球墨鑄鐵氫致缺陷的無損檢測(cè)和消除
2016-11-21 05:26:37王廣欣
天津冶金 2016年5期
王廣欣
(天津市無縫鋼管廠,天津300220)
球墨鑄鐵氫致缺陷的無損檢測(cè)和消除
王廣欣
(天津市無縫鋼管廠,天津300220)
針對(duì)球墨鑄鐵工件出現(xiàn)的開裂問題,對(duì)其內(nèi)部采用直探頭超聲縱波檢測(cè),表面采用交流磁軛黑磁粉檢測(cè)+反差增強(qiáng)劑,分析出了裂紋產(chǎn)生原因?yàn)闅錃埩艉蛻?yīng)力。通過增加消除應(yīng)力熱處理工序,并對(duì)易發(fā)生氫致缺陷的部位采用交流磁軛熒光磁粉檢測(cè),有效消除了該缺陷,同時(shí)驗(yàn)證了無損檢測(cè)方法的靈敏度和準(zhǔn)確性。
球墨鑄鐵;氫聚集;裂紋;消除應(yīng)力;熒光磁粉;優(yōu)化
1 引言
熒光磁粉檢測(cè)對(duì)于由擴(kuò)散氫逸出不充分而導(dǎo)致的近表明細(xì)微裂紋缺陷的檢測(cè)靈敏度高于其他檢測(cè)方法。本文闡述了缺陷顯示、分析原因和解決方法等相關(guān)內(nèi)容。基于對(duì)客戶產(chǎn)品技術(shù)信息的保密,有些制造及加工部分的內(nèi)容有所省略。
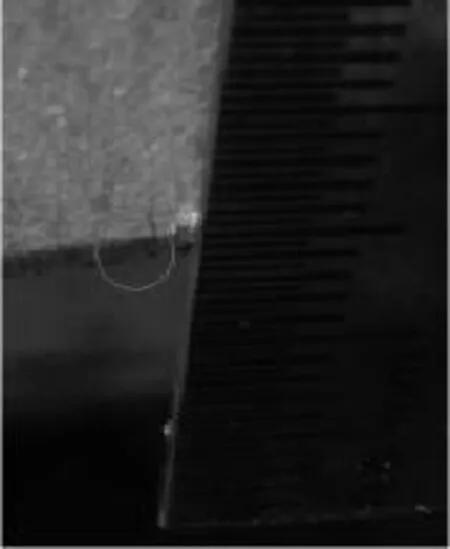
圖1 黑磁粉磁痕顯示
2 通過無損檢測(cè)對(duì)球墨鑄鐵邊緣微裂紋的初步分析
一種中空球形回轉(zhuǎn)體球墨鑄鐵工件,在使用不久會(huì)發(fā)生局部開裂的問題,經(jīng)觀察發(fā)現(xiàn),所有已經(jīng)開裂的工件,其開裂部位都是在同一位置,即鑄造澆注冒口附近表面結(jié)構(gòu)變化的部位。由此回溯至加工完成但未使用的工件同一部位,采用縱波直探頭超聲波檢測(cè),未見有明顯缺陷波顯示。采用交流磁軛黑磁粉檢測(cè)(加白色反差增強(qiáng)劑)部分工件,發(fā)現(xiàn)有很小且不是很清晰的磁痕顯示(如圖1所示),這樣的磁痕顯示不足以為判斷(一般標(biāo)準(zhǔn)中表面檢測(cè)缺陷長度顯示小于0.5 mm不計(jì))提供充足的依據(jù)在這樣的情況下,首先可以肯定有缺陷存在,但在表面產(chǎn)生的漏磁場(chǎng)很少,若要更有效地發(fā)現(xiàn)此類缺陷并進(jìn)一步分析其性質(zhì),以及其產(chǎn)生的根源,就要有更為適合此類缺陷的檢測(cè)方法來提供更多的信息。通過超聲波和磁粉兩種檢測(cè)方法的對(duì)比,還可以確定此類缺陷應(yīng)該屬于近表面缺陷。采用非熒光直流磁軛黑磁粉檢測(cè)(加白色反差增強(qiáng)劑),缺陷顯示沒有明顯變化,則缺陷磁痕顯示弱于深度無關(guān),即埋藏深度很淺且很細(xì)小的缺陷。可非熒光磁粉檢測(cè)即便使用反差增強(qiáng)劑,在白光環(huán)境下辨認(rèn)此類細(xì)小缺陷顯示還是比較困難的,容易造成漏檢。
3 無損檢測(cè)方法的優(yōu)化及缺陷成因分析
3.1 提高辨識(shí)能力發(fā)現(xiàn)開裂源
