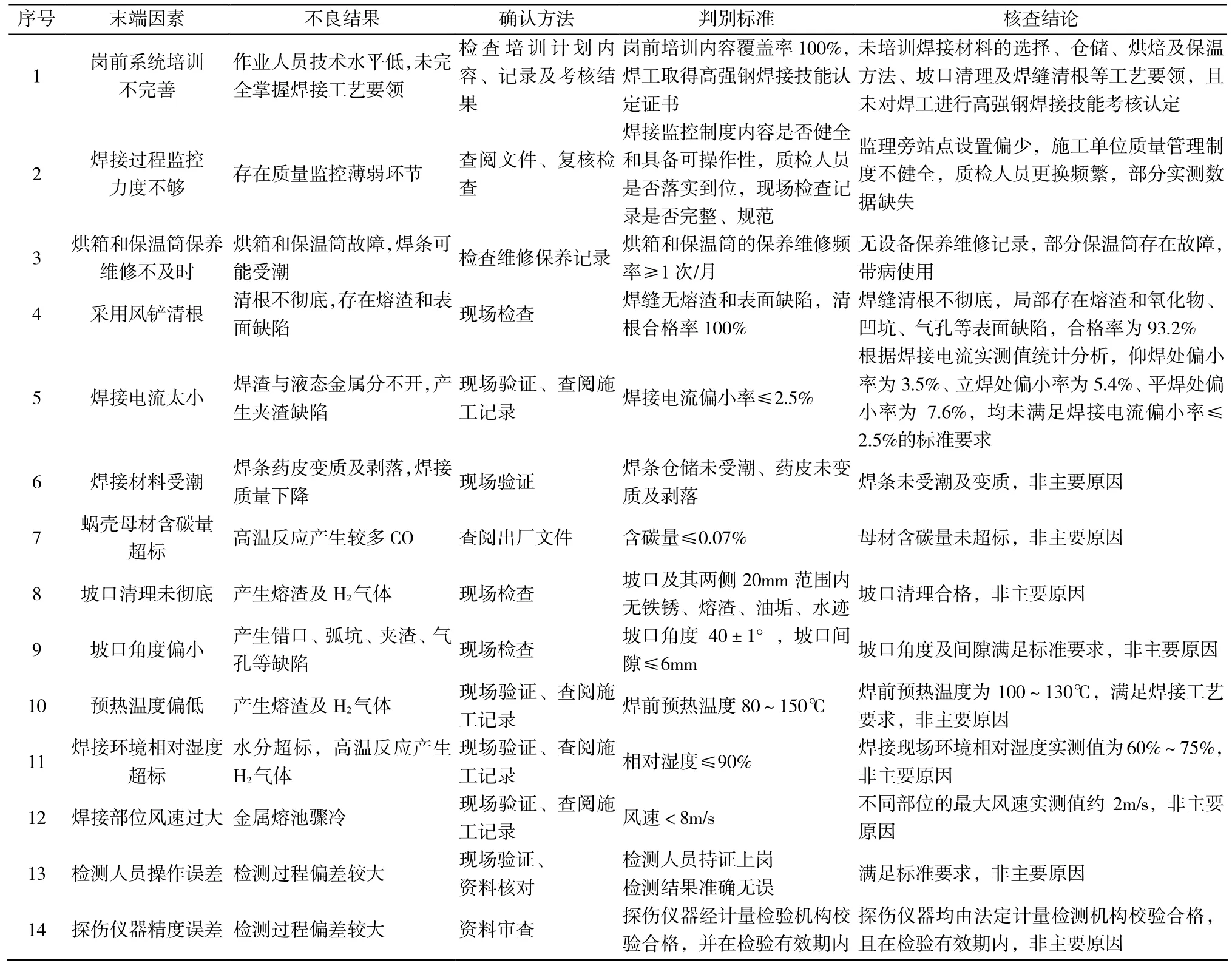
表3 主要缺陷原因分析確認表
4 質量控制對策研究與實施
4.1 制定對策
1)監理部牽頭成立蝸殼焊接質量控制小組,配備機械、焊接、電氣、檔案管理等專業技術人員,以加強事前、事中、事后施工質量管控。
2)完善崗前系統培訓。督促施工項目部重新組織培訓及考核,要求培訓內容覆蓋率100%,焊工需取得高強鋼焊接技能認定證書方可上崗。
3)修訂焊接過程監控制度。修訂焊接過程質量監控制度,制定相關記錄表格,增加監理旁站點,固定施工質檢專職人員,并逐項落實職責。
4)按規定及時檢查維修焊接設備。制定焊接設備檢查維修記錄表,每月檢修次數不少于1次。
5)改變焊縫清根方法。采用碳弧氣刨清根,焊縫應無熔渣和表面缺陷,清根合格率100%。
6)控制焊接電流滿足要求。督促施工項目部組織焊接工藝參數專項技術交底,技術員適時監測調整電流大小,保證焊接電流滿足工藝規程要求。
在關系數據庫中,關系模式是有概念模式生成的。概念模式的表示方法一般為E-R圖。在E-R圖中,包括實體和聯系兩個元素,實體與實體之間的聯系類型有“1對1”、“1對多”和“多對多”三種,根據一定的規則和規范化要求,可以導出由實體和聯系生成的關系模式。因此,關系模式可以分為實體關系模式(實體表)和聯系關系(聯系表)模式兩類。根據關系數據模型的參照完整性要求,關系表之間存在主外鍵的約束關系,形成了關系圖。
4.2 對策實施及效果
4.2.1 完善崗前系統培訓
在2號機組蝸殼焊接前,質量控制小組重新組織業主、監理、施工項目部的質量技術管理人員和焊接作業人員進行了崗前培訓考核,內容涵蓋施工安全規程、蝸殼焊接施工流程及其質量控制要點、焊接材料的選擇、倉儲、烘焙及保溫注意事項、坡口清理及焊縫清根的注意事項、碳弧氣刨清根操作要領、焊接方法及工藝參數的選擇、焊接常見缺陷的預防及處理、高強鋼焊接技能考核等。
通過崗前系統培訓,全體人員對蝸殼焊接工藝規程和常見缺陷的預防方法,有了更深刻的認識,素質有了較大提高,焊接作業人員根據崗前培訓內容進行了焊接生產性試驗,6名專職焊工一次性通過了考試,取得了高強鋼焊接技能認定證書。
4.2.2 修訂并落實焊接過程監控制度
為規范蝸殼焊接質量管理,施工項目部修訂了《蝸殼焊接過程監控制度》,監理部同步完善了《蝸殼焊接旁站監理實施細則》,重點在定位焊接、正式焊接、焊縫清根、后熱消應、探傷檢測、缺陷處理等施工環節增加監理旁站點。
