鋁合金壓鑄行業節能評估要點剖析
2016-11-24 07:04:04趙長海姚金玲宋曉龍徐福鑫
資源節約與環保 2016年6期
夏 維 夏 勇 胡 梅 王 菲 趙長海 姚金玲 宋曉龍 徐福鑫
(1農業部環境保護科研監測所天津3001912天津天發源環境保護事務代理中心有限公司天津300384)
鋁合金壓鑄行業節能評估要點剖析
夏維1夏勇2胡梅1王菲1趙長海1姚金玲1宋曉龍1徐福鑫1
(1農業部環境保護科研監測所天津3001912天津天發源環境保護事務代理中心有限公司天津300384)
節能評估對能夠從源頭上杜絕固定資產投資項目能源浪費、提高能源利用效率。本文結合天津某鋁合金壓鑄項目節能評估實例,提出應從熔化方式選擇角度進行技術方案評估分析,針對主要耗能設備熔解保溫爐、壓鑄機進行合理性分析;并應充分考慮空壓機余熱利用。
鋁合金壓鑄;節能評估;空壓機余熱利用
隨著國家節能減排形勢的嚴峻,尤其是京津冀地區,“十三五”期間天津市節能任務依然比較艱巨。節能評估作為重要的固定資產投資項目開工前的重要前置條件,對從源頭上杜絕能源浪費、提高能源利用效率,意義重大。
本文結合筆者在實際工作中所遇到的問題,以天津某企業為例,對鋁合金壓鑄行業節能評估的要點進行剖析。
1 樣本概況
該項目屬于擴建項目,以YL113型壓鑄鋁合金錠為原材料,主要采用壓鑄工藝進行汽車安全帶收縮器用鋁合金壓鑄件生產,主要消耗能源品種為天然氣與電力,工藝流程圖詳見圖1。
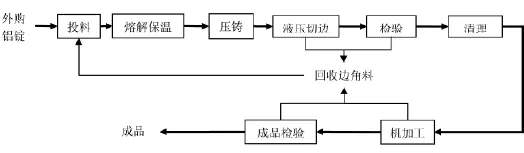
圖1 本項目鋁合金壓鑄件生產工藝流程圖
2 節能評估要點
2.1技術方案節能評估
該項目屬于擴建項目,生產工藝與現有項目相同,由于現有項目已經投產多年,工藝成熟。
鋁合金熔化包括機邊熔化和集中熔化兩種方式。本項目采用機邊熔化的方式,每臺壓鑄機配備一臺熔解保溫爐。該方式省去了鋁合金液的輸送環節,避免了集中熔化方式中將鋁合金液從熔化區輸送至壓鑄區過程中帶來的運輸成本、保溫成本、人力成本高,能源損耗、環境污染大等問題,適宜于進行批量化生產[1]。
目前,城鄉建設部在原JBJ14-2004《機械行業節能設計規范》基礎上頒布了GB50910-2013《機械工業工程節能設計規范》。節能評估過程中應對照該規范進行技術方案的合理性分析。
該項目產品為鑄鋁件,采用專業化生產。在每臺壓鑄機旁設一臺熔解保溫爐及一臺切邊機,形成一個獨立的工作島,并配備自動定量澆注裝置、自動取件機械手、自動切邊機、風冷流水線等先進配套設備,機械化和自動化程度高,有利于降低能耗。每個工作島平行工作,并采用三班連續生產,符合GB50910-2013《機械工業工程節能設計規范》3.0.1款的要求。
該項目采用壓力鑄造的方式,所得鋁合金鑄件尺寸精度高(一般可達6級~7級),表面粗糙度低,鑄件僅經過簡單機加工即可使用;同時,鑄件強度和硬度較高,提高了鑄件的使用壽命,因而具有節材省能的優點,符合JBJ14-2004《機械行業節能設計規范》3.0.15款第4條和GB50910-2013《機械工業工程節能設計規范》3.0.2款第3條的要求。
該項目產品采用鑄態鑄件,省去了熱處理工序,有利于降低能耗,符合JBJ14-2004《機械行業節能設計規范》3.0.20款和GB50910-2013《機械工業工程節能設計規范》3.0.20款的要求。
2.2主要工藝耗能設備節能評估
根據項目用能情況,該項目主要耗能設備為熔解保溫爐和壓鑄機。
2.2.1熔解保溫爐
