熱處理爐二級數(shù)學(xué)模型的分析與設(shè)計(jì)
2016-12-06 09:53:25岳臨萍叢榮葵
四川冶金 2016年2期
關(guān)鍵詞:模型
岳臨萍,叢榮葵
(濟(jì)鋼中厚板廠,山東濟(jì)南250101)
熱處理爐二級數(shù)學(xué)模型的分析與設(shè)計(jì)
岳臨萍,叢榮葵
(濟(jì)鋼中厚板廠,山東濟(jì)南250101)
為了對熱處理爐的數(shù)學(xué)模型進(jìn)行優(yōu)化和控制,提高自動化程度及加熱質(zhì)量,有效的降低能源消耗,著重介紹了熱處理爐控制系統(tǒng)數(shù)學(xué)模型的設(shè)計(jì)及原理分析,給出了二級過程模塊的設(shè)計(jì)思路和架構(gòu)。
數(shù)學(xué)模型;熱交換;流程圖
1 引言
隨著市場對鋼板品種和質(zhì)量要求不斷提高,越來越多的鋼板需要在軋制后再進(jìn)行熱處理工藝,以提高金相組織結(jié)構(gòu),強(qiáng)化鋼板性能,提高鋼板附加值。由于熱處理工藝的特殊之處,鋼板溫度的加熱控制是十分重要的技術(shù),熱處理加熱爐的數(shù)學(xué)模型的建立和有效實(shí)施對提高產(chǎn)品質(zhì)量,降低能源消耗起到了至關(guān)重要的作用。
2 數(shù)學(xué)模型的兩個(gè)主要計(jì)算
數(shù)學(xué)模型用來描述熱處理爐內(nèi)鋼板的加熱過程,主要用到兩個(gè)方面理論計(jì)算。
2.1計(jì)算爐壁與鋼板的熱交換
要計(jì)算輻射管、爐壁和爐頂?shù)戒摪宓臒峤粨Q,輻射和傳導(dǎo)都要考慮進(jìn)去,最終精確的出爐溫度值是以出爐口安裝的紅外測溫儀測量的數(shù)據(jù)為準(zhǔn)。鋼板在熱處理爐內(nèi)的熱交換主要是通過對流和輻射來完成,應(yīng)用公式如下:
熱對流傳導(dǎo):?QC=α(TF-TM)
熱輻射傳導(dǎo):?QR=εσ(T4F-T4M)
總的熱量交換:?Qtot=?QC+?QR
2.2計(jì)算鋼板的熱消耗
鋼板自裝爐時(shí)起到加熱結(jié)束,每隔2s~5s(根據(jù)鋼板厚度和分層數(shù))就要對鋼板溫度進(jìn)行重復(fù)性計(jì)算,不斷更新模型處的數(shù)據(jù)。由于鋼板的厚度不同,計(jì)算鋼板的平均溫度時(shí),根據(jù)厚度進(jìn)行分層計(jì)算。對20mm以上及以下的厚度分別運(yùn)用不同的計(jì)算模型。
2.2.1零維計(jì)算
數(shù)學(xué)模型對于厚度20mm以下鋼板的溫度計(jì)算采用零維計(jì)算方法,也就是說在鋼板的厚度方向上沒有溫度坡度的計(jì)算。因?yàn)楸〉匿摪逑鄬碚f它的熱導(dǎo)率較高,不適合分成多層來進(jìn)行計(jì)算。計(jì)算的結(jié)果用來優(yōu)化爐內(nèi)設(shè)置點(diǎn)溫度設(shè)定。
2.2.2一維計(jì)算
隨著鋼板厚度的增加,模型的計(jì)算將采用一維方法,主要應(yīng)用傅立葉微分方程,得到穩(wěn)定可靠的計(jì)算結(jié)果。在鋼板的厚度方向?qū)⒂?jì)算層次數(shù)分為3~15層,這樣得到鋼板內(nèi)部更細(xì)致的溫度分布數(shù)據(jù)。
3 自動控制系統(tǒng)架構(gòu)
