基于機器視覺的柴油機曲軸軸線彎曲檢測
2016-11-29 02:06:07丁曙光張正劉
組合機床與自動化加工技術(shù) 2016年10期
丁曙光,張正劉
(合肥工業(yè)大學(xué) 機械與汽車工程學(xué)院,合肥 230009)
?
基于機器視覺的柴油機曲軸軸線彎曲檢測
丁曙光,張正劉
(合肥工業(yè)大學(xué) 機械與汽車工程學(xué)院,合肥 230009)
針對傳統(tǒng)的柴油機曲軸彎曲檢測方法效率低下、檢測精度低的特點,提出一種基于機器視覺的非接觸測量方法。其主要方法是旋轉(zhuǎn)曲軸,拍攝曲軸各軸頸在不同角度位置的圖像,對每幅圖像進行中值濾波、二值化、邊緣檢測、亞像素處理,獲取亞像素邊緣,然后利用最小二乘圓法對曲軸的每個像素列截面進行擬合,求出各截面中心坐標,最后,再利用最小二乘法擬合直線,計算軸線直線度大小,進而判斷柴油機曲軸彎曲狀況。實驗表明該檢測系統(tǒng)不僅檢測精度高,檢測速度也非常快。
機器視覺,柴油機曲軸,邊緣檢測,最小二乘法
0 引言
柴油機曲軸是柴油機的一個重要零件,當其彎曲變形超過一定值時,將會出現(xiàn)柴油機震動加大,甚至機件斷裂的現(xiàn)象,從而影響柴油機的正常運行狀態(tài)。因此,柴油機曲軸軸線的彎曲程度檢測至關(guān)重要。
傳統(tǒng)的檢測方法是采用指示器法對其進行檢測,但該方法不僅不能實時指導(dǎo)生產(chǎn),而且,檢測不精確,檢測效率也非常低[1-2]。針對以上的缺點,本文提出一種基于機器視覺的柴油機曲軸軸線彎曲檢測方法,并搭建了一套視覺檢測系統(tǒng)。其檢測的方法為:利用CCD相機采集柴油機曲軸圖像,對采集的圖像進行濾波、二值化及邊緣檢測處理,提取柴油機曲軸的邊緣輪廓。然后對系統(tǒng)進行標定,將像素單位轉(zhuǎn)換為實際單位,再通過最小二乘法進行像素列截面的圓擬合和軸線的直線擬合,得到曲軸的彎曲程度,最后,給出評定結(jié)果[3-5]。本系統(tǒng)在結(jié)構(gòu)可以分為硬件結(jié)構(gòu)和圖像處理軟件兩部分。
1 硬件系統(tǒng)構(gòu)成
首先在本文,我們要求檢測系統(tǒng)的檢測精度為0.01mm,視場范圍大小為6mm×4mm,檢測速度為10件/s。
機器視覺技術(shù)是利用光電成像系統(tǒng)采集被控目標的圖像,而后經(jīng)過計算機或?qū)S玫膱D像處理模塊進行根據(jù)圖像的像素、顏色、亮度等信息,來進行尺寸、形狀、顏色的判斷[6-8],因而其檢測系統(tǒng)中包括工業(yè)相機,圖像采集卡,計算機等,本文的視覺檢測系統(tǒng)總體結(jié)構(gòu)如圖1。