基于人眼對(duì)于波長小于400 nm的輻射響應(yīng)并不敏感,但是在不存在長波的可見光情況下,人眼的靈敏度往往會(huì)提高特性,采用熒光磁粉檢測(cè)應(yīng)該可以大大提高此類細(xì)小缺陷顯示的檢出率。因?yàn)闊晒獯欧凼窃谄骄斩葹?0lx的環(huán)境中進(jìn)行檢測(cè)的,此時(shí)的人眼對(duì)380~400 nm波長范圍內(nèi)的輻射變得很靈敏,幾乎比亮光環(huán)境下高30倍。此外,人的眼睛對(duì)各種顏色光的敏感性是不同的,根據(jù)標(biāo)準(zhǔn)光度觀測(cè)者的測(cè)定結(jié)果,只有波長為555 nm的黃綠色光的明視覺光譜光視效率是1,對(duì)人眼睛最敏感。熒光磁粉的磁痕顯示,在黑光燈的照射下,能發(fā)出色澤鮮明的黃綠色熒光,容易觀察。采用交流磁軛熒光磁粉檢測(cè)后的磁痕顯示(如圖2所示)就有了明顯的改善。缺陷顯示明顯可辨,與周圍背景反差顯著,可以很清楚地顯示測(cè)量尺寸。

圖2 熒光磁粉磁痕顯示
由此進(jìn)一步分析其產(chǎn)生原因,在磁痕顯示部位經(jīng)打磨、拋光后放大鏡下觀察(如圖3所示,10倍放大鏡),可以看出針孔直徑很小大約在0.2~0.3 mm之間,孔邊比較規(guī)則且有金屬光澤,應(yīng)該是由氣體形成的。
3.2 缺陷成因分析
像這樣細(xì)小的針孔比較符合由氫氣這種分子直徑小的氣體造成的。分析成因是鑄造過程中進(jìn)入金屬中的氫,在冷卻時(shí)由于氫擴(kuò)散逸出的速度小于金屬的冷卻凝固的速度,即金屬在氫原子沒有完全逸出之前就已經(jīng)結(jié)晶完成了,而且氫原子直徑小聚集起來形成的空腔亦相對(duì)其他氣體形成的空腔要更小。
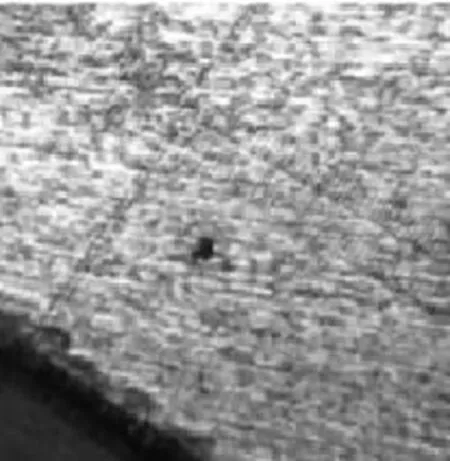
圖3 金屬中氣孔(圖中單位刻度為0.1 mm)
而且,在低應(yīng)力脆性斷裂研究領(lǐng)域有這樣的理論:裂紋前端附近應(yīng)力場(chǎng)的強(qiáng)弱主要取決于一個(gè)力學(xué)參數(shù)——應(yīng)力強(qiáng)度因子KI

式中,Y為無量綱系數(shù),與裂紋形狀、加載方式、試樣尺寸有關(guān);σ為外加拉應(yīng)力,MPa;α為裂紋長度的一半,m。
對(duì)某一個(gè)有裂紋的試樣,在拉伸外力作用下Y值是一定的。當(dāng)外加應(yīng)力逐漸增大,或裂紋逐漸擴(kuò)展時(shí),裂紋尖端的應(yīng)力強(qiáng)度因子KI也隨之增大當(dāng)裂紋強(qiáng)度因子KI增大到某一臨界值時(shí),試樣中的裂紋會(huì)突然失穩(wěn)擴(kuò)展,導(dǎo)致斷裂。
此類工件在鑄造完成后有多道機(jī)加工的工序在使用過程中還會(huì)承受一定的交變載荷,結(jié)合上面氫致裂紋和低應(yīng)力脆性斷裂的分析,此種工件在鑄造、加工環(huán)節(jié)和使用中,都有提供足可以產(chǎn)生裂紋的氫,和使應(yīng)力強(qiáng)度因子增大的外加應(yīng)力,這為裂紋擴(kuò)展甚至斷裂提供了適合的條件。
4 解決方案及成效
