ERW直縫焊管在生產(chǎn)中的質(zhì)量評定
2016-11-21 02:39:36唐少讓歐耀輝
鋼管 2016年3期
唐少讓,歐耀輝,唐 宜,姜 輝
(湖南三一中陽機(jī)械有限公司,湖南 益陽 413000)
ERW直縫焊管在生產(chǎn)中的質(zhì)量評定
唐少讓,歐耀輝,唐宜,姜輝
(湖南三一中陽機(jī)械有限公司,湖南 益陽 413000)
介紹了ERW直縫焊管的質(zhì)量評定流程,包括在線無損探傷、焊縫內(nèi)部組織結(jié)構(gòu)分析、破壞性試驗(yàn)(擴(kuò)口和壓扁)和液壓試驗(yàn),并用實(shí)例驗(yàn)證其合理性。試驗(yàn)結(jié)果證明:該套質(zhì)量評定流程完全滿足焊管的相關(guān)標(biāo)準(zhǔn)要求,可為ERW直縫焊管的批量生產(chǎn)及質(zhì)量保證提供依據(jù)。
ERW直縫焊管;質(zhì)量評定;無損探傷;金相;破壞性試驗(yàn);液壓試驗(yàn)
ERW(高頻電阻焊)直縫焊管是指熱軋板卷通過高頻電流將邊部加熱熔化,在擠壓輥的擠壓作用下進(jìn)行焊接成形。ERW是一種沒有外來填充金屬的壓力焊,焊接時(shí)通過高頻加熱,能量高且集中,焊接速度快,焊縫沖擊功較低且離散度較大。根據(jù)這些特點(diǎn),ERW直縫焊管在生產(chǎn)過程中須進(jìn)行相關(guān)試驗(yàn),以驗(yàn)證焊縫質(zhì)量是否合格,尤其是焊縫是否存在微裂紋、夾雜物、金相組織紊亂等缺陷。如果存在以上質(zhì)量問題,須及時(shí)調(diào)整生產(chǎn)工藝參數(shù),重新生產(chǎn)并試驗(yàn),直至合格。一套合理的質(zhì)量評定流程能有效地降低焊管的不合格率,保證產(chǎn)品的質(zhì)量[1]。
現(xiàn)以某公司生產(chǎn)的Φ133mm×4mm規(guī)格Q345B ERW直縫焊管為例,介紹ERW直縫焊管在生產(chǎn)中的質(zhì)量評定方法。
1 質(zhì)量評定流程
Φ133mm×4mm規(guī)格Q345B ERW直縫焊管的生產(chǎn)流程為:成型→高頻焊接→在線無損探傷→定徑矯直→飛鋸。參考GB/T 13793—2008《直縫電焊鋼管》,并根據(jù)企業(yè)的實(shí)際情況及客戶要求,設(shè)計(jì)質(zhì)量評定流程。ERW直縫焊管的質(zhì)量評定流程如圖1所示。ERW直縫焊管的質(zhì)量評定流程由在線無損探傷、金相組織檢驗(yàn)、壓扁和擴(kuò)口破壞性試驗(yàn)及液壓試驗(yàn)組成[2-4]。
2 評定標(biāo)準(zhǔn)及過程
2.1在線無損探傷
(1)在線無損探傷原理。帶鋼成型、高頻焊接后,通過在線超聲波探傷設(shè)備,用超聲波來檢測焊管的焊縫,通過觀察超聲檢測儀顯示的超聲波在焊管中發(fā)生的傳播變化,來判定被檢測焊管的內(nèi)部和表面是否存在缺陷,從而在不損壞被檢測焊管的情況下,評估其質(zhì)量。