為有效落實蝸殼焊接過程監控制度,質量控制小組制定了《清蓄電站蝸殼焊接過程檢查表》,內容涵蓋焊材倉儲保管及檢測、設備檢查維修、焊接參數監測、工序驗收、質量評價等管理環節,并逐項落實到人。
為加大蝸殼焊接過程質量監控力度,按照焊接施工計劃,監理和施工方各自指派1名專業人員跟班監控施工質量,并要求質檢人員不得隨意更換。
質量控制小組對蝸殼焊接過程監控制度的可行性及落實情況進行了效果檢查,發現修訂后的制度及其檢查記錄表格內容健全、可操作性強。現場質檢人員已落實到位,并進行了跟班旁站監控,旁站記錄完整、數據詳實可靠。通過蝸殼焊接過程監控制度的實施,監理工程師和施工質檢人員不但明確了各自的職責,同時也掌握了質量控制的內容和方法,真正落實了事前、事中、事后控制。
4.2.3 按規定及時檢查維修焊接設備
按照南方電網《施工機械(具)和設備管理業務指導書》規定,督促施工項目部每月對焊接設備進行2次檢查維修,及時更換故障設備。
在后續3臺機組蝸殼施工期間,電焊機、烘箱和保溫筒等設備運行正常,相關檢查記錄表格歸檔及時,確保了焊條烘焙及保溫滿足要求和正常生產。
4.2.4 清根方式由風鏟改為碳弧氣刨
采用碳弧氣刨代替風鏟清根,清根后人工打磨滲碳層和刨槽表面缺陷。清根工作由通過崗前培訓考試合格的焊工進行,首先在清根前檢測焊縫溫度,低于80℃時需對焊縫重新預熱;再將清根側的焊縫表層清除;然后用砂輪人工打磨修整刨槽,磨除滲碳層和氧化物、凹坑、氣孔等表面缺陷;最后采用滲透探傷檢查,確認刨槽無缺陷。
經過檢查,后續機組蝸殼焊縫清根合格率全部達到了100%,取得了預期效果。
4.2.5 控制焊接電流滿足工藝規程要求
為確保作業人員完全掌握焊接工藝要領,施工項目部重新組織焊接工藝專項技術交底,重點講解焊接電流的選擇及其注意事項。質量控制小組成員全過程旁站監督,每隔15 min記錄一次焊接電流值,施工技術人員適時調整電流大小,使其滿足焊接工藝規程要求(Φ3.2焊條:平焊90~140 A,立焊80~130A,仰焊80~130A;Φ4.0焊條:平焊140~190A,立焊110~180 A,仰焊110~180 A)。
經過統計核查,2號~4號機組蝸殼焊接電流實測值全部滿足工藝規程要求。
5 質量控制成果
后續3臺機組蝸殼焊接完成后,按照焊接工藝規程要求,對焊縫進行了100%PT、100%UT和20% TOFD無損探傷檢測。根據檢測結果統計分析,其中2號~4號機組蝸殼焊縫UT探傷一次合格率分別為97.8%、99%、99.2%,與1號機組相比,每條焊縫質量有了明顯的提高,均高于目標合格率,質量控制活動取得了持續改進的效果(詳見表4)。
