未來十年長輸管道焊接技術展望
2016-12-06 03:41:46尹長華郭瑞杰
電焊機 2016年4期
關鍵詞:焊縫
尹長華,閆 臣,郭瑞杰
(中國石油天然氣管道科學研究院,河北廊坊065000)
未來十年長輸管道焊接技術展望
尹長華,閆臣,郭瑞杰
(中國石油天然氣管道科學研究院,河北廊坊065000)
介紹國內外長輸管道正在或將要開展的前沿焊接技術研究進展情況及其各自的特點,展望未來十年自保護藥芯焊絲自動焊、雙絲自動焊接、激光/電弧復合自動焊、多焊炬自動焊外焊、管道視覺焊接系統、攪拌摩擦焊接、等離子焊接、帶外對口器功能的焊接等技術的發展前景,旨在為廣大從事長輸管道施工的技術人員和管理人員提供更為高效、高質量的焊接技術信息,同時為國內科研院所或相關研究機構結合自身特點和工程實際需求開展長輸管道前沿焊接技術研究提供技術參考。
長輸管道;焊接技術;展望
0 前言
隨著長輸管道工程向著高鋼級、大口徑、厚壁化方向的發展,一些新的、高效率的自動焊技術將會應運而生。據了解,國內即將開工建設的一些大型長輸管道工程將在適合的地段推行全自動焊焊接技術,對其他地段在設計階段就開始通過技術經濟比較,盡可能采取降坡取直或彈性敷設,減少彎頭和彎管數量,以適應自動焊技術應用的要求。
考慮到自動焊高焊接效率、高焊縫質量、低勞動強度等特點,預計今后十年,長輸管道焊接技術將會有新的進展和突破,能夠大幅提高焊接效率和增強管道施工復雜環境的適應能力。
1 未來長輸管道焊接技術展望
1.1自保護藥芯焊絲自動焊技術
自保護藥芯焊絲半自動具有抗風能力強(風速小于等于8 m/s時不使用防風棚)、焊接效率高、焊縫質量好、成形美觀,焊口合格率高等特點。自1996年在庫鄯線成功應用后在國內廣泛使用,至今仍是長輸管道焊接施工的主要焊接方法。
盡管如此,隨著長輸管道逐漸向著大口徑、厚壁化方向發展,自保護藥芯焊絲半自動焊焊工勞動強度逐漸增大,長時間操作已嚴重影響焊接接頭的內在質量、外觀成型及施工效率。
從減輕焊工的勞動強度,進一步提高自保護藥芯焊絲焊接效率和接頭質量、省去降效的防風棚裝置和保護氣體、縮短自動焊培訓周期的角度出發,研制開發適合長輸管道焊接的自保護藥芯焊絲全位置自動焊技術有著很好的未來前景。
目前,國內僅中國石油天然氣管道局于2009年開始了自保護藥芯焊絲自動焊設備及配套焊接技術的研究工作,2011年研制出了一臺樣機,如圖1所示。該焊機正在進行升級和完善,相信不久能應用于長輸管道工程。經調研,自保護藥芯焊絲全位置自動焊的應用,國外未見相關報道。美國米勒公司于2010年也開始進行相應設備和焊接技術的研究工作,目前處于保密中。

圖1 自保護藥芯焊絲自動焊過程
1.2雙絲焊焊接技術[1]
一般而言,雙絲焊就是單弧雙絲焊,包括單焊炬雙絲焊和雙焊炬雙絲焊,相應的焊炬如圖2所示。對于雙絲焊接技術的研究,國內外都是從雙絲埋弧焊開始的,該技術已經在生產中得到了應用,后來又逐漸推廣到窄間隙焊。