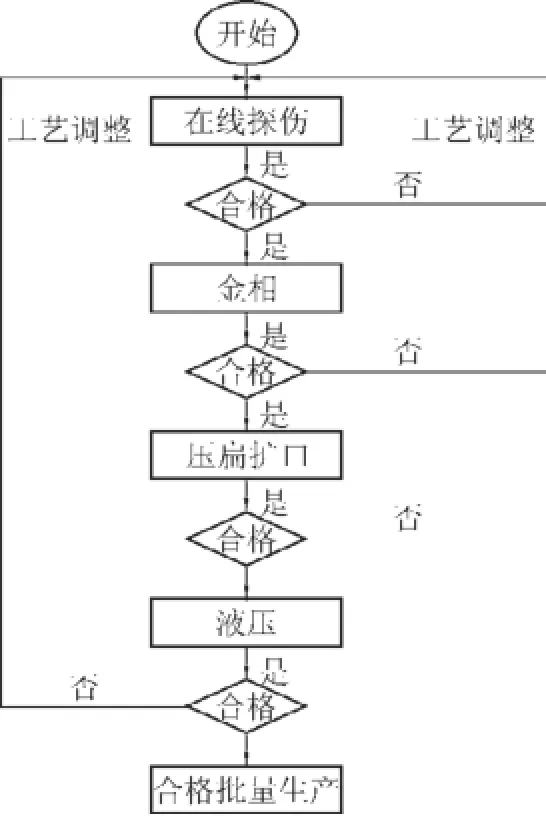
圖1 ERW直縫焊管的質(zhì)量評定流程
(2)在線探傷過程。將探傷站探測臂旋轉(zhuǎn)置于直縫焊管生產(chǎn)線中,通過攝像頭觀察焊縫位置,利用操作桿調(diào)節(jié)探頭前后位置,使焊縫與激光重合,并保存參數(shù)。通過DATA SERVR和DACQ計(jì)算機(jī)輸入鋼帶卷號。觀察探傷界面波形顯示,當(dāng)波形超過報(bào)警線時(shí),對比測厚信息,判斷是否為缺陷波、干擾波信號,并目視檢查管材,查看波形是否超過報(bào)警線,超過報(bào)警線時(shí)會(huì)報(bào)警,報(bào)警則及時(shí)停機(jī),重新調(diào)整焊接參數(shù)[5-7]。探傷結(jié)果輸出波形沒有超過報(bào)警線,且無報(bào)警,焊縫合格。
2.2金相檢驗(yàn)
焊管經(jīng)過在線探傷、飛鋸下線后,即使在線探傷沒出現(xiàn)報(bào)警,但為提高焊管質(zhì)量的可靠性,須查看焊縫的金相組織結(jié)構(gòu)。
從樣管中取一含焊縫的試樣,將試樣的焊縫磨平、拋光,用金相顯微鏡觀察焊縫的內(nèi)部組織。
(1)焊縫的金相顯微組織。觀察高頻焊縫的金相顯微組織,確認(rèn)焊縫區(qū)及熱影響區(qū)的金相組織特征、焊縫區(qū)夾雜物、微裂紋、焊縫組織缺陷等。顯微組織評價(jià)一般要求在焊縫經(jīng)過熱處理后,用來判斷熱影響區(qū)粗大組織是否完全消除,以及是否與母材組織基本一致,焊縫熔合線是否存在夾雜物。焊縫夾雜如圖2所示,焊縫夾雜物是影響焊縫強(qiáng)度和韌性的重要因素,也是焊縫斷裂的裂紋源。無缺陷焊縫組織如圖3所示,一般來說,焊縫無夾雜,無微裂紋,且組織結(jié)構(gòu)條理清晰,說明焊縫合格。
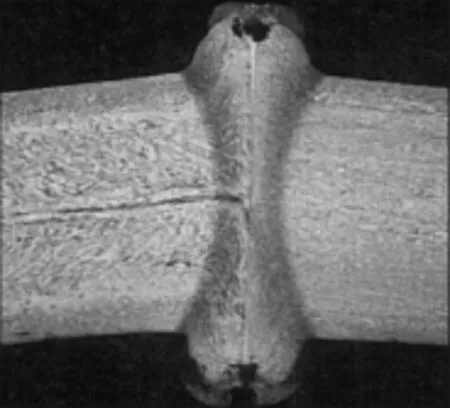
圖2 焊縫夾雜示意
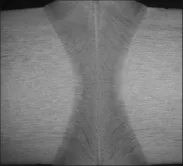
圖3 無缺陷焊縫組織示意
(2)金屬流線形態(tài)。金屬流線是焊縫在一定高溫下,局部熔化或半熔化的金屬在擠壓力作用下所形成的一種特殊形狀的結(jié)晶組織,也是焊接擠壓力大小與方向、線能量與焊接速度的綜合體現(xiàn)。高頻焊接時(shí),鄰近效應(yīng)和集膚效應(yīng)使帶鋼邊緣處于熔化和半熔化狀態(tài),在擠壓輥的壓力下,焊縫金屬向內(nèi)外方向流動(dòng),焊縫兩側(cè)母材流線上升形成一個(gè)夾角,稱流線角α。金屬流線角α如圖4所示[8-9]。金屬流線角α一般在40°~70°時(shí)判定焊縫為合格;超出此范圍,需要及時(shí)調(diào)整焊接的工藝參數(shù)。從金屬流線角實(shí)物圖可看出:金屬流線角α為60°,判定焊縫合格。
