同步相量測量技術研究
2016-11-22 03:08:42林彬
工程技術研究 2016年4期
林 彬
(國網山西省電力公司長治供電公司,山西 長治 046000)
同步相量測量技術研究
林 彬
(國網山西省電力公司長治供電公司,山西 長治 046000)
同步相量測量技術是指在全網統一的時標下,對電力系統的不同節點的電壓和電流進行同步采樣,生成各節點電壓和電流相量的正序相量,然后將這些信息以一定格式的數據包上傳到控制中心。文章在統一的時間坐標系上,對電力系統的狀態進行了分析。
同步相量;測量原理;測量方法;研究
隨著電力系統對其監測要求的不斷提高,在全網范圍內建立動態監測系統顯得越來越重要。以同步相量測量技術為基礎形成的廣域測量系統(WAMS),實現了電力系統的實時動態監測,為電力系統的安全分析和穩定控制提供了新的方法和手段。
1 同步相量測量原理
隨著電力系統中電網建設規模的逐年擴大,相量分析在電力系統也將成為重要的工具,電力系統運行狀態中相量的實時測量也顯得尤為重要。在系統的運行中,母線的電壓相角差決定了有功潮流的變化。同步相量測量時,利用GPS信號對母線的電流電壓進行測量,通過比較分析,測算出相角、幅角和頻率對電網進行監控和測量,也是后續進一步應用的關鍵前提,其采用的算法必須滿足高可靠性、高精確度、強實時性的要求。計算相量、頻率的典型算法,有周期法、遞歸DFT變換算法。
2 同步相量測量技術方法
2.1 過零檢測法
過零檢測法是通過測量工頻信號在零點時刻和某一特定的時候相比較,是一種較為直觀的方法。
如公式(1),在過零比較器能將正弦波變為方波中,輸入三相交流及測量CPU信號,利用方波上升時檢測正弦波的過零時刻。標準50Hz信號的相位是由計時器通過相鄰的標準50Hz信號的過零點時差轉化而來。此信號全網統一。

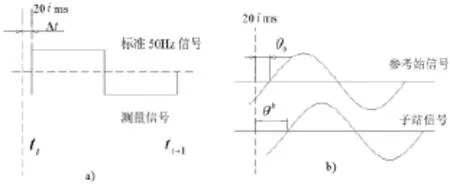
圖1 過零檢測原理

過零測量方法的優點是在硬件上較為容易實現且方法簡單,缺點是系統電壓頻率在實際中是波動運行的,而此方法是假定不變的。而且過零檢測法在電壓發生畸變的情況下,會造成誤差。
2.2 遞歸DFT算法
首先選定采樣間隔 ,采樣時間滿足t=k ,k是自然數。則我們可以得到。
相量X可表示為:

其中:

一般在運算中會采用改進的遞歸DFT算法,在(3)式中,能夠得到兩個實時采用值:

則根據(3)可以得到:


需要明確的一點是我們需要的是正序相量,因為穩定問題的研究對象——系統母線電壓和頻率測量的基礎是正序相量,所以我們通過遞歸DFT算法計算出每一相電壓(電流)的相量后,還要合成為正序相量。由電力系統相關知識可知,由三相求正序的關系為:
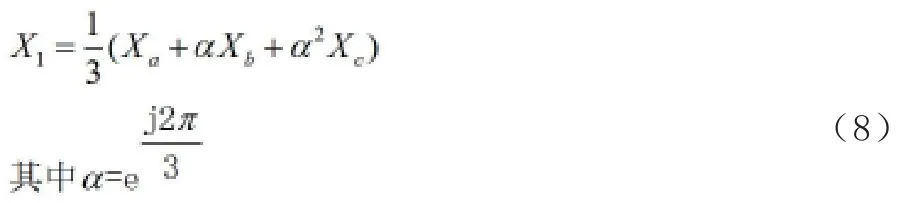
相量在復數空間內逆時針運動為正方向,相角沿逆時針方向增大。同時還要考慮的一點是,非標準頻率的信號利用此方法會產生周期性變化,幅值和角度需在(8)式中進行平滑。
在采用序列兩相鄰的過零點還可以利用線性插值法來獲得頻率。假設采樣序列為x(i),采樣間隔為,Ts,Ts=T/N,其中T為工頻信號周期,N為數窗口大小。如果有x(k1)?x(k1+1)<0,說明在x(k1)與x(k1+1)之間存在一個過零點,利用線性插值有:
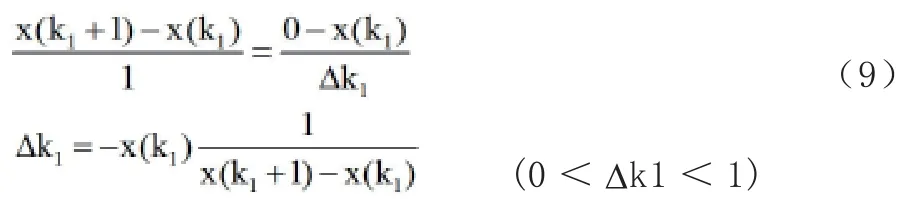
其中:Δk1為過零點與采樣點x(k1)之間的距離,Δk1·Ts為相距時間。
同理,可以求得另一相鄰過零點與采樣點x(k2)之間的距離:

考慮特殊情況,如果x(k)=0則對應Δk=0,因此,輸入信號的周期及頻率可由下式獲得:

2.3 衰減直流分量對傅利葉算法造成誤差分析及改進措施
在傅里葉采用序列中若一周的采用點為N,如果在采用值中U(N)≠U(0)的電壓幅值,則說明存在衰減直流分量。設輸入電壓信號為式(13)形式:

由傅里葉公式可知,基波分量實部誤差Δk1、虛部誤差Δk2分別是:

以上的分析計算結果表明,都需彌補衰減直流分量對傅利葉算法帶來的誤差。不論是近似濾去衰減法還是精確濾去衰減法都很復雜。
可以再進行傅里葉變換前濾去故障信號的衰減直流分量,步驟如下:首先查看是夠存在直流分量的衰減,然后在不同的兩個t1、t2。
對電壓進行周期T內的積分,可以令t1=0、t2=Ts(采樣周期),則有:

上式中:若S1、S2相減不為0,則說明直流分量存在衰減,要先濾去直流分量后在進行傅里葉變化;若S1、S2相減為0,則說明直流分量不存在衰減,可以直接進行傅里葉變化。由式(16)(17)解方程可得:
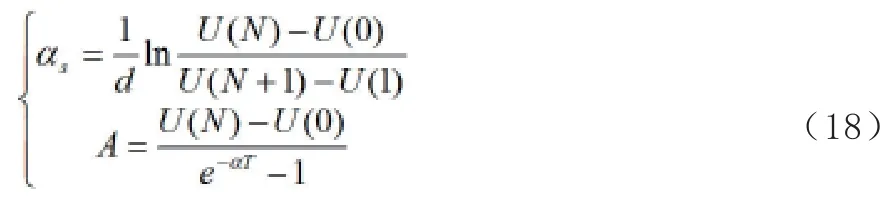
U’(r)是經過采樣點U(r)補償后說得,U(r)與U’(r)間關系如式(19)所示:

然后對U’(r)進行離散傅利葉變換,可以計算出基頻電壓幅值和相角。
3 結束語
文章對PMU裝置設計進行了細致地分析和研究。得出以下結論:
(1)PMU在算法上采用計算量小的的遞歸DFT算法,考慮到衰減直流分量對DFT算法的影響,對算法做出了相應的改進。
(2)采用北斗衛星導航系統作為電力系統的同步時鐘的同時,考慮取GPS作為備用對時信息,使授時單元進一步增強了其可靠性和準確性。
(3)星寨站內部利用DL/T860組建局域網,使網上的節點間通訊可靠,靈活而且實時性好。同時,可以避免數據的堵塞現象的發生,節點的數目理論上沒有限制。
(4)PMU在廣域測量系統中占有尤其重要的地位。
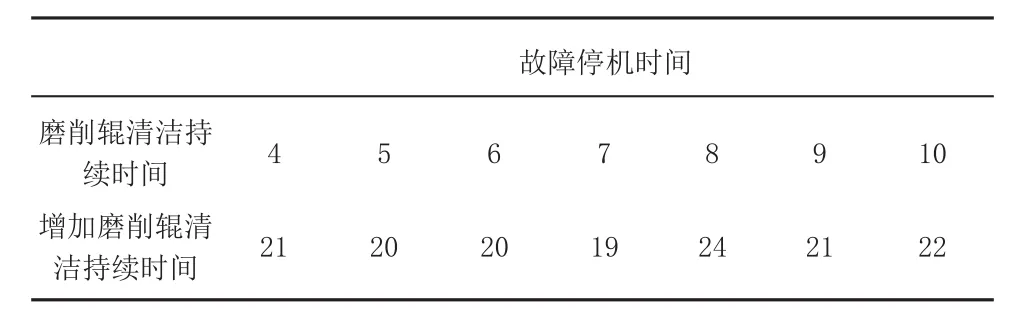
表2 磨削輥清潔持持續時間試驗
(3)機罩清潔持續時間。其它參數不變,降低機罩清潔持續時間,統計閘板達不到位停機時間并與之前的數據進行對比驗證。經過在線試驗,確定機罩清潔持續時間參數設定在7s時,為最優參數(見表3)。
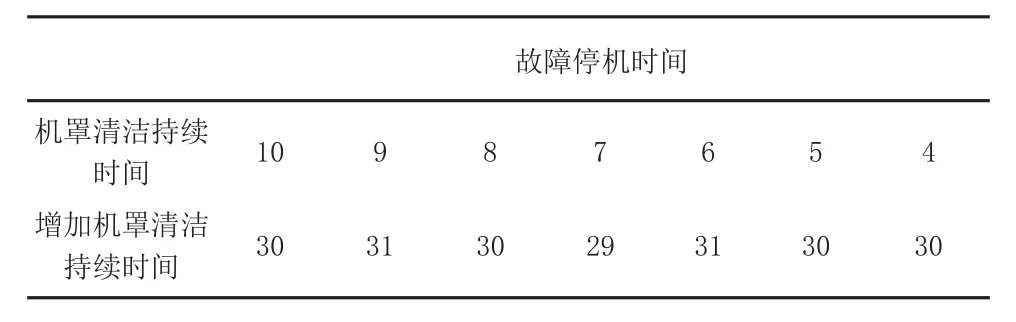
表3 機罩清潔持續時間試驗
3 結束語
按照90s、7s、7s對設備參數進行修改并進行試驗,統計了10月份切絲機故障停機時間,得出數據(見表4)。切絲機故障停機時間從改進前的150min下降為改進后的56.5min,降低了93.5min。經過本次課題實施,建立了切絲機磨刀系統的保養細則,便于車間推廣實施。車間維修人員課題實施過程中編寫了Tobspin切絲機操作與維修培訓教材,教材中對切絲機磨刀系統等部位的日保、周保、年保標準。按照每月4周時間來算的話,三條制絲線的時間效益:月×周×節約時間×生產線=12×4×93.5min×3=13464min=224.4h。通過對切絲機磨削裝置參數的優化,使切絲機故障停機時間得到了明顯的降低,生產效率提升,過程流量穩定性得以提高。節約的不僅僅是時間,還節約了生產過程中的水、電、氣、汽、人工等各項費用,減少了設備的磨損,從而降低了產品的制造成本。
TM930.12
A
1671-3818(2016)04-0057-02
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中國生殖健康(2019年3期)2019-02-01 06:12:26
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
