基于非對稱電極的鋁合金鋼電阻點焊
2016-12-06 06:37:36潘慶軍崔立虎邱然鋒李久勇石紅信祝要民
電焊機 2016年5期
關鍵詞:界面
潘慶軍,崔立虎,邱然鋒,李久勇,石紅信,祝要民
(1.空軍第一航空學院,河南信陽464000;2.河南科技大學材料科學與工程學院,河南洛陽471003;3.有色金屬共性技術河南省協同創新中心,河南洛陽471003)
基于非對稱電極的鋁合金鋼電阻點焊
潘慶軍1,崔立虎2,3,邱然鋒2,3,李久勇2,3,石紅信2,3,祝要民2,3
(1.空軍第一航空學院,河南信陽464000;2.河南科技大學材料科學與工程學院,河南洛陽471003;3.有色金屬共性技術河南省協同創新中心,河南洛陽471003)
采用非對稱電極點焊鋁合金A6061與低碳鋼Q235,觀察接合界面區反應層形貌及分布等微觀組織特征,探討焊接電流、焊接時間與電極壓力對熔核尺寸和接頭抗剪力的影響。在接合界面上觀察到反應層的生成,其厚度隨界面的位置的變化而變化。在22 kA的焊接電流條件下獲得的接頭抗剪力達到5.51 kN。結果表明,在鋁合金與低碳鋼的電阻點焊中,不對稱電極的使用有效地提高了焊接接頭強度。
鋁合金;電阻點焊;界面組織
0 前言
節能減排越來越受到人們的重視,低碳經濟已成為世界經濟發展的大趨勢。在汽車工業中,減輕自重是汽車降耗、減排的有效途徑之一,而采用“鋼+鋁”雙金屬焊接結構將成為汽車輕量化的首選方案,這必然涉及鋁合金/鋼異種材料間的連接。近年來,諸多學者分別對鋁合金與鋼的熔釬焊[1-3]、摩擦焊[4]、擴散焊[5]以及攪拌摩擦焊[6]進行了研究。
電阻點焊因具有生產效率高、操作簡便、易于實現自動化等優點,是現代汽車車身焊裝的主要焊接方法。因此,鋁合金與鋼的電阻點焊也得到廣泛研究[7-8]。然而,由于鋁合金和鋼的導電、導熱性能相差懸殊,鋁合金與鋼電阻點焊接頭性能較差。
在電阻點焊中,利用電極頭對工件進行輸電和加熱。電極頭的形狀與尺寸對點焊時的熱輸入有著重要的影響。鑒于此,本研究采用非對稱電極對鋁合金和低碳鋼進行焊接,以改善接頭性能,并探討接頭的熔核直徑、性能及界面組織。
1 基于非對稱電極的電阻點焊
電阻點焊是利用電流流經工件時產生的電阻熱熔化母材金屬,并在壓力的作用下形成焊點。由于鋁合金導電、導熱性能高,點焊時不易析出熱量,且容易散熱。因此,為了改善接頭性能,本研究采用圖1所示的點焊方法進行焊接。

圖1 非對稱電極電阻點焊示意
在這種點焊中,鋼側電極端面選用直徑較大的平面電極,如圖2所示。其端面直徑為10 mm。這樣可增大鋼與電極的接觸面積,降低該區的電流密度。

圖2 鋼側的電極
鋁合金側選用球面電極如圖3所示。其端面直徑小于鋼側電極,為6 mm,以增大電極與鋁合金工件接觸面電流密度分布,進而增大鋁合金側的熱析出。

圖3 鋁側的電極
2 試驗材料與方法
試驗材料為2 mm厚A6061鋁合金板和1 mm厚的Q235低碳鋼板,其化學成分見表1。

表1 A6061與Q235的化學成分%
將鋁合金板和低碳鋼分別加工成100 mm× 30 mm×2 mm和100 mm×30 mm×1 mm的形狀,經鋼刷清理表面氧化物后,利用無水乙醇將其洗凈并烘干,按圖3所示進行搭接裝配,并用膠帶固定。