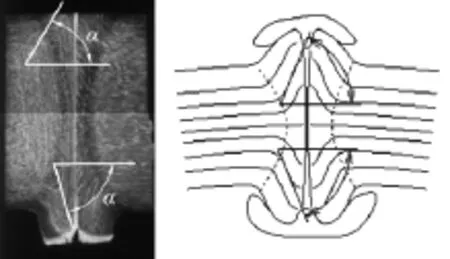
圖4 金屬流線角α示意
2.3破壞性試驗(yàn)
在在線探傷、金相顯微組織都合格的情況下,為進(jìn)一步保證焊縫合格,需做壓扁和擴(kuò)口破壞性試驗(yàn)。
(1)壓扁試驗(yàn)。切約100mm焊管,放置在油壓機(jī)下,焊縫位置與油壓機(jī)下壓的方向垂直,啟動(dòng)油壓,慢慢將焊管壓下,壓至直徑的3/4時(shí),查看焊縫是否開裂[10]。若無裂紋,焊縫合格;若有開裂,及時(shí)調(diào)整焊接工藝參數(shù)。壓扁試驗(yàn)后的試樣如圖5所示。從圖5可看出:在壓扁試驗(yàn)后,焊縫處無裂紋,因此焊縫合格。

圖5 壓扁試驗(yàn)后的試樣示意
(2)擴(kuò)口試驗(yàn)。切約100mm焊管,放置在一個(gè)錐形頂芯上;圓錐頂芯應(yīng)具有相關(guān)產(chǎn)品標(biāo)準(zhǔn)所規(guī)定的錐度,其工作表面應(yīng)磨光并具有足夠的硬度,頂芯角度可以為30°、45°、60°;將錐形頂芯置于油壓機(jī)下,啟動(dòng)油壓,緩慢將焊管壓下,當(dāng)擴(kuò)口至8%時(shí),查看焊縫是否開裂[11-12]。若無裂紋,焊縫合格;若有開裂,及時(shí)調(diào)整焊接工藝參數(shù)。擴(kuò)口試驗(yàn)后的試樣如圖6所示。從圖6可看出:在擴(kuò)口試驗(yàn)后,焊縫處無裂紋,焊縫合格。

圖6 擴(kuò)口試驗(yàn)后的試樣示意
2.4液壓試驗(yàn)
液壓試驗(yàn)是焊管質(zhì)量檢驗(yàn)的最后一道工序。在進(jìn)行液壓試驗(yàn)時(shí),先用法蘭卡夾將焊接法蘭后的焊管兩端密封,再向管體內(nèi)注滿水并逐步施加壓力至相關(guān)標(biāo)準(zhǔn)要求的壓力,待穩(wěn)壓一段時(shí)間后,目測管體焊縫處有無滲漏現(xiàn)象[13-15]。若無滲漏,焊縫合格;若有滲漏,及時(shí)調(diào)整焊接工藝參數(shù)。在液壓試驗(yàn)時(shí),焊縫處無滲漏,焊縫合格。
3 結(jié) 語
EWR焊管是經(jīng)高頻加熱后擠壓成型的,如果生產(chǎn)工藝控制不當(dāng),加工參數(shù)不穩(wěn)定,易出現(xiàn)批量質(zhì)量問題。本文介紹了高頻焊管的質(zhì)量評定流程,并通過在線探傷、金相組織檢驗(yàn)、破壞性及液壓試驗(yàn),驗(yàn)證了該套質(zhì)量評定流程完全滿足焊管的相關(guān)標(biāo)準(zhǔn)要求,證明了該套流程方案可行,為ERW直縫焊管的質(zhì)量提供了保障,對焊管生產(chǎn)的質(zhì)量控制有重要的指導(dǎo)意義。
[1]史宏德,葉歡,夏喜紅,等.ERW直縫焊管首檢工藝流程對首檢質(zhì)量和效率的影響[J].焊管,2008,31(1):81-83.