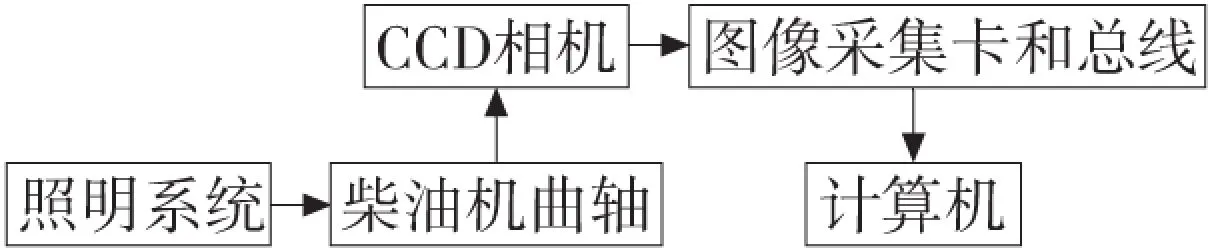
圖1 視覺檢測系統(tǒng)總體結(jié)構(gòu)
在硬件選型方面,本文的視場范圍要求為6mm×4mm,考慮到每次的機械定位誤差,選擇使用意大利Opto-engineering公司生產(chǎn)的TC2364型號的工業(yè)相機鏡頭,該鏡頭的視場范圍為8.8mm×6.6mm。相機方面,此次檢測精度要求為0.01mm,考慮本文軟件部分使用1/2亞像素精度,相機的分辨率應(yīng)至少為:
(8.8÷0.01÷2)×(6.6÷0.01÷2)=145200
基于此,本文選擇使用的相機為STC-E43A相機,其分辨率為30萬,相機幀數(shù)為30,滿足檢測速度為10件/s的要求。該檢測系統(tǒng)的檢測精度為:
8.8÷640÷2=0.006875mm
光源選擇使用LED光源,照明方式為背光照明。
2 軟件算法設(shè)計
系統(tǒng)的軟件算法設(shè)計是整個系統(tǒng)的核心。按照圖像處理的順序,其主要包括濾波、二值化、亞像素邊緣檢測、標定和曲軸彎曲程度檢測五個環(huán)節(jié),系統(tǒng)的軟件設(shè)計流程圖如圖2所示。

圖2 軟件設(shè)計流程圖
2.1 濾波
在攝取圖像時,CCD傳感器的工作情況受CCD傳感器的材料、內(nèi)部設(shè)備電路、環(huán)境條件等因素的影響,從而引入了各種噪聲。噪聲的引入不僅降低了圖像的質(zhì)量效果,還給后續(xù)的圖像處理工作帶來極大的麻煩。由于絕大多數(shù)噪聲是高頻信號,而邊緣在實質(zhì)上也屬于高頻信號,去除噪聲的同時也必然會導(dǎo)致圖像邊緣的模糊,從而導(dǎo)致邊緣提取不準確[9]。
本文采用中值濾波器進行濾波。中值濾波器,取模板中像素點的中間值像素值替代目標點原先的像素值。假設(shè)一幅灰度圖像的二維矩陣f(i,j),經(jīng)過中值濾波之后,得到的圖像矩陣為g(x,y),則:

其中,x,y=0,1,2…N-1,s是以為(x,y)中心的像素點的集合。圖3是中值濾波前后效果對比圖。
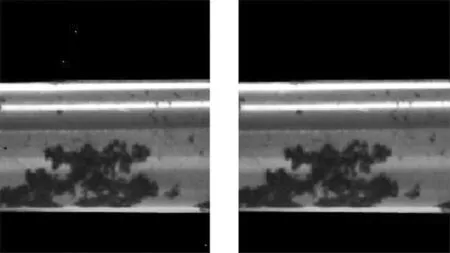
圖3 中值濾波
2.2 二值化
對圖像進行中值濾波后,圖像的噪聲被消除,接下來再進行圖像二值化。二值化的目的是將目標物體與背景相分離[10]。假設(shè)圖像的二維矩陣為f(x,y),設(shè)定的灰度閾值為T,二值化處理的具體步驟為:若圖像的像素點處的灰度值大于T,則用255代替原來的灰度值,反之,則用0代替原來的灰度值。則其處理公式為:
二值化的作用是使目標物體與背景區(qū)分開來,使圖像呈現(xiàn)黑白分明的效果。圖4是圖像二值化前后的對比。
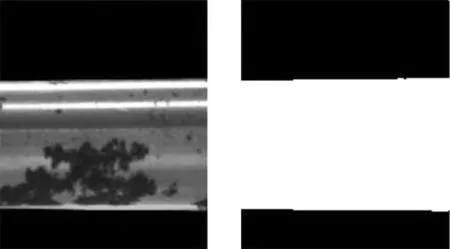
圖4 圖片二值化效果圖
2.3 亞像素邊緣檢測
文的亞像素邊緣檢測分為兩個步驟:邊緣檢測和基于雙線性插值的亞像素算法。由于柴油機曲軸與黑色背景的顏色分明,加之本文采用背光照明方式,拍攝出來的圖像,除去柴油機主軸部分,其他部分灰度值接近于0。基于此,本文采用一種新的算法(相鄰行灰度差異判定法),該方法采用逐行相減,判斷其值是否大于設(shè)定閾值,若大于則確定該點為邊緣點,不再運算,其原理示意圖如圖5所示。
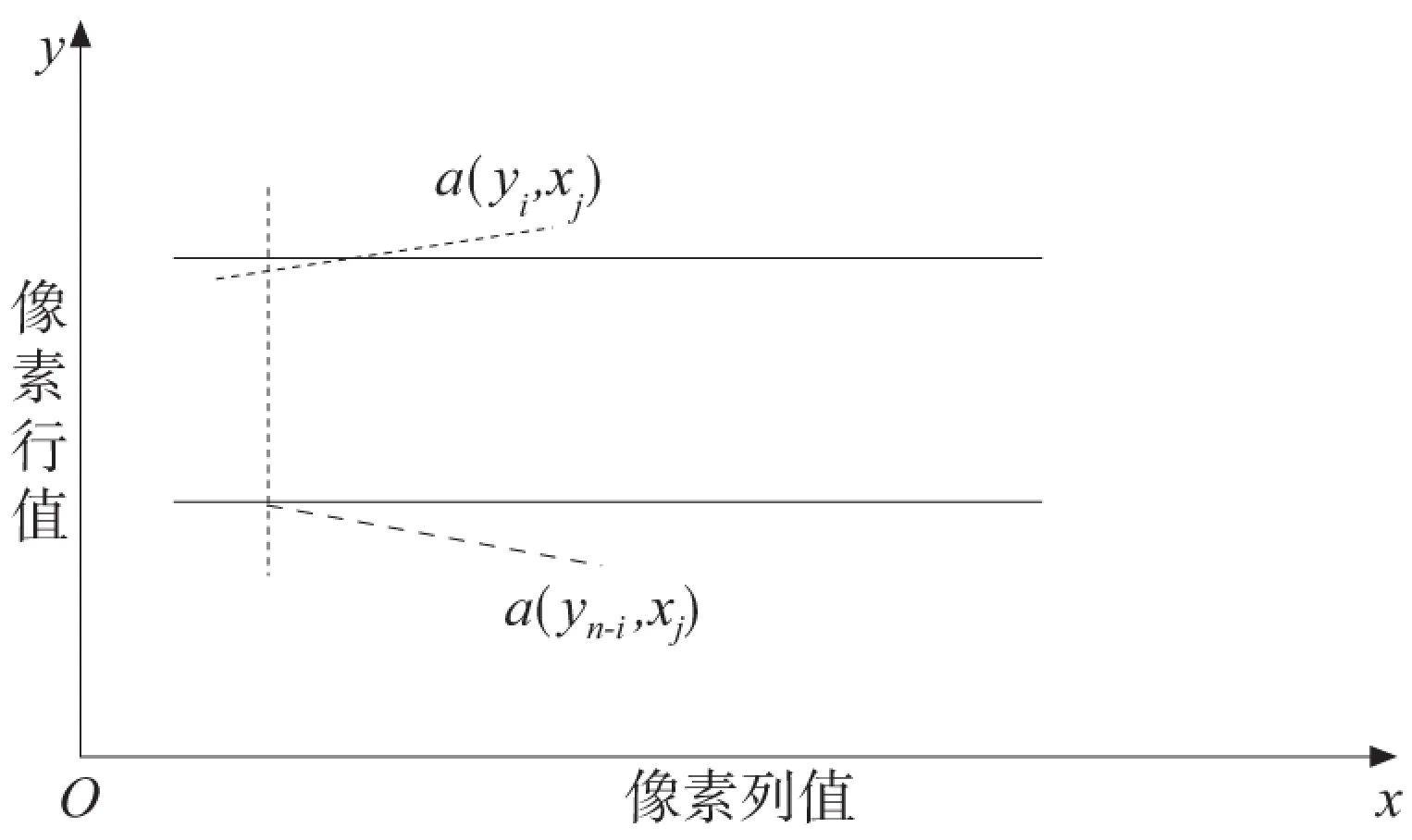
圖5 灰度差異判定法原理示意圖
假設(shè)有一圖像f(x,y),i為遞增變量,k為灰度閾值,在這里將k設(shè)置為200。那么可根據(jù)如下公式求取上邊緣:
g=f(x+i+1,y)-f(x+i,y)
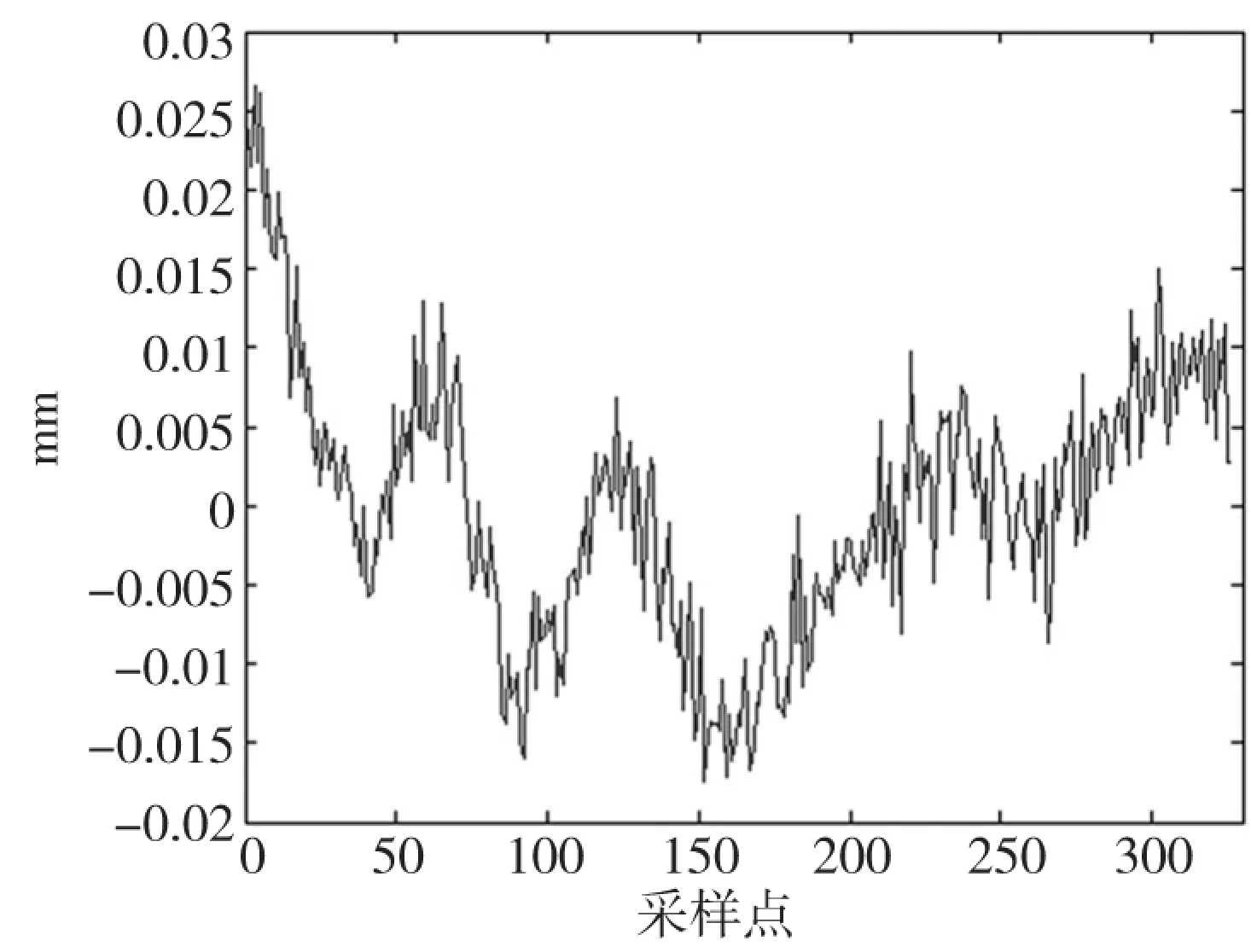
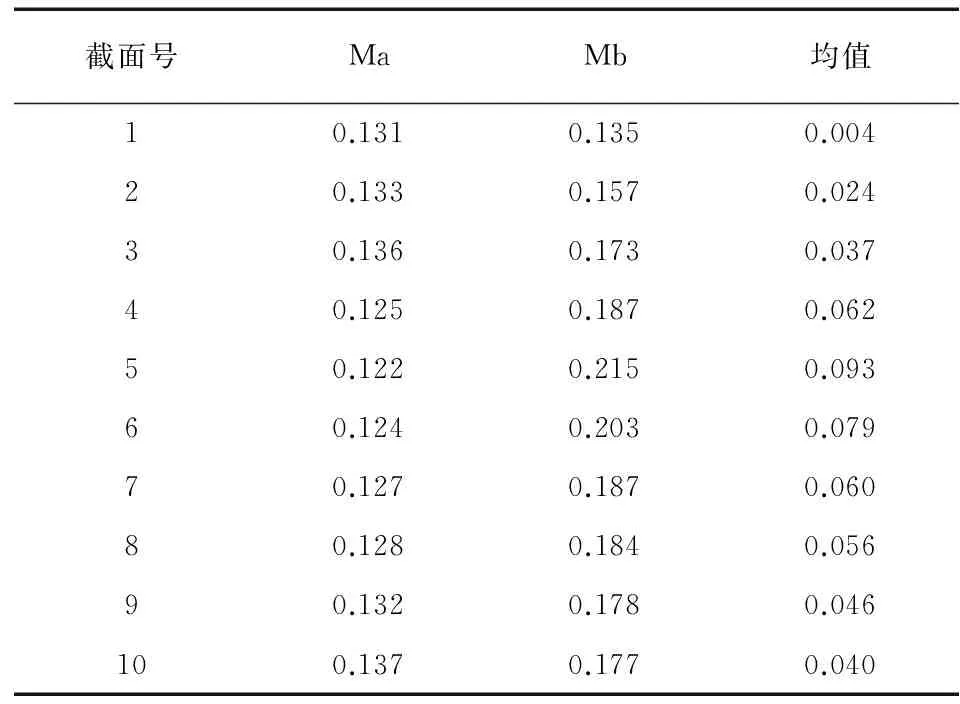
若g>200,則點(x,y)為上邊緣像素點,停止計算,若g g=f(x+i,y)-f(x+i+1,y) 若g>200,則點(x,y)為下邊緣像素,停止計算,若g 圖6 灰度值差異法邊緣圖 接下來,進行基于雙線性插值得亞像素算法。雙線性插值算法是指對于一個目的像素,設(shè)置坐標,通過反向變換得到的浮點坐標為(i+u,j+v) (其中i、j均為浮點坐標的整數(shù)部分,u、v為浮點坐標的小數(shù)部分,是取值[0,1) 值[0,1)區(qū)間的浮點數(shù)),則這個像素的值f(i+u,j+v)可由原圖像中坐標為(i,j),(i+1,j),(i,j+1), (i+1,j+1)所對應(yīng)的四個像素的值決定[11-12],即: f(i+u,j+v)=(1-u)(1-v)f(i,j)+uvf(i+1,j+1)+ (1-u)vf(i,j+1)+u(1-v)f(i+1,j) 在本文,選擇使用雙線性插值法對圖像進行4倍放大(圖像的行和列各放大兩倍),從而得到亞像素邊緣。 2.4 系統(tǒng)標定 在數(shù)字圖像處理中,獲得的是圖像像素值,為了測量柴油機曲軸的彎曲狀況,需要對系統(tǒng)行標定。