4.1 解決方案的提出
分析認(rèn)為是鑄件中原子氫擴(kuò)散不充足導(dǎo)致的那么只要能讓原子氫有足夠的時(shí)間逸出,便可以避免此類缺陷的產(chǎn)生,采用消除應(yīng)力熱處理就是一種比較適合的解決方法。消除應(yīng)力處理的主要目的就是消除焊接、冷變形加工、鑄造、鍛造等加工方法所產(chǎn)生的內(nèi)應(yīng)力,同時(shí)還能使得氫較完全地?cái)U(kuò)散,提高抗裂性和韌性,此外對(duì)改善組織,穩(wěn)定結(jié)構(gòu)形狀也有作用。
消除應(yīng)力處理的加熱溫度根據(jù)材料的不同而不同,一般是將工件加熱到AC1以下100~200℃(如圖4所示),保溫然后緩慢冷卻。
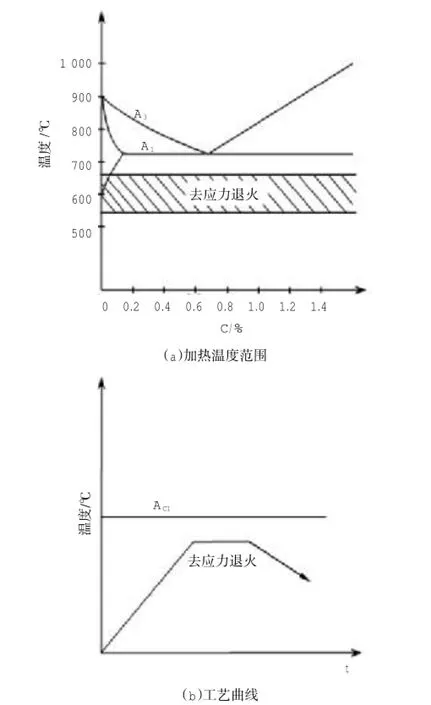
圖4 碳鋼去應(yīng)力退火工藝規(guī)范示意圖
4.2 具體實(shí)施
制造商依據(jù)以上分析改進(jìn)了其生產(chǎn)工藝,在鑄造完成后增加一道去應(yīng)力退火工序,并在去應(yīng)力退火之前、機(jī)加之工前和機(jī)加工完成之后各增加了一次交流磁軛熒光磁粉檢測(cè)。其結(jié)果是:10個(gè)測(cè)試工件,在去應(yīng)力退火之前均發(fā)現(xiàn)有同類缺陷顯示,在去應(yīng)力退火工藝完成之后只有2件仍留有部分同類缺陷顯示,由于均是在非機(jī)加工位置發(fā)現(xiàn)的,所以機(jī)加工前后缺陷顯示一致。其余8件缺陷顯示均以消除。
最終確定在原有制造工序基礎(chǔ)上,增加鑄造完成后直接進(jìn)行去應(yīng)力退火處理,在最終機(jī)加工完成后做局部交流磁軛熒光磁粉檢測(cè),抽檢率為100%以此制造一批工件,以半年為期限。
4.3 解決方案的成效
半年后結(jié)果為:共生產(chǎn)87件,其中81件合格,件有問題。6件中5件只在非加工部位檢出缺陷顯示,1件在機(jī)加工和非機(jī)加工部位均有檢出缺陷顯示。處理方法是修磨,非機(jī)加工部位最大修磨深度2.4 mm,機(jī)加工部位由于是在邊緣故采用了倒角處理工藝,倒角寬度為2 mm,經(jīng)修磨工藝處理之后,缺陷顯示均已被消除。產(chǎn)品一次制造合格率為93%,經(jīng)修磨處理未降低使用等級(jí)的產(chǎn)品合格率為100%。
5 結(jié)論
在球墨鑄鐵制造過程中,氣體特別是氫氣(因?yàn)槠湮:π员容^大)由于鑄造工藝和工件結(jié)構(gòu)的影響易產(chǎn)生殘留、聚集并形成微小空腔,在機(jī)加工和使用中因應(yīng)力的作用而進(jìn)一步聚集并導(dǎo)致開裂。此類線性缺陷一般尺寸上都很小,在一些標(biāo)準(zhǔn)中是可以接受的,但由于是因應(yīng)力導(dǎo)致的開裂,由于裂紋屬于動(dòng)態(tài)缺陷,只要有應(yīng)力的存在便會(huì)擴(kuò)展,導(dǎo)致更嚴(yán)重的后果,而且裂紋的存在本身就是一個(gè)應(yīng)力集中點(diǎn),所以其危害性是不言而喻的。因此,即便尺寸很小,但只要能夠確定是裂紋,便不可以接受。