圖4 焊接式樣搭接裝配
采用DM-200中頻逆變式電阻點焊機進行焊接。焊接工藝參數如表2所示。焊后,利用AG-1250 kN拉伸實驗機在室溫條件下以1.7×10-5m/s的速率對焊接接頭進行抗剪試驗。試驗后,在鋁合金側斷口上測量焊點熔核直徑,并對部分接頭進行斷面觀察試驗。
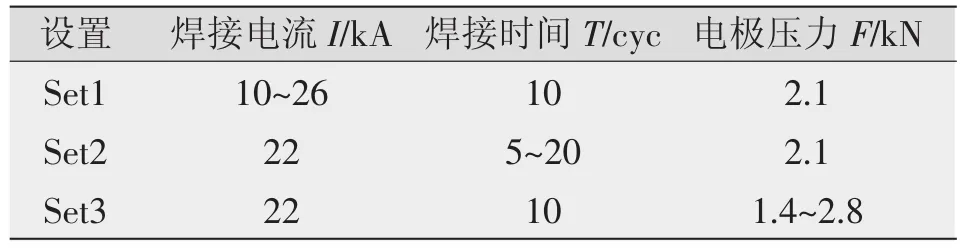
表2 焊接參數
垂直于接合界面沿焊點直徑橫切焊接接頭,研磨、拋光其斷面。用掃描電子顯微鏡(SEM,JEOL JSM-6300)沿接合面觀察界面區微觀形貌,并對界面反應層進行成分分析。
本研究所列接頭抗剪載荷、熔核直徑為相同條件下焊接的5個接頭的平均值。
3 試驗結果與分析
在焊接電流22 kA條件下獲得的接頭光學顯微鏡像如圖5所示,鋁合金內觀察到一個橫斷面為碟形的熔核,并且焊接區鋁合金為全熔透。這說明點焊過程中鋁合金側熱析出較充分,在鋁合金側采用小直徑端面電極具有較好的效果。

圖5 接頭橫斷面宏觀照片
用掃描電鏡沿鋁合金/鋼接合界面進行觀察,圖6顯示了界面區SEM像,其中圖6a、圖6b與圖6c分別取自圖5中A、B和C處。

圖6 熔核不同區域的界面微觀組織
如圖6所示,在鋁合金/鋼接合界面有反應層形成。從形貌上來看,反應層靠近鋁合金一側邊緣相對較為平直,而靠近鋼的一側則參差不齊。這表明在焊接過程中反應層向鋼側生長。熔核中心區域(見圖6c)的反應層厚度最大,厚度約為2.5 μm,離熔核中心距離越遠,反應層厚度越薄。反應層厚度在界面分布與焊接過程中的溫度場有關[9]。熔核中心部位因距離外界環境較遠而散熱少,熔核邊緣部位卻散熱快。因此,在熔核中心溫度較高、高溫停留時間也較長;熔核外圍的溫度較低,其處高溫反應時間也比中心區域短。反應層的成長與原子擴散速率和擴散程度有關。根據阿羅尼烏斯公式,原子擴散系數主要由溫度決定,溫度越高,擴散系數越大。而界面區高溫停留時間或反應時間決定了原子擴散的程度,時間越長,擴散越充分。認為是反應層厚度沿接合界面變化的原因。
對圖6c中靠近低碳鋼Q235的M點和靠近鋁合金A6061的N點進行成分分析,其結果如表3所示。

表3 界面金屬間化合物EDS分析結果%
分析結果顯示,M點的鋁鐵原子數比為1.7,N點的鋁鐵原子數比為3.3。根據Fe-Al二元相圖以及鋁鋼生成的金屬間化合物種類分析[10],可推測靠近鋁合金A6061一側的反應層生成物是FeAl3,靠近低碳鋼Q235一側的金屬間化合物為Fe2A13。
圖7顯示了焊接電流對熔核直徑與接頭抗剪力的影響,接頭是在條件系列1(表2)焊接的。由圖7可知,熔核直徑呈單調增加,而接頭的抗剪力卻并非呈單調變化。焊接電流在10~22 kA區間,接頭的拉剪力隨焊接電流增大而增大;當焊接電流為22 kA時,拉剪力達到最大值約5.51 kN,然后焊接電流增大而呈緩降趨勢。根據焦耳定律可知,焊接電流是影響電阻熱的主要因素。隨焊接電流的增大,析出的電阻熱增大,能夠生成較大的熔核,從而接頭抗剪強度得以提高。但是,當焊接電流過大時生成于界面的反應層較厚而影響接頭力學性能,這是高焊接電流區接頭抗剪力呈緩降趨勢的原因。
在本研究中,具有5.51 kN最大抗剪力的接頭是在焊接電流22 kA下獲得的。這一條件下的熔核直徑為8.85 mm,也完全滿足鋁合金點焊相關標準的要求[11]。在文獻[12]中,在采用對稱電極的情況下獲得的接頭最大抗剪力為4.25 kN。與之相比,本研究所得最大接頭抗剪力較大。這主要歸功于鋁合金側采用端面較小的電極,使熱量得到平衡,改善了接頭性能。