熔解保溫爐的節能評估,應結合所擬采用的爐體結構、保溫材料、燃燒器形式、溫度控制等方面進行分析[2]。
爐底、爐壁、保溫室頂蓋、耐火材料、熔解保溫室門等均應相應采取不同的保溫措施;爐襯應按不同的部位采用不同的高強不定型澆注料及優質絕熱保溫材料,在充分考慮熔池的結構強度的前提下,以最大限度減少爐襯的蓄熱和散熱損失為目的。同時,應經常維護和檢修燃燒器,使其始終保持正常燃燒狀態和規定的消耗水平。
該項目擬采用的保溫溶解爐采取了必要的爐體結構保溫措施,減少燃燒器空氣過剩系數,采用煙氣余熱預熱鋁塊,設置自動控制系統等節能措施,符合GB/T3486-93《評價企業合理用熱技術導則》及GB/Z18718-2002《熱處理節能技術導則》的要求。
2.2.2壓鑄機
節能評估過程中應依據壓鑄壓力、填充速度、澆注溫度和壓型工作溫度等工藝參數及鑄件的批量、結構、品種等進行壓鑄機選擇合理性分析[3],避免了出現“大馬拉小車”的現象,從源頭上杜絕能源的浪費。
2.3主要附屬耗能設備節能評估
空壓機為該行業主要的附屬耗能設備。由于其能耗較大,相應熱量損失較大。為了充分利用空壓機余熱,應盡量將空壓機余熱進行回收利用。空壓機余熱利用屬于該類項目節能評估過程中需考慮的重點節能工程,應從技術、經濟可行性分析角度進行分析[4]。
2.3.1技術可行性
空壓機余熱利用技術是在不改變空壓機原有工作狀態的前提下合理利用空壓機余熱,通過水泵把冷卻水經過冷熱交換器把空壓機的熱油(潤滑油溫度通常冬季80℃,夏秋季97℃)迅速冷卻下來,將這部分余熱經過熱量回收裝置轉化為熱水進行采暖。同時優化空壓機油降溫的效果,實現主機節能。
壓縮機所耗電能所轉變的熱量大部分被壓縮后的油氣混合物帶走,這些混合物經分離,分別在各自的冷卻器中被冷卻介質帶走。理論上,除2%的輻射熱和4%被氣體帶走的熱量外,94%的熱量可被回收。一般空壓機熱回收率在72%以上。
目前,空壓機余熱利用已經廣泛應用于車間采暖、鍋爐、職工生活淋浴、生產工藝等用熱水,技術成熟。
同時,應分析空壓機所能利用的余熱,是否能夠滿足項目所需采暖區域的熱負荷。按照空壓機熱回收率一般可達72%、空壓機負荷率可達70%。
2.3.2經濟可行性
首先,應估算項目的節能量。可根據CJJ34-2010《城鎮供熱管網設計規范》中的采暖年耗熱量計算公式,核算若采用市政熱力采暖情況下的年耗熱量,即項目的節能量。
然后,根據空壓機余熱利用工程投資改造費用及采用區域市政采暖能耗量、單位能耗費用,計算該節能工程的投資回收期。
3 結論與建議
(1)技術方案節能評估是鋁合金壓鑄行業節能評估的核心環節,應主要從熔化方式選擇角度進行分析。(2)對于該行業主要耗能設備,熔解保溫爐應結合所擬采用的爐體結構、保溫材料、燃燒器形式、溫度控制等方面進行分析;并從壓鑄壓力、填充速度、澆注溫度和壓型工作溫度等工藝參數及鑄件的批量、結構、品種等進行壓鑄機選擇合理性分析。(3)鋁合金壓鑄行業應充分考慮空壓機余熱利用,實現節能。
[1]葉繼都.汽車行業鋁合金壓鑄車間工程設計[J].工程建設與設計,2012,(8).
[2]影響熔鋁爐熱效率的因素探討[J].2008重慶鑄造年會論文集, 2012.
[3]張國干.關于壓鑄機節能的新技術[J].鑄造技術,2012,(9).
[4]王少波.螺桿式空壓機余熱回收技術的應用及節能效益分析[J].
能源與節能,2011,(9).
夏維(1981—),女,天津,碩士研究生,助理研究員,研究方向:節能環保。