即求出實際樣本長度與像素數(shù)的比值(即像素當量),具體公式為: 由于本文測量的為柴油機曲軸軸線的彎曲程度,進行點距標定即可,首先要選擇校準模板,本文選擇水平和垂直方向(x軸和y軸方向)交叉放置的兩直尺圖像作為校準模板。為了保證結(jié)果的準確性,采用三次標定求平均值的方法。三次標定的結(jié)果如表1所示。 表1 標定結(jié)果 因而平均值為83,則像素當量為0.1205。 2.5 曲軸彎曲程度檢測 本文采用最小二乘法對柴油機曲軸軸線的彎曲程度進行評價,其主要有兩個步驟: (1) 各像素列橫截面的最小二乘圓法擬合 本文在每個軸頸處,都拍攝了180張圖像,每拍攝一次旋轉(zhuǎn)2。。計算每張圖像的各上邊緣像素點到回轉(zhuǎn)中心(回轉(zhuǎn)中心位于圖像矩陣的277行)的距離值ri,將每個距離值ri和其對應(yīng)的轉(zhuǎn)角θi作為一個點的坐標,這樣,將180張圖像集合起來,在同一個截面處,就會得到180個點。利用最小二乘圓法分別對每個截面進行擬合,可以得到每個截面圓的半徑R和圓心坐標(a,b)公式為: (2)各截面圓心的最小二乘法直線擬合 上文可以求出每個截面的圓心坐標,接下來利用最小二乘法對這些點進行擬合。最小二乘法擬合直線的原理如下: 假設(shè)有一系列點(xi,yi),設(shè)擬合的直線方程為y=p+qx,由最小二乘法誤差平方和最小理論,可得如下的正規(guī)方程[13]: 由上式可得擬合系數(shù)的表達式為: 然后分別計算各截面圓心坐標到擬合直線的距離,設(shè)直線兩側(cè)的點到直線的最大距離分別為L1和L2,則柴油機曲軸軸線的直線度為:L1+ L2。 由于本文檢測的柴油機尺寸較大,故而選擇分段采集圖像,首先取其中一根曲軸,利用尾椎將其固定,調(diào)整相機的位置,然后進行對焦,每旋轉(zhuǎn)2°,攝像一次,旋轉(zhuǎn)一周,在每一個主軸頸處,共拍攝180張圖像,將180張圖像分別通過上述的中值濾波、二值化和亞像素邊緣算法處理,可以得到180張亞像素邊緣圖像,再通過最小二乘法進行每個像素列截面的圓曲線擬合,得到各截面圓心,最后再利用得到這些圓心坐標,進行直線擬合,求出每個圓心像素點到擬合直線的距離,得到如圖六的采樣點誤差圖。 由圖可知,圖像直線上側(cè)的點到直線的最大距離為0.0273mm,直線下側(cè)的點到直線的最大距離為0.0174mm,柴油機曲軸軸線的直線度為:0.0273+0.0174=0.0447mm。 