早期的雙絲焊是將兩根焊絲通過同一個導電嘴施焊,其特點是兩根焊絲的電位相同,只是送絲速度不同,無法對兩個電弧分別進行控制,焊接參數難以調節。近幾年來對雙絲熔化極電弧焊的研究成為熱點。20世紀90年代,在長期進行雙絲焊技術的研究應用實踐中,德國CLOOS公司開發出了單弧雙絲(TANDEM)焊焊接技術,該技術是兩根焊絲呈前后串列分布、使用獨立的導電嘴、穿過同一個焊炬,形成同一個熔池,目前該技術已得到現場應用。如2004年,在加拿大采用單焊炬雙絲焊技術焊接了一條管徑610 mm的X80管道,采用雙焊炬雙絲焊焊接技術焊接了一條管徑914 mm的X100管道,合格率高達93%,焊接效率明顯提高。在管道激光-電弧復合焊接技術成熟之前,單弧雙絲焊被公認為是最能有效提高管道焊接效率的焊接方法。
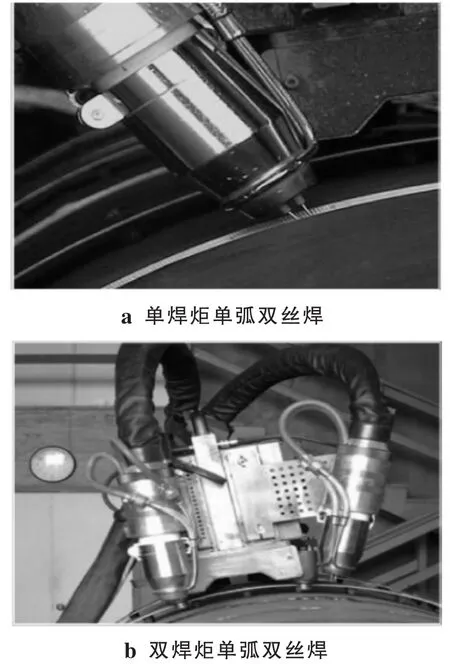
圖2 單弧雙絲焊焊炬實物
單弧雙絲焊技術是將兩根焊絲按一定的角度放在一個特別設計的焊炬里,兩根焊絲分別由各自的電源獨立供電,相互絕緣,送絲速度及其他參數都彼此獨立。兩根焊絲的直徑、材質,甚至用不用脈沖電源,都可以不同。這樣就可以更好地控制電弧,在保證每個電弧穩定燃燒的前提下,將兩個電弧的相互干擾降到最低,實現了某一時間點只有一個電弧,只形成一個熔池。
當采用單絲焊時,如果焊接速度較高,電弧的熱量沒有向母材充分擴散,形成的熔池小,周圍母材的溫度梯度大,熔池凝固快,熔化金屬來不及和母材充分熔合,因此,焊縫余高大,容易產生咬邊甚至難以成型。單弧雙絲焊時,前絲焊接電流較大,有利于形成較大的熔深,后絲電流稍小,起到填充蓋面的作用。兩根焊絲互為加熱,充分利用了電弧的熱量,能夠實現較大的熔敷率,并保證熔池里有充足的熔融金屬與母材金屬充分熔合,因此焊縫成形美觀。一前一后兩個電弧大大拉長了熔池的幾何尺寸,熔池中氣體有充足的時間析出,氣孔傾向極低。這種焊接方法雖然電流大,但焊接速度很快,因而熱輸入量不大,焊接變形也很小。與其他焊接技術相比,單弧雙絲焊的熔敷速度快,焊接效率高,焊接質量好,飛濺少。
中國石油天然氣管道局于2011年研制出了單焊炬雙絲焊焊接設備,如圖3所示。目前正在進行雙焊炬單弧雙絲焊焊接設備的研制工作。
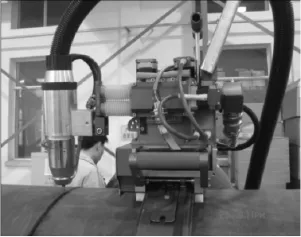
圖3 管道局研制的單弧雙絲自動焊焊機
1.3激光-電弧復合自動焊技術[3]
與傳統焊接技術相比,激光-電弧復合自動焊既利用了激光焊高焊速、深熔透、無坡口的優點,又彌補了電弧焊熔深不足的問題,具有能量密度高、熱輸入量小、焊縫深寬比大、變形小等優點。
單純應用激光源進行焊接時,如何解決激光焊工藝對管道對口精度要求極高的難題成為激光焊在長輸管道全位置焊接應用的技術瓶頸。激光焊在電弧的輔助作用下,橋接能力得到提高,使上述難題得到了有效解決。將激光用于管線鋼焊接的另一個比較突出的問題是焊縫組織為粗大的柱狀晶,沖擊韌性很差。光-電弧復合焊接技術可以克服這個問題,原因在于電弧具有預熱作用,同時由于電弧的熱影響區較大,使復合焊焊縫的冷卻速度低于純激光焊焊縫的冷卻速度,從而降低了焊縫硬度,改善了焊縫韌性;另外,電弧焊的填充金屬可控制焊縫性能,起到降低熱裂紋敏感性和提高焊縫金屬韌性的作用。激光復合焊接過程示意如圖4所示。