全廠4臺機組的蝸殼焊縫UT探傷一次合格率平均達97.2%,焊接質量整體達到了規范優良等級標準,實現了南方電網示范工程建設目標。質量控制小組的活動成果,榮獲2014年度國家工程建設優秀QC小組一等獎,被評為2014年度全國優秀質量管理小組。

表4 4臺機組蝸殼焊縫超聲波探傷一次合格率統計表
6 結語
目前,清蓄電站已有3臺機組投產發電,機組運行平穩,各項主要技術指標均優于國內同類蓄能機組。通過蝸殼焊接質量專項控制活動,我們摸索出了一套蓄能機組蝸殼安裝與焊接的施工監理工作方法,將《蝸殼焊接作業指導書》、《旁站監理實施細則》和《焊接施工過程監控制度》形成企業標準,向今后類似工程推廣實施。
[1]東芝水電設備(杭州)有限公司.清遠抽水蓄能電站蝸殼現場組焊要領書[Z],2012.7.
[2]Q/CSG411002-2011基建工程質量控制作業標準(WHS)[S].中國南方電網有限責任公司,2012.2.
[3]DL/T5070-2012水輪機金屬蝸殼現場制造安裝及焊接工藝導則[S].
[4]GB/T8564-2003水輪發電機組安裝技術規范[S].
[5]DL/T5113.3-2012水電水利基本建設工程單元工程質量等級評定標準[S].
TV547.3
B
1672-5387(2016)10-0037-04
10.13599/j.cnki.11-5130.2016.10.011
2016-03-18
張廣川(1979-),男,工程師,從事水工金屬結構設計工作。
收稿日期:2016-06-04
作者簡介:劉生國(1975-),男,高級工程師,從事水電站機電工程設計、監理工作。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:38:48
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
消費導刊(2017年24期)2018-01-31 01:28:30
制造業自動化(2017年2期)2017-03-20 14:26:13
中國工程咨詢(2017年10期)2017-01-31 02:43:52
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
設備管理與維修(2015年12期)2015-04-09 06:57:24
現代企業(2015年8期)2015-02-28 18:55:23
質量探索(2015年3期)2015-01-30 09:02:36