圖7 采樣點誤 接下來利用指示器法對柴油機曲軸軸線的彎曲程度進行檢測,將曲軸安置于平行于 導(dǎo)軌的兩同軸尖之間,將固定與同一測量架的兩指示器分別放置于被測零件鉛錘軸線截面的上下兩側(cè),移動測量架,兩儀表值分別為Ma、Mb,計算其差值,并轉(zhuǎn)動被測零件,在若干面上進行以上重復(fù)步驟,統(tǒng)計差值最大值和最小值,取最大值和最小值的一半作為軸線直線度,實驗原理如圖8所示。 圖8 指示器法 表2是利用指示器法測量所得的數(shù)據(jù)表。從表中可以看出,差值的最大值為0.093mm,最小值為0.004mm,因而軸線的直線度誤差為0.0445mm。由上文可知,視覺檢測系統(tǒng)測量的軸線直線度誤差為0.0447mm,故而視覺檢測系統(tǒng)的測量誤差為0.45%。由此可見,該視覺檢測系統(tǒng)的檢測精度很高。此外,該系統(tǒng)檢測零件的速度也非常快,每秒鐘可以檢測30件柴油機曲軸,因而其完全可以滿足工業(yè)生產(chǎn)的需要。 表2 測量數(shù)據(jù) 本文設(shè)計了一套基于機器視覺的柴油機曲軸彎曲檢測系統(tǒng)。依據(jù)曲軸檢測精度的要求,對該檢測系統(tǒng)進行硬件設(shè)計和選型;并針對曲軸的特點,設(shè)計了適合 曲軸的基于灰度差異的邊緣檢測算法,同時考慮到提高檢測精度,在軟件部分設(shè)計了1/2亞像素算法,最后,利用最小二乘法對所得到的數(shù)據(jù)進行處理,得到曲軸中心線的直線度。該檢測系統(tǒng)不僅檢測精度高,可以達到0.006875mm,檢測速度也非常快,每秒鐘可以完成30件曲軸的檢測,同時,該系統(tǒng)可移植性強,非常適合軸類零件的尺寸檢測。 [1] 高如新,楊曉雪.基于機器視覺的車輛保險盒在線檢測研究[J].計算機測量與控制,2015,23(10):3277-3280. [2] 毛曉波,陳鐵軍.基于人類視覺特性的機器視覺系統(tǒng)[J].儀器儀表學(xué)報,2010,31(4):832-837. [3] 肖玉強.基于數(shù)字攝影測量的大尺寸精密測試技術(shù)研究:[D].西安:西安電子科技大學(xué),2010. [4] Bingfang Cao,Yongfang Xie,Weihua Gui, et al. Integrated prediction model of bauxite concentrate grade based on distributed machine vision [J]. Minerals Engineering, 2013, 53: 31-38. [5] 朱明,曾其勇,洪濤,等.基于機器視覺技術(shù)的奶粉罐內(nèi)壁缺陷檢測系統(tǒng)設(shè)計[J].