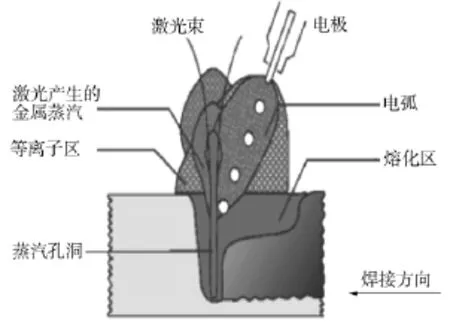
圖4 激光復合焊接過程示意
目前激光-電弧復合焊接技術在汽車、造船工業領域已被廣泛使用,國外也有科研機構正在開展應用于長輸管道領域的研發工作,如英國焊接研究所(TWI)、美國愛迪生焊接研究所(EWI)、美國CRCEvans公司和德國VIETZ等專業化管道焊接技術公司。美國PHMSA公司投入巨資和龐大的研究機構及科研人員,已經開發了實驗室樣機,正在積極將該技術推向工程施工現場應用。
管道局作為國內唯一的管道科研、設計、施工為一體的專業化隊伍,正著手研究這一位于管道科技前沿的新技術,并于2012年研制出一臺樣機,國內尚無其他有關報道。
管道全位置激光-電弧復合焊接系統典型樣機如圖5所示。
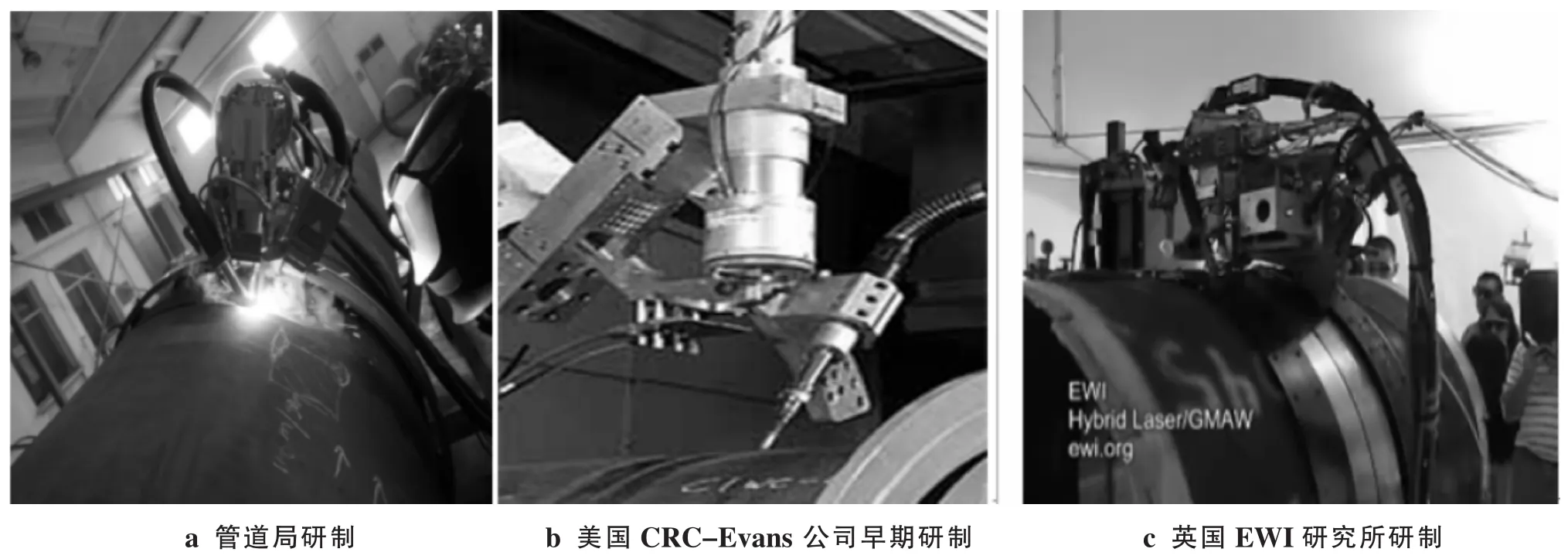
圖5 管道全位置激光-電弧復合焊接系統樣機
1.4多焊炬自動焊外焊技術[1]
多焊炬管道自動焊機最早由法國Serimax(即原來的Serimer Dasa)、荷蘭Vermaat Technics公司進行研發。多焊炬管道自動焊機采用全自動焊接控制系統,驅動多個焊炬同時工作;采用液壓、機械聯合定位,旋轉驅動,并配備多點焊縫跟蹤系統,實現了真正高效的焊接施工。該設備可實現流水作業,能夠保證組對管口準確定位;其焊接部分采用彈性轉臂結構,可適應不同管徑;焊接過程中還采用了電弧跟蹤技術,能夠保證焊縫質量。
法國Serimax公司于2003年成功研制了8焊炬焊接系統(見圖6),采用4個焊接小車,每個焊接小車上安置2個焊炬,適應于管徑36"~48"的管道焊接。

圖6 Serimax公司研制的8焊矩自動外焊系統
焊接過程中,8個焊炬同時工作,每個焊接小車管圓周的1/4。該8焊炬自動焊機采用往復旋轉定位技術、焊縫跟蹤技術等,并采用焊接專家系統控制焊接過程和復雜的焊接工藝參數,與現有自動焊接技術相比,可提高焊接效率50%以上。該成果應用于挪威奧門藍格氣田到奈漢姆納加工廠、英格蘭藍格勒的1 200 km海底管線,焊接施工效率很高(6 min/口)。
美國J.Ray Mcdermott公司將JAWS焊接系統升級為6焊炬系統,該系統采用先進的伺服控制以及計算機控制,每個JAWS焊接系統有14個伺服軸,主控單元可完成焊接電源、運動控制及過程控制的實時協同控制及管理。系統可配備單矩激光跟蹤器完成焊縫跟蹤功能。美國埃索石油公司曾將該套系統應用于馬來西亞海管鋪設工程中,鋪管線配備5個工作站,6個均勻布局的焊炬裝卡在一個固定軌道上并同時焊接。針對管徑762mm、壁厚20mm的鋼管焊接,創下日焊329道環焊接頭的記錄。
韓國現代最近研制的焊接系統可以裝配6個雙焊炬的焊接小車(其中左側3個小車,右側3個小車),帶有激光視覺傳感器和電弧傳感器,用于海洋管道的焊接。
