夾具制造精度的工藝方法研究
2016-11-27 13:36:20梁秋生中航工業哈飛工裝廠黑龍江哈爾濱150066
橡塑技術與裝備 2016年16期
梁秋生(中航工業哈飛工裝廠,黑龍江 哈爾濱 150066)
夾具制造精度的工藝方法研究
Research on manufacturing precision of fi xture
梁秋生(中航工業哈飛工裝廠,黑龍江 哈爾濱 150066)
在機床制造工藝中夾具是十分重要的一種裝備,對提高機床加工零件精度有著十分重要的作用,保證夾具制造是提高機床加工零件精度的基礎。所以,在實際加工生產過程中,通過有效工藝方法提升夾具制造精度是十分必要的一項任務,并且在機床加工零件生產過程中也是關鍵內容。本文就夾具制造精度的工藝方法進行簡單研究。
夾具制造精度;工藝方法;研究
在機床工藝生產過程中,保證加工零件精度是提高工藝生產質量的重要手段,而作為機床設備中的重要組成部分,夾具精度對提高零件生產精度有著不可替代的作用。在實際加工生產過程中,相關工作人員應當積極探索,選擇科學工藝使夾具制造精度得到有效提升,從而使夾具在機床設備加工工藝中能夠得到更好應用,使機床加工工藝能夠得到進一步發展。
1 成組加工工藝方法
依據不同制造方法,成組加工法主要分為兩種,即合對加工法與鏡像加工法。
所謂合對加工法其所指的就是在夾具制造過程中,對于所有成對元件均選擇合鏜、合磨以及合鉆與合鉸等相關方法成對進行加工,從而使工件之間存在的位置偏差以及尺寸誤差得以消除。在實際夾具制造過程中,該方法實際應用主要包括定位銷配置、等高塊磨削以及導向孔鏜削。
所謂鏡像加工法其所指的就是對于具有對稱結構的一些夾具元件,可將其對稱面作為界限,在加工過程中可先得出雙倍長度,并且將適當余量工件加入,之后沿著對稱面將其切斷,然后適當加工,最終通過鏡像原理組合兩個對稱部件,使其成形,從而使對稱度誤差得以消除。V型塊定位在夾具元件制造過程中是十分常見的一個方面,在設計方面要求其具備自動對中功能,對于兩個工作斜面對稱度精度具有較高的要求。對于傳統V型塊制造方法而言,通常情況下都選擇整體制造方法,最終精加工兩斜面,往往都是利用V型導磁鐵以及精密正弦夾具在平面磨床完成。但是該加工方法要使V型對稱度保證達到比較理想的狀態十分困難。
在鏡像加工法應用過程中,可先制作V型塊半成品單體,然后沿著對稱面將其截斷,在經過加工之后得到螺孔,之后利用定向鍵以及聯接螺栓進行組裝,使其成為組合式V型塊。該加工方法對機床精度要求不高,利用普通機床便能夠完成,并且能夠使V型塊達到較高對稱度精度,因此在實際應用過程中具有較高價值。
2 裝備加工方法
該方法在實際生產中是比較常用的一種方法,廣泛應用于車夾具、鉆夾具以及磨夾具等設計制造過程中。在制造鉆夾具過程中,為能夠使鉆套中心軸線對安裝基面滿足其垂直度要求,在加工過程中唯一能夠選擇的工藝方法為配置后精鏜導向孔。對于這種工藝方法而言,其在制造鉆套底孔以及翻轉式鉆模方面有著更加明顯的作用,其能夠將組成零件中所累積尺寸誤差以及形狀誤差得以消除,從而能夠直接得到設計所需精度。[1]
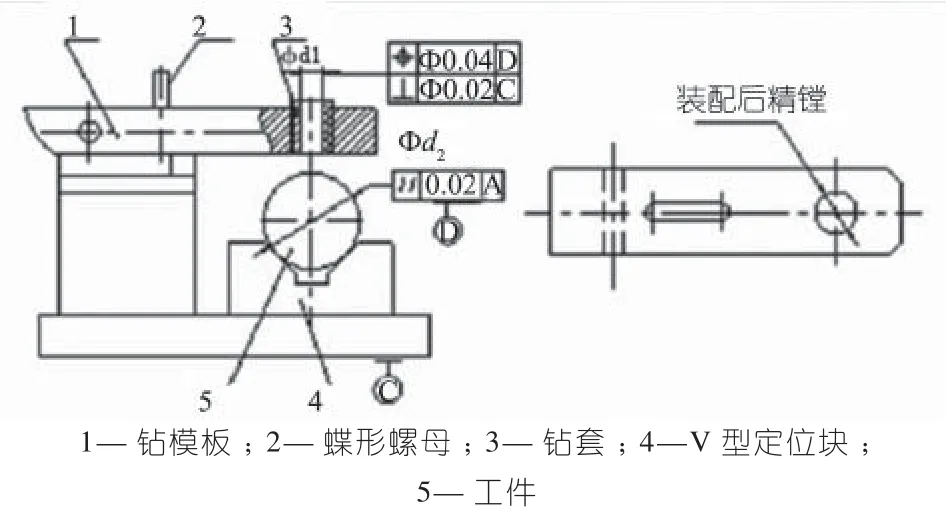
圖1 鉆套孔加工工藝
如圖1所示,對于鉆套孔d1中心軸線而言,其對安裝基準面A垂直度精度要求以及對V型定位塊中的中心平面位置度精度要求,均為在裝配夾具之后將蝶形螺母擰緊。對于該工藝方法而言,其憑借的主要就是坐標鏜床精度,可使夾具所要求位置精度得到直接保證。所以,在保證夾具安裝基本面及鉆套中心軸線垂直度方面該方法最為有效,在實際加工過程中所使用鉆鏜類夾具導向套底孔,均利用該工藝方法進行加工。