圖7 焊接電流對接頭熔核直徑和抗剪載荷的影響
圖8為焊接時間對熔核尺寸與接頭抗剪力的影響,接頭是在焊接工藝參數系列2(表2中)焊接。由圖8可知,在所選焊接時間區間內,熔核直徑一直呈增加趨勢,這是因為當焊接電流和電極壓力固定不變時,延長焊接時間相當于增加了熱輸入量,熔核獲得到充分生長。

圖8 焊接時間對接頭熔核直徑和抗剪載荷的影響
然而,接頭的抗剪力并非隨焊接時間的延長而增大。當焊接時間超過15 cyc時,抗剪力呈下降趨勢。因為當焊接時間過長時,生成于界面的反應層較厚近而影響接頭力學性能,這是長焊接時間接頭抗剪力呈緩降趨勢的主要原因。
圖9為電極壓力對接頭抗剪力及熔核尺寸的影響,接頭是在焊接工藝參數系列3(表2中)焊接。由圖9可知,熔核直徑呈上升趨勢,是由于鋁合金側采用了弧面電極,隨電極壓力的增大,弧面電極端面與試樣的接觸面積不斷增大,進而形成了較大的熔核。當熔核增大到一定程度后,由于受到電極端面尺寸的限制,即使再增加電極壓力,熔核直徑也不再變化。

圖9 電極壓力對接頭熔核直徑和抗剪載荷的影響
隨著電極壓力的增加,焊點拉剪力先增加,而當電極壓力大于1.75 kN時變為下降趨勢。電極壓力較低時,由于隨電極壓力的增大,熔核直徑變大,所以接頭抗剪力呈增大趨勢。但是,電極壓力過大,鋁合金側的電極壓痕將變深,且隨電極壓力的增大,壓痕深度增加。這導致接頭變薄,其抗剪力也隨之降低。
4 結論
采用非對稱電極對鋁合金A6061與低碳鋼Q235進行點焊,探討焊接參數對接頭熔核大小及抗剪力,分析了界面組織。
(1)在接合界面觀察到了反應層生成,反應層厚度隨其在界面上的位置的變化而變化,熔核中心區域的反應層厚度最大。
(2)在接頭界面處生成了較厚的反應層,反應層產生的金屬間化合物主要由FeAl3和Fe2A13組成。
(3)熔核直徑隨焊接電流、焊接時間、電極壓力的增加而增大;而接頭抗剪力隨焊接電流、焊接時間、電極壓力的增大而降低。當焊接電流為22 kA時,拉剪力達到最大值約5.51 kN。
[1]宋建嶺,林三寶,楊春利,等.特種釬劑輔助鋁/鋼異種合金TIG熔-釬焊[J].焊接學報,2010,31(2):45-48.
[2]石玗,溫俊霞,黃健康,等.基于旁路耦合電弧的鋁鋼MIG熔釬焊研究[J].機械工程學報,2011,47(16):25-29.
[3]趙旭東,肖榮詩.鋁/鋼光纖激光填充粉末熔釬焊接頭界面組織與力學性能[J].焊接學報,2013,34(5):41-44.
[4]Yilmaz M,Col M,Acet M.Interface properties of aluminu-
Page 18
Resistance spot welding between aluminum alloy and steel with asymmetry electrodes
PAN Qingjun1,CUI Lihu2,3,QIU Ranfeng2,3,LI Jiuyong2,3,SHI Hongxin2,3,ZHU Yaomin2,3
(1.The First Aeronautical Institute of Air Force,Xinyang 464000,China;2.School of Materials Science and Engineering,He'nan University of Science and Technology,Luoyang 471003,China;3.Collaborative Innovation Center of Nonferrous Metals,Luoyang 471003,China)
Aluminum alloy A6061 and low carbon steel Q235 sheets were welded by resistance spot welding with asymmetry electrodes.The interfacial characterization was observed and analyzed.The effects of welding current,welding time and electrode force on the nugget size and tensile shear strength of the joint were investigated.A reaction layer formed at the welding interface;its thickness varied with the position at the welding interface.The joint with the maximum tensile shear load of 5.51 kN was obtained at the condition of 22 kA welding current.The results reveal that the strength of welded joint is improved by use of asymmetry electrodes during resistance spot welding between aluminum alloy and steel.
aluminum alloy;resistance spot welding;interfacial microstructure
TG453+.9
A
1001-2303(2016)05-0009-05
10.7512/j.issn.1001-2303.2016.05.03
2016-01-26;
2016-03-16
國家自然科學基金項目(U1204520);河南省高等學校青年骨干教師資助計劃項目(2013GGJS-064);河南省高校創新人才支持計劃(16HASTIT050)
潘慶軍(1974—),男,山東泰安人,高級工程師,博士,主要從事航空修理研究工作。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