相信不久的將來,考慮到陸上管道建設的特殊性,多焊炬管道自動焊技術也會應用于陸上管道建設。
1.5管道視覺焊接系統[2]
美國CRC公司研制出一套新型的管道自動焊接系統集成了激光視覺焊接和檢測技術。該系統主要包括以下組件:在坡口加工站應用的坡口視覺檢測設備(見圖7a),在焊接工作站應用的根焊道視覺檢測設備(見圖7b),用于控制和監視清理艙室參數的視覺清渣設備(見圖7c),以及具有自適應焊接控制技術的視覺外焊機(見圖7d)。四種組件均采用激光視覺技術,將管道自動焊接工藝的質量和速度提高到很高的水平。
坡口視覺檢測設備在視覺系統工藝中,坡口檢測是第一步。該智能設備可以在坡口加工完成后,精確地測量坡口尺寸。如果檢測到不符合要求的坡口,可以立即進行坡口再加工,避免進入施工場地后對口不合格才發現問題。
視覺清渣設備應用于焊接耐腐蝕合金的鋼管,背面清理是其中的一個必需工序,可以防止快速氧化并確保焊縫性能。該設備全自動化,可以實時控制和監視清理艙室內的參數,重要參數超出限定值時會自動報警。這樣就替代了以前必須移出清渣機,然后再投入一個獨立的檢測工具。
根焊道視覺檢測設備可以集成到對口器上,當使用內焊機時可以在線檢測根焊道。它安裝了一套激光傳感器和高分辨率的彩色照相機,可以獲取根焊道的輪廓和圖像并可存儲。因此發現的任何缺陷都可以在同一個工作站內立即修復,避免了更多焊道完成并經檢測不合格后再進行修復。
管道激光視覺自動外焊機首次實現了油氣管道施工的自適應焊接,有效提高了根焊焊道質量。這是一個重大的技術突破,設備向坡口內發射一束激光條紋,非常詳盡地讀出焊縫區的特征,分析判斷出對口的錯邊量和間隙大小,然后指導雙焊炬焊機根據對口情況在運動中進行自適應控制。該系統允許在更高速度下實時跟蹤;實時閉環控制;調整運動速度、送絲速度和擺動寬度,從而實現管道全位置焊接的自適應控制;對工藝的控制可以實現優化焊道厚度,確保穩定的填充量。該焊機采用脈沖MIG和電弧跟蹤,在提高焊縫質量的同時,提高了窄間隙坡口管子接頭的焊接效率,現場的適應性非常強。而且,全數字的監視和控制確保了每一道質量。PDA交互界面實現了在任何地點都能對焊接參數進行編程,然后無線下載到現場應用的焊機,可以在焊接過程中改變焊接參數。也可以上傳性能數據,用于QC分析和判斷焊縫是否符合規范。

圖7 管道視覺焊接系統
該系統可以檢測坡口和根焊道,而不用等待超聲波檢測的結果,通過這種焊前和焊后的在線檢測報告,缺陷可以立即返修,將停工時間縮至最短,這對于海洋工程極其重要,確保工程比以前更快完工,進而降低焊接費用。而且還可以實現計算機輸出所有焊縫和檢測報告,便于施工方和業主的永久保存。將激光視覺技術應用于管道自動焊機,通過對焊縫跟蹤,實現了管道自動焊接的自適應控制,提高了焊接效率和焊縫質量;縮短了焊工調整焊炬的時間,還可以有效提高焊縫質量,減少返修焊接的次數。
1.6攪拌摩擦焊接技術[3]