對于夾具上定位元件而言,也可選擇裝配加工法,從而使在夾具上元件準確位置尺寸能夠得到保證。

圖2 兩V型塊加工工藝
如圖2所示,對于兩V型塊位置而言,其決定因素為高度尺寸H以及水平尺寸L,在夾具設計過程中,其要求兩V型塊定位面必須保證完全接觸工件,并且也要使兩平行度要求得到保證。對于兩平行度而言,利用標準芯棒進行檢驗,該芯棒以雙點劃線表示。在制造夾具過程中,為能夠使H、L以及兩平行度得到保證,可先將兩V型塊制作成斜面,并且要留取磨加工余量足夠半成品。在夾具體中拼裝V型塊,以圓錐銷固定V型塊以及夾具體,在導軌磨床或者工具磨床上A與B作為定位基準,磨削加工V型塊90°斜面,從而使H、L以及兩平行度公差要求得到滿足[2]。
3 臨床加工法
所謂臨床加工法其所指的就是利用夾具機床所具備切削功能將另一部件切削掉,從而使彼此間能夠消除位置誤差,使各個部件保證能夠占據理想位置,從而使夾具制造精度得到有效提高。三爪卡盤是現代車床中比較常用的一種附件,該元件在使用時間比較長之后,在卡爪支承面中心及車床主軸中心軸線之間會有不同軸現象產生,在這種情況下,對于卡盤所夾持加工工件表面而言,其與定位基準面之間也會有不同軸產生,從而導致工件加工誤差超出規定值。為能夠將該類問題解決,可選擇臨床加工法進行修正。在實際生產過程中,通過車床自身主軸的中心軸線回轉精度,對三爪卡盤中心對主軸軸線所產生偏心進行校正,這樣一來可以使零件加工質量在很大程度上得到提高。對于對內圓及外圓磨床具有較高精度要求的相關元件,在實際生產過程中均可選擇臨床加工法,從而使定位元件的工作表面精度得到有效提高。該方法可使夾具制造、裝配以及安裝等相關環節中所產生誤差得以消除,最終使夾具制造能夠得到較高精度。
4 過渡基準法
渡基準法是比較常用比較比較有效的一種工藝方法。利用該方法能夠使裝配整體鏜模之后,由鏜模兩端依次將具有較高同軸精度導向孔加工出來。在水平鏜頭上將一端模板上導向孔加工好,然后利用垂直鏜頭在兩端模板分別將兩工藝基準孔加工出來,對于工藝基準孔中心而言,其應當與導向孔中心線之間保持垂直相交。調轉鏜模方向,并且將工藝圓柱銷裝配在工藝基準孔中,將千分表裝夾于垂直鏜頭,同時應當在梁柱上往返移動,從而對兩端工藝圓柱銷中心位置進行校正。在校正好并且固定之后,便可對該端模板上導向孔進行加工。因此利用該方法是整體裝配夾具之后再進行加工,其同軸度能夠保持比較高。
5 結語
夾具作為機床設備中的重要組成部分,對零件加工精度有著十分重要的影響,因而保證夾具制造凈度也就是十分必要。在夾具制造過程中,應當依據實際情況對不同加工工藝進行合理選擇,從而使夾具制造精度能夠得到有效提高,使其在機床加工過程中能夠得到更好運用。
[1] 袁禮彬,趙永昶.裝配加工法在保證夾具制造精度中的應用[J].機械設計與制造,2011,(1).
[2] 袁禮彬.保證機床夾具制造精度的工藝方法[J].裝備制造技術,2009,(8).
(R-03)
TH16
1009-797X(2016)16-0087-02
A
10.13520/j.cnki.rpte.2016.16.024
梁秋生(1975-), 男,大學本科,高級工程師,夾模具工藝校對員,研究方向為夾模具制造工藝。
2016-07-19
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
石油化工應用(2014年8期)2014-03-11 17:40:03