[2]中華人民共和國國家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局,中華人民共和國國家標(biāo)準(zhǔn)化管理委員會(huì).GB/T 13793—2008直縫電焊鋼管[S].北京:中國標(biāo)準(zhǔn)出版社,2008.
[3]陳鷹揚(yáng),陳勤.高頻焊管生產(chǎn)過程質(zhì)量控制的三個(gè)環(huán)節(jié)[J].焊管,2003,26(2):53-55.
[4]劉建芳,劉科偉,陳建,等.高頻焊管的常見缺陷及預(yù)防措施實(shí)踐[J].四川冶金,2013,35(4):59-63.
[5]張書林.焊管的在線檢測[J].機(jī)械管理開發(fā),2007(4):92-94.
[6]甘正紅,肖國柱.無損檢測全面質(zhì)量管理在焊管制造中的應(yīng)用[J].焊管,2011,34(2):84-88.
[7]聶向暉,楊龍,張鴻博,等.ERW直縫焊管的超聲波檢測[J].無損檢測,2011,33(2):43-47.
[8]畢洪運(yùn),陸明和.ERW直縫焊管焊縫形態(tài)與金相檢驗(yàn)評價(jià)[J].寶鋼技術(shù),2006(3):23-26.
[9]喬寧.ERW直縫焊管環(huán)焊縫焊接接頭的質(zhì)量評定[J].石油工業(yè)技術(shù)監(jiān)督,2005,21(12):25-27.
[10]中華人民共和國國家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局,中華人民共和國國家標(biāo)準(zhǔn)化管理委員會(huì).GB/T 246—2007/ ISO 8492:1998金屬管壓扁試驗(yàn)方法[S].北京:中國標(biāo)準(zhǔn)出版社,2007.
[11]中華人民共和國國家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局,中華人民共和國國家標(biāo)準(zhǔn)化管理委員會(huì).GB/T 242—2007/ ISO 8493:1998金屬管擴(kuò)口試驗(yàn)方法[S].北京:中國標(biāo)準(zhǔn)出版社,2007.
[12]楊成山.高強(qiáng)度低合金焊管內(nèi)焊縫和壓扁實(shí)驗(yàn)分析[J].焊管,2003,26(1):24-26.
[13]中華人民共和國國家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局,中華人民共和國國家標(biāo)準(zhǔn)化管理委員會(huì).GB/T 3091—2008低壓流體輸送用焊接鋼管[S].北京:中國標(biāo)準(zhǔn)出版社,2008.
[14]常海鋒,王晰,趙坤,等.高頻焊管水壓失效分析與質(zhì)量控制[J].鋼管,2015,44(3):36-39.
[15]王高田.焊管生產(chǎn)過程工序質(zhì)量動(dòng)態(tài)管理[J].焊管,2004,27(3):74-75.
In-p rocess Quality Eva luation of ERW Tube
TANG Shaorang,OU Yaohui,TANG Yi,JIANG Hui
(Hunan SANY Zhongyang Machinery Co.,Ltd.,Yiyang 413000,China)
Elaborated in the essay is the quality evaluation process flow for the ERW tube which consists on-line NDT,analysisofweld internal structure,destructive tests(flaring and flattening)and hydraulic test.The reasonability of the flow is verified via actual operation cases.And the test results show that the said quality evaluation process flow is in full compliance with the requirements under applicable welded tube specification,being capable of providing basis formassive production and quality assurance of ERW tubes.
ERW tube;quality evaluation;NDT;metallograph;destructive test;hydraulic test
TG335.75!!
B!
1001-2311(2016)03-0049-03
唐少讓(1983-),男,碩士,工程師,主要從事直縫焊管調(diào)型工藝工作。
(2015-12-13;修定日期:2016-01-24)
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26