攪拌摩擦焊FSW(Friction Stir Welding)是攪拌頭高速旋轉并與被焊工件摩擦,產生熱量形成熱塑性層,攪拌頭與工件相對運動,在攪拌頭前面不斷形成的熱塑性金屬轉移到攪拌頭后面,填滿后面的空腔,從而形成連接的方法。
攪拌頭由特型指棒、夾持器和圓柱體組成。焊接開始時,攪拌頭高速旋轉,特型指棒迅速鉆入被焊板材的焊縫,與特型指棒接觸處的金屬摩擦生熱,形成了很薄的熱塑性層。當特型指棒鉆入工件表面以下時,部分金屬被擠出表面,軸肩與被焊工件表面摩擦產生熱量。又由于背面墊板的密封作用,不斷地產生熱塑性金屬形成焊縫。在整個過程中空腔的產生與填滿連續進行,焊縫區金屬經歷著被擠壓、摩擦生熱、塑性變形、轉移、擴散、再結晶等過程。攪拌摩擦焊示意如圖8所示。
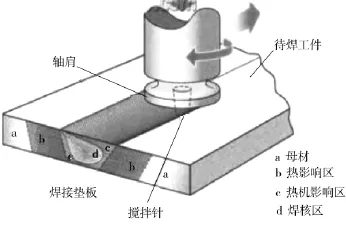
圖8 攪拌摩擦焊示意
攪拌摩擦焊是英國焊接研究所(TWI)1991年發明的一種新型固態連接技術。與傳統的熔化焊相比,攪拌摩擦焊屬固相焊接,其接頭不會產生與熔化有關的一些如裂紋、氣孔及合金元素的燒損等焊接缺陷;焊接過程中無需填充材料、保護氣體,焊接前無需進行復雜的處理工作、焊后無余高;焊接時所需能量僅為傳統焊接方法的20%左右,焊后殘余應力低,變形小;焊縫為細晶鍛態組織,機械性能好;焊接過程中無弧光輻射、煙塵和飛濺,噪音低。由此看來,攪拌摩擦焊是一種高質量、低成本的“綠色焊接方法”。
攪拌摩擦焊已經成功實現了在鋁合金結構中的工業化應用,但是在鈦合金、鋼等高熔點材料結構焊接中的應用研究仍在進行之中,其難點是攪拌頭材料的優選(如選用多晶立方氮化硼PCBN)與其攪拌針型體設計、加工以及在工程應用中的壽命。
美國MEGASTIR公司一直致力于高熔點材料的FSW應用開發,從304不銹鋼(已焊厚度6.4 mm)到普通中碳鋼和高溫合金材料,甚至鈦合金材料等都可以實現攪拌摩擦焊連接。2003年,MEGASTIR公司就把FSW應用于X65管線鋼焊接(管徑305 mm),并研發了用于油氣管道焊接的便攜式FSW設備,可以實現13 mm厚管線鋼管的焊接。攪拌摩擦焊設備與焊縫成型如圖9所示。
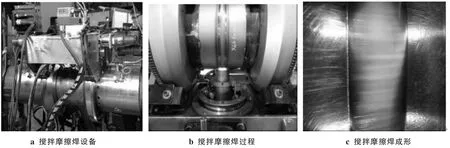
圖9 攪拌摩擦焊設備與焊縫成型
2009年元月,美國能源部橡樹嶺國家實驗室(ORNL)的管道攪拌摩擦焊接項目獲得能源部的支持。研究者希望開發用于FSW頭的新材料、帶有輔助熱源以降低頂鍛壓力的復合FSW和用于厚截面的多層多道焊接技術。最終,該項目將研制一套現場可應用的系統,提供現場施工所需要的靈活性和經濟性,并最終用于大型油氣管道。目前研究成果還未進一步公開。
2012年底,北京賽福斯特技術有限公司成功研發無軸肩攪拌摩擦焊技術,與傳統攪拌摩擦焊技術相比具有諸多優勢:焊接過程不受攪拌針長度和軸肩的限制;可實時控制焊接厚度,實現不同厚度的連續焊接;更換攪拌頭時,在工件上不留下匙孔;焊接過程中,避免了因人為因素而改變壓入量,可直接調整焊接深度,無需考慮焊接過程的壓入量;焊接接頭攪拌區內組織均勻,無分層結構,因此接頭內應力集中點小,有利于提高材料強度。