L2計(jì)算機(jī)控制系統(tǒng)實(shí)現(xiàn)了輥底式熱處理爐的主要數(shù)學(xué)模型的控制功能,L2計(jì)算機(jī)系統(tǒng)的模型計(jì)算,從鋼板裝入熱處理爐開始執(zhí)行,到該鋼板出爐時(shí)結(jié)束。熱處理爐被分成20個(gè)溫度控制區(qū)域,數(shù)學(xué)模型對每個(gè)爐內(nèi)控制區(qū)域溫度設(shè)置點(diǎn)的溫度進(jìn)行控制,通過L2計(jì)算機(jī)對一級PLC系統(tǒng)的控制來實(shí)現(xiàn)。
當(dāng)一張新的鋼板裝爐時(shí),操作員須在本地計(jì)算機(jī)上手動輸入鋼板的ID號進(jìn)行確認(rèn)。如果有可用的L3管理系統(tǒng)(即處于計(jì)劃層和車間層操作控制系統(tǒng)之間的執(zhí)行層,主要負(fù)責(zé)生產(chǎn)管理和調(diào)度執(zhí)行),則通過觸發(fā)這個(gè)輸入的ID號,L2計(jì)算機(jī)系統(tǒng)會從L3數(shù)據(jù)庫中找出該鋼板的相關(guān)數(shù)據(jù)。L2、L3兩個(gè)不同的計(jì)算機(jī)系統(tǒng)的數(shù)據(jù)交換通過相應(yīng)的接口程序進(jìn)行通訊。在整個(gè)處理過程中,如果L2系統(tǒng)與L3系統(tǒng)的通訊出現(xiàn)異常,則只應(yīng)用L2的當(dāng)?shù)財(cái)?shù)據(jù)庫。這種情況下,由操作員對裝爐鋼板進(jìn)行核查,手工輸入相應(yīng)的數(shù)據(jù),如:鋼板ID、厚度、長度、加熱時(shí)間,加熱溫度等。操作工通過HMI的溫度控制模塊菜單對所有的溫度設(shè)置點(diǎn)進(jìn)行確認(rèn)。熱處理爐自動控制系統(tǒng)架構(gòu)見圖1所示。
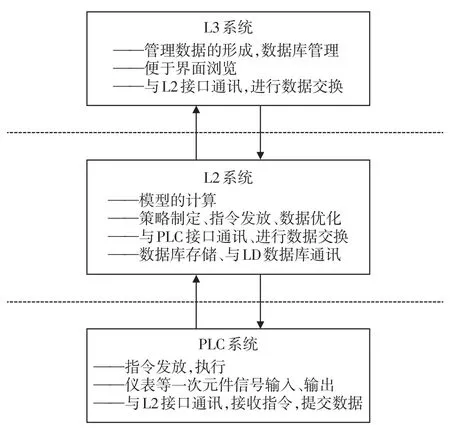
圖1 熱處理爐自動控制系統(tǒng)架構(gòu)圖
4 數(shù)學(xué)模型的設(shè)計(jì)與構(gòu)成
該數(shù)學(xué)模型主要包括三個(gè)子模塊:物料跟蹤計(jì)算、鋼板溫度模型計(jì)算和模型數(shù)據(jù)優(yōu)化計(jì)算。將優(yōu)化后的數(shù)據(jù)發(fā)送到PLC,通過調(diào)節(jié)爐內(nèi)鋼板的運(yùn)行速度,燒嘴的燃燒控制、保溫時(shí)間等相應(yīng)儀表控制,以達(dá)到最優(yōu)。模型流程圖見圖2所示。
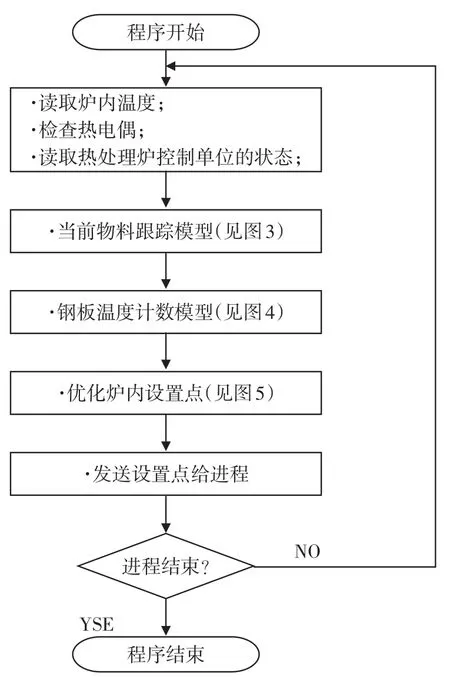
圖2 輥底式熱處理爐數(shù)學(xué)模型流程圖
4.1物料跟蹤模塊的設(shè)計(jì)
鋼板裝爐后,首先L2通過TCP/IP協(xié)議接收PLC傳送的鋼板ID號,鋼板的頭部位置、鋼板運(yùn)行速度以及上下表面溫度等數(shù)據(jù),通過L2數(shù)學(xué)模型的計(jì)算對當(dāng)前爐內(nèi)的鋼板進(jìn)行物料跟蹤。每隔幾秒計(jì)算周期更新爐內(nèi)鋼板的位置跟蹤進(jìn)行數(shù)據(jù)更新,鋼板出爐后,相應(yīng)的鋼板從物料跟蹤系統(tǒng)中移除,流程圖見圖3所示。
