基于薄板烘絲機自動控制系統中的PLC技術研究
2016-11-29 05:06:48李國冀李崢鳴
環球市場 2016年16期
關鍵詞:設備
李國冀 李崢鳴
中核新能核工業工程有限責任公司
基于薄板烘絲機自動控制系統中的PLC技術研究
李國冀 李崢鳴
中核新能核工業工程有限責任公司
薄板烘絲機時卷煙廠車間生產線當中比較重要的生產設備之一,利用薄板烘絲機能夠確保在烘絲機出口的煙絲達到卷煙工藝的要求,進而提高煙絲的填充值的成絲率,使產品質量更高。薄板烘絲機當中的自動控制系統,主要由管道系統、電氣系統、傳動系統和熱風系統共同組成。就其電氣系統而言,主要通過PLC技術予以了自動化支持。為了對薄板烘絲機自動控制系統當中的PLC技術進行分析與研究,本文主要闡述了薄板烘絲機自動控制系統與PLC技術。在此基礎上,本文從硬件、軟件以及控制變量三個方面對薄板烘絲機自動控制系統中的PLC技術應用作出了探究。
薄板烘絲機;自動控制系統;PLC技術
前言:卷煙廠在制煙的過程當中,為了能夠促使煙絲具有更加純正的口味和更加優良的質量,必須要提高煙絲的成絲率,使煙絲的含水率與工藝要求均達標。薄板烘絲機在此方面能夠起到良好的效果,因而其當前已經成為了卷煙廠制絲車間比較重要的生產設備。為了促使薄板烘絲機更加精確的運行與生產,保證經過薄板烘絲機處理的煙絲均能夠達到標準要求,卷煙廠一般均會對薄板烘絲機進行自動化控制。在薄板烘絲機的自動化控制系統當中,PLC技術屬于比較典型且應用較廣泛的技術,對于促使薄板烘絲機的各項性能指標均達到生產工藝要求具有重要積極作用。本文對給予薄板烘絲機自動控制系統中的PLC技術進行研究,希望能夠促使卷煙廠在制絲生產當中更加良好的應用薄板烘絲機自動控制系統。
一、薄板烘絲機自動控制系統
在薄板烘絲機自動控制系統當中主要包含了傳動系統、管道系統、熱風系統分和電氣系統[1]。其中,傳統系統會利用傳動電機,通過變頻器給定相應的頻率形成相應的輸送轉速,繼而實現煙絲生產的傳動。管道系統是通過壓縮空氣管路以及蒸氣和除潮管路的相互組合促使煙絲在規定的范圍內完成輸送。熱風系統當中包含了散熱器、熱風風機、角執行器等,能夠有效的提高煙絲干燥的速度。電氣系統的自動化控制則主要應用了PLC技術。整個薄板烘絲機自動控制系統基本如圖1所示。
二、PLC技術概述
PLC即是指可編程邏輯控制器,采用了可編程的存儲器,設定內部的存儲程序,通過定時、邏輯運算、順序控制與算數等操作直接向用戶發送指令,繼而通過數字以及模擬式的輸入或者輸出對多種類型的生產過程以及機械進行自動化控制[2]。PLC可以說是傳統的繼電接觸控制技術與微機技術相互結合的新型產物,能夠充分的利用微處理器的特點,具有較高可靠性、較低耗能,靈活性與通用性亦比較高,機械觸點的接線亦比較簡單等特點。在薄板烘絲機自動控制系統所應用的PLC技術一般有三個階段的工作原理,即采樣輸入、執行程度和系統輸出并刷新[3]。通過PLC進行自動化控制時,必須要對控制器的參數進行設置,并且通過控制器向執行設備傳達指令,以通過執行設備控制對象的動作運行。整個控制過程當中,檢測設備可以對控制過程量進行采集并且發揮到PLC當中,便于控制器對控制過程量進行測量,保證控制的合理性與有效性。
三、基于薄板烘絲機自動控制系統中的PLC技術應用
基于薄板烘絲機自動控制系統的PLC技術,在具體的自動控制過程當中,需要工作人員在PLC設置相應的參數,通過PLC向烘絲段的設備傳到運行與處理指令,而后將處理的各項指標返回到PLC當中,便于PLC作出分析,確保煙絲的處理達到標準要求。在此過程中,基于薄板烘絲機自動控制系統中PLC技術的應用主要包含了硬件配置、軟件設計和控制變量三個方面。
(一)硬件配置