日本日立公司利用FSW實現強度大于800 MPa的超精細高強鋼(UFG)的連接,這種材料在未來有可能用于飛機起落架的制造。
研究表明,X65的FSW焊縫屈服強度為597MPa,抗拉強度788MPa。通過對壁厚20mm的X80鋼FSW后組織分析,與傳統的熔焊相比具有明顯優勢:消除了熔合線附近的粗大晶粒,降低了熔合線的軟化;但是焊縫金屬性能需要改善,因為在焊態出現了晶粒粗化區,可能導致局部硬度極高。
1.7其他自動焊接技術
1.7.1等離子焊接技術
等離子焊接技術是利用等離子槍將陰極和陽極之間的自由電弧壓縮成高溫、高電離度、高能量密度及高焰流速度的電弧,熔化母材形成冶金結合,是利用等離子弧作為熱源的焊接方法。氣體由電弧加熱產生離解,在高速通過水冷噴嘴時受到壓縮,增大能量密度和離解度,形成等離子弧。等離子電弧比GTAW電弧具有更高的能量密度、溫度和電弧剛直性,因而具有較大的熔透力和焊接速度。等離子焊接原理示意如圖10所示。等離子自動焊接技術以其熔深能力強、焊接效率高、單面焊雙面成型好、變形小等優點成為長輸管道自動根焊技術發展的方向。
1.7.2帶外對口器功能的焊接技術
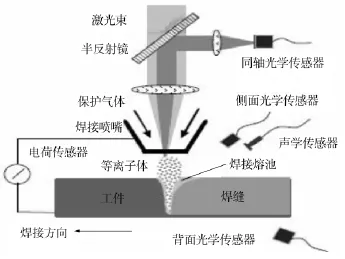
圖10 等離子焊接原理示意
SERIMAX公司新開發了一種具有外對口器功能的焊接設備,可安裝多個焊接單元,系統結構比內焊機簡單,可取代內焊機進行管口組對及根焊焊接。該設備具有對口精確,焊接速度快、質量高等特點。帶外對口器功能的焊接裝置如圖11所示,該裝置的構成、相關參數及工程實際應用效果目前還不甚了解。
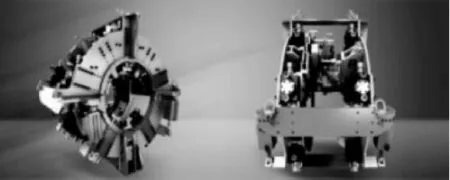
圖11 有外對口器功能的焊接裝置
2 結論
主要介紹國內外長輸管道焊接前沿技術的發展動態,對自保護藥芯焊絲自動焊技術、雙絲自動焊接技術、激光/電弧復合自動焊技術、多焊炬自動焊外焊技術、管道視覺焊接系統、攪拌摩擦焊接技術、等離子焊接技術、帶外對口器功能的焊接技術等進行了特點描述、功能技術分析及未來十年的發展前景展望,旨在為技術人員和管理人員提供長輸管道焊接領域比較全面、前沿性的高效率、高質量的焊接技術信息支持,同時為國內科研院所或相關研究機構結合自身特點和工程實際需求開展長輸管道自動焊接技術研究提供方向和技術參考。
[1]尹長華,高澤濤,薛振奎.長輸管道安裝焊接方法現狀及展望[J].電焊機,2013,43(05):134-141.
[2]2011年國際石油十大科技進展[N].中國石油報.2012-01-10(005).
[3]關橋,欒國紅.攪拌摩擦焊的現狀與發展[A].第十一次全國焊接會議論文集(第1冊)[C].上海:2005.
Development of pipeline high efficiency welding technology in the next decade
YIN Zhanghua,YAN Chen,GUO Ruijie
(Pipeline Research Institute of China National Petroleum Corporation,Langfang 065000,China)
The features and research progress situation of frontier welding technology for long-distance transport pipeline has been introduced,the development prospect of technology is expected in the next decade,including self-shield flux-cored wires automatical welding technology,single arc double wires automatical welding technology,laser/arc composite automatical welding technology,multi-torch automatical outside welding technology,pipeline visual welding system,mixing friction welding technology,plasma welding technology,and welding technology with outside aligning device,with the aim of providing welding technology information support that more efficient and higher quality for technicians and managers in long-distance transport pipeline construction,as well as technical reference for research institutes with its own characteristics and actual demand for frontier weldingtechnology.
long-distance transport pipeline;welding technology;development
TG457.6
C
1001-2303(2016)04-0105-07
10.7512/j.issn.1001-2303.2016.04.23
2015-03-15;
2016-01-14
尹長華(1972—),男,湖北漢川人,高級工程師,主要從事長輸管道與儲罐工程材料應用技術與焊接技術研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