制造業(yè)與自動化,2012,34(12):37-41. [6] 李強,閆歡,閆洪波,等.自動化視覺檢測在對數(shù)螺旋錐齒輪中的應(yīng)用[J].組合機床與自動化加工技術(shù),2015(4):94-97. [7] 李博,林彩麟,譚振豪.基于機器視覺的電能表加封螺孔自動校正系統(tǒng)[J].制造業(yè)與自動化,2014,36(7):63-64,76-77. [8] 郝飛,陸云.零件尺寸機器視覺測量中的測量比[J].機床與液壓,2012,40(22):109-112. [9] 王耀南,吳成中,張輝等,等.醫(yī)藥輸液視覺檢測機器人關(guān)鍵技術(shù)綜述[J].機械工程學(xué)報,2013,49(7):130-140. [10] 陳龍,侯普華,王進,等.軸承表面缺陷類型識別算法[J].計算機應(yīng)用研究,2015,32(5):1549-1553. [11] 唐湘娜,王耀南. 鐵軌表面缺陷的視覺檢測與識別算法[J].計算機工程, 2013, 39(3): 25-30. [12] 王明景,吉峰,白瑞林.經(jīng)編機布匹瑕疵的在線視覺檢測[J]. 計算機工程與應(yīng)用, 2015, 51(9): 185-190.[13] 張曉琳,毛建旭,龔權(quán)華,等.軟袋組合蓋質(zhì)量視覺檢測系統(tǒng)研究[J]. 計算機工程與應(yīng)用,2015,51(2):236-240. (編輯 李秀敏) Diesel Engine Crankshaft Axis Bending Detection Based on Machine Vision DING Shu-guang ,ZHANG Zheng-liu (School of Machinery and Automobile Engineering,Hefei University of Technology, Hefei 230009,China) Due to the characteristics of the low efficiency and low detection precision of the traditional bending detection method for diesel engine crankshaft, a non-contact measurement method based on machine vision has been put foward. Its main principle is that through the rotation of