卷煙廠的薄板烘絲機自動控制系統當中包含了諸多硬件設備,包括操作終端、烘絲段設備、現場總線子站、現場總線網絡、測量儀器和稱重設備等[4]。PLC技術在薄板烘絲機自動控制系統當中的硬件配置則為PLC,即可編程邏輯控制器。
(二)軟件設計
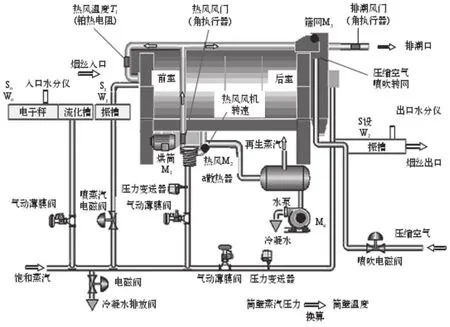
圖1 薄板烘絲機自動控制系統
薄板烘絲機自動控制系統所應用的PLC技術是其軟件技術當中的核心技術。PLC技術需要將梯形圖結構作為控制程序。自動控制時,操作終端對烘絲機出口處的煙絲含水量參數進行設置后,PLC技術需要將該參數轉化成為設備能夠理解和接受的控制變量,而后向控制變量設備發出指令。具體而言,薄板烘絲機自動控制系統當中的稱重儀器對所要處理的煙絲進行程中,而后通過蒸汽壓力、烘筒轉速以及熱風溫度的控制,實現煙絲含水量的控制。另外,薄板烘絲機自動控制系統亦可以通過PLC技術的自我診斷功能,對電氣設備的電流、熱流、安全等多方面因素作出檢查和控制,保證自動控制系統的順暢運行[5]。
(三)控制變量
薄板烘絲機自動控制系統當中所包含的控制變量主要有傳動烘筒的轉速、熱風溫度、排潮風門開度以及蒸氣壓力。應用PLC技術進行薄板烘絲機自動控制系統的電氣系統控制時,需要對薄板烘絲機出口處的煙絲含水量進行參數的設置,而后通過PLC對該參數進行分析,繼而對上述控制變量作出恰當的轉換:(1)傳動烘筒轉速的控制。傳動烘筒的轉速對傳動烘筒當中煙絲的滯留時間能夠起到決定作用。長時間的傳動會使得煙絲的水分揮發比較多。但是,卷煙廠在進行煙絲的烘烤時會發現,煙絲能夠出現一定的化學反應,對煙絲的化學性質會產生影響,恰當的烘烤能夠促使煙絲的質量得到有效提高。因此,必須通過PLC技術恰當的控制傳統烘筒的轉速,避免在煙絲烘烤當中發生不良的化學反應,影響煙絲的質量。(2)熱風溫度的控制。基于薄板烘絲機自動控制系統當中的熱風溫度控制,主要通過PLC技術當中的角執行器進行。通過角執行器能夠恰當的改變空氣當中冷熱兩種成分的比例,繼而影響系統當中熱風的溫度,通過熱風對煙絲的含水量作出改變。(3)排潮風門開度的控制。排潮風門在一定程度上會決定熱風流動的速度。若排潮風門的開度比較大,則熱風的流動速度便會比較快,煙絲的水分蒸發自然比較快。反之,則煙絲的水分蒸發比較慢。(4)蒸氣壓力的控制。薄板烘絲機烘烤煙絲時,需要通過水蒸氣與熱交換板傳遞熱量。煙絲當中的水分在烘絲機當中受熱后蒸發,達到干燥的效果。若煙絲的受熱程度不足,其自身的水分蒸發不充分卻有吸收了大量的水蒸氣,則煙絲便會比較潮濕。自動控制系統當中水蒸氣所傳遞的熱量主要由蒸汽壓力所控制。因而,薄板烘絲機自動控制系統當中必須要應用PLC技術對蒸汽壓力這一變量做好控制。
結論:
綜上所述,薄板烘絲機自動控制系統應用PLC技術的最終目的在于促使處理后的煙絲含水量、填充值、成絲率等均達到標準要求。在薄板烘絲機自動控制系統當中,電氣系統主要通過PLC技術進行自動控制。在此方面,卷煙廠必須要能夠恰當的應用PLC技術進行嚴格的自我診斷處理,憑借PLC技術的較高可靠度與較強的抗干擾性能,實現烘絲機自動控制系統當中良好的硬件配置、軟件設計與變量控制,繼而提高所處理煙絲的質量。
[1]朱存行.薄板烘絲機散熱器蒸汽壓力自動控制研究及應用[J].科技傳播,2014,01(05):172-173.
[2]遲海燕,馬海良.西門子PLC技術在燒結自動控制系統設計中的應用分析[J].科技與企業,2015,24(03):95.
[3]趙陽,孟祥印,王鴻雁,等.基于PLC的自動焊接設備控制系統設計[J].煤礦機械,2016,08(04):167-169.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00