4.2鋼板溫度模塊的設(shè)計(jì)
鋼板溫度控制會根據(jù)厚度不同,按照零維或者一維模型的計(jì)算周期進(jìn)行更新,鋼板出爐后,其技術(shù)特性和溫度數(shù)據(jù)等提交給L2數(shù)據(jù)庫中存儲,見圖4所示。
4.3爐內(nèi)設(shè)置點(diǎn)優(yōu)化模塊的設(shè)計(jì)
鋼板裝爐后,L2系統(tǒng)在數(shù)據(jù)庫中找到有效的鋼板數(shù)據(jù),數(shù)學(xué)模型會根據(jù)鋼板奧氏體溫度和奧氏體時(shí)間的相關(guān)數(shù)據(jù),建立起唯一的比熱曲線。運(yùn)算開始之后,數(shù)學(xué)模型會被分成不同的子任務(wù)一個(gè)接一個(gè)的循環(huán)執(zhí)行,直到下一張鋼板裝爐時(shí)為止。
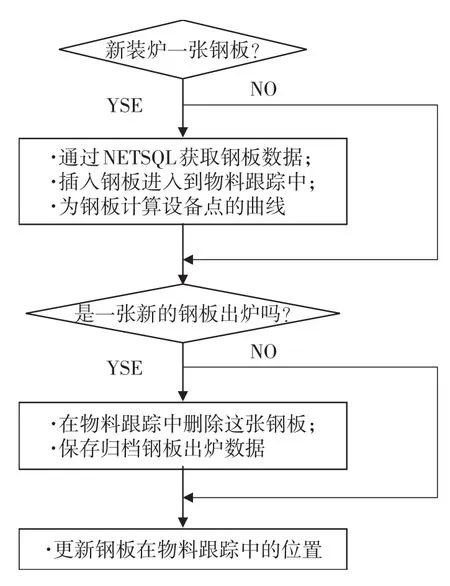
圖3 物料跟蹤模塊流程圖

圖4 鋼板溫度計(jì)算模型流程圖
數(shù)學(xué)模型預(yù)算的鋼板平均溫度將與比熱曲線工藝設(shè)置點(diǎn)溫度進(jìn)行比較,兩者之間會出現(xiàn)一個(gè)溫度差值,模型會自動進(jìn)行數(shù)據(jù)修正,盡可能做到偏差最小化,與鋼板的比熱曲線最接近,從而能源消耗減少到最小,見圖5所示。

圖5 爐內(nèi)設(shè)置點(diǎn)優(yōu)化模型流程圖
5 結(jié)論
熱處理爐鋼板的數(shù)學(xué)模型計(jì)算是自動化控制的重點(diǎn)和難點(diǎn),一個(gè)好的二級模型不但可以提高鋼板加熱質(zhì)量,提升鋼板組織性能,還能降低煤氣等能源的消耗,為企業(yè)創(chuàng)造更多的效益。LOI公司熱處理爐二級控制系統(tǒng)的設(shè)計(jì)思路和架構(gòu),在濟(jì)鋼中厚板廠得到了較好的應(yīng)用。
The L2 Mathematical Model Design&Analysis of the Heat Treatment Furnace
YUE Lin-ping,CONG Rong-kui
(The heavy plate mill of Jigang,Jinan 250101,Shandong,China)
In order to optimal the heat treatment mathematical model,improve the auto control level and high quality,reduce the cost and energy wear.Emphasis describes the theory of the mathematical model and the establish via the chart.
mathematical model;heat transform;flow chart
1001-5108(2016)02-0045-04
TP13
A
岳臨萍,碩士研究生,電氣高級工程師,主要從事冶金行業(yè)計(jì)算機(jī)、儀表控制系統(tǒng)、測量技術(shù)的開發(fā)與應(yīng)用。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