the crankshaft, a picture of the crankshaft in different position has been taken,which will be under the procession of the intake of image median filtering, binarization, edge detection, subpixel, and obtain subpixel edge.Then using least square circle method fit each pixel column section of crankshaft, and getting each section center coordinates. Finally, using the least squares fit a straight line,and calculating the size of straightness of the crankshaft to judge the degree of the bending of the diesel engine crankshaft.The experiment shows that the detection system is not only high precision,but also detection speed is very fast. machine vision;diesel engine crankshaft;edge detection;the least square method 1001-2265(2016)10-0000-00 10.13462/j.cnki.mmtamt.2016.10.000 2015-12-21; 2016-01-19 丁曙光(1962—),安徽黟縣人,合肥工業(yè)大學(xué)副教授,研究方向為機電設(shè)備研究與設(shè)計,檢測技術(shù),微機應(yīng)用技術(shù),(E-mail) TH133;TG506 A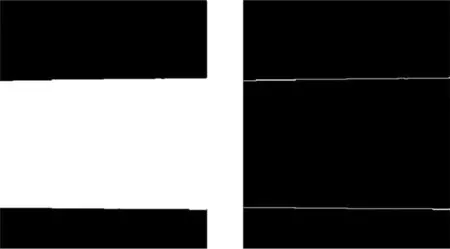

3 實驗及結(jié)果分析
4 結(jié)束語
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46北京測繪(2020年12期)2020-12-29 01:33:58裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34