在制造環(huán)節(jié),為了能夠有效地避免此類缺陷的產(chǎn)生應(yīng)增加消除應(yīng)力熱處理工序,同時(shí)還要在最終加工完成之后,必須要在針對(duì)易發(fā)生此類氫致缺陷的部位采用熒光磁粉磁粉檢測(cè),因?yàn)楣に囍荒鼙苊獠⒉荒鼙WC不發(fā)生,還需要有無損檢測(cè)來證實(shí),而熒光磁粉檢測(cè)是對(duì)于此類缺陷的最優(yōu)選擇。
[1]中國機(jī)械工程學(xué)會(huì)無損檢測(cè)分會(huì).磁粉檢測(cè)[M].2版.北京:機(jī)械工業(yè)出版社,2004.
[2]侯公偉,向東,任竹梅.金屬材料及其缺陷和失效分析100例[M].北京:機(jī)械工業(yè)出版社,1990.
Non-destructive Test and Elim inating for Hydrogen Induced Defect of Ductile Iron
WANG Guang-xin
(Tianjin Seam less Steel Pipe Plant,Tianjin 300220,China)
In order to address the problem of crack occurring at ductile iron work piece,straight probe ultrasonic longitudinal wave test was adopted internally and AC magnet yoke black magnetic particle test and contrast intensifying agent on surface.It was concluded that the crack formed because of hydrogen residue and stress.The defect was effectively eliminated by adding heat treatment and stress relieving process and adopting AC magnet yoke fluorescent magnetic powder inspection at the position susceptible to hydrogen induced defect.At the same time,the sensitivity and accuracy of non-destructive inspecting method was proved.
ductile iron;hydrogen concentration;crack;stress relieving;fluorescent magnetic powder;optimization
10.3969/j.issn.1006-110X.2016.05.015
2016-06-28
2016-07-10
王廣欣(1978—),男,本科,工程師,主要從事無損檢測(cè)方面的研究工作。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02