焊后熱處理對水下摩擦疊焊焊接接頭質量的影響
2016-12-07 02:19:39閆景鵬
電焊機 2016年7期
閆景鵬,劉 濱
(1.海洋石油工程股份有限公司,天津300461;2.中國建筑第二工程局有限公司,北京100160)
焊后熱處理對水下摩擦疊焊焊接接頭質量的影響
閆景鵬1,劉 濱2
(1.海洋石油工程股份有限公司,天津300461;2.中國建筑第二工程局有限公司,北京100160)
基于摩擦疊焊技術特點,研究不同的焊后熱處理工藝對水下摩擦疊焊焊接接頭質量的影響。結果表明:焊后熱處理能夠明顯細化水下摩擦疊焊焊接接頭的組織晶粒,降低焊接接頭的硬度,提高拉伸強度和彎曲性能。
水下摩擦疊焊;DH36鋼;顯微組織;焊后熱處理
0 前言
我國石油天然氣工業在近些年獲得蓬勃發展,水下金屬結構在服役期間經常出現因海水腐蝕、疲勞腐蝕、疲勞損傷和外物撞擊等引起的缺陷和局部失效等問題。目前國內只能獨立開展淺水犧牲陽極等非重要結構物的水下濕法焊接或者半干式焊接修復,重要結構物的水下修復仍依靠國外先進的水下設備和技術,作業費用較高[1-2]。
水下摩擦疊焊是通過一系列相互搭接的成型單元實現裂紋等的修復,其基本原理是:高速旋轉的圓錐塞棒在軸向壓力作用下與事先加工好的凹孔摩擦剪切,由于摩擦熱的作用,塞棒前端將成為熱塑性狀態,在摩擦剪切力的作用下快速填充凹孔形成摩擦塞焊縫,多個摩擦塞焊焊縫相互疊加便形成了摩擦疊焊焊縫。與傳統的水下干法或濕法熔焊相比,摩擦疊焊具有對水深不敏感、焊接效率高、易于自動化和焊縫質量好等優勢。但水下摩擦疊焊焊縫尤其是第二道焊縫仍存在質量問題,主要原因是第一道焊縫硬度過高,過高的硬度既會導致鉆孔后塞孔形狀尺寸精度差,又會影響材料在焊接過程中的流動性,所以本研究擬通過焊后熱處理的方法,降低第一道先焊焊縫單元的硬度,從而改善第二道焊縫單元孔的加工精度與第二道焊接時塑性金屬的流動性,為水下摩擦疊焊接頭的質量優化指明方向[3-5]。
1 試驗
1.1 試驗材料及設備
試驗選用自主研發的水下摩擦疊焊設備,設備裝置及焊接過程如圖1所示。焊接試驗系統主要包括焊接主軸頭、機架、液壓泵站,并配備自動控制系統。試驗母材為DH36高強度船體結構用鋼。塞棒材料為LF2低溫鋼,其化學成分經測定見表1,力
學性能見表2。所有試驗在200 mm×100 mm×40 mm的長方體DH36鋼板上進行。
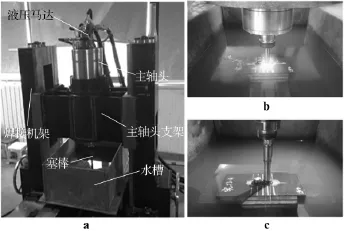
圖1 水下摩擦疊焊設備裝置
表1 母材及塞棒材料化學成分%

表2 母材及塞棒材料的基本力學性能
1.2 試驗方法
焊后熱處理試驗共分為三組進行,試驗參數如表3所示。第一組試驗A為沒有經過回火的狀態。第二組試驗B為對第一道先焊焊縫進行回火。第三組試驗C為首先對第一道先焊焊縫進行回火,隨后在進行完第二道焊縫焊接后再進行一次回火。回火方法為在保溫爐中將試件加熱至550℃,保溫1 h,然后隨爐緩冷。

表3 焊后熱處理對接頭質量影響試驗
2 試驗結果及分析
2.1 宏觀形貌與顯微組織分析
圖2a為未經過熱處理的接頭截面宏觀形貌以及拐角處放大后的形貌。由于第一道先焊焊縫帶來過高的硬度,導致鉆孔形狀尺寸精度差,雖然改用了硬質合金鉆頭,但是硬質合金鉆頭脆性較大,鉆頭在硬度過高的母材上開孔時容易發生破損,嚴重影響了塞孔質量,無法實現焊縫的可靠連接。圖2b為第一道先焊焊縫經過熱處理的接頭截面的宏觀形貌以及拐角處放大后的形貌。由于第一道先焊焊縫硬度值大幅降低,通過硬質合金鉆頭的鉆孔,可以得到形狀尺寸良好的中間塞孔。并且,在后焊焊縫單元焊接的過程中,其相應的母材組織由于熱處理后硬度的降低,焊接過程中在熱塑性狀態下的流動性可以大大提升,從底部拐角處局部放大的形貌圖可以觀察到,沒有明顯的焊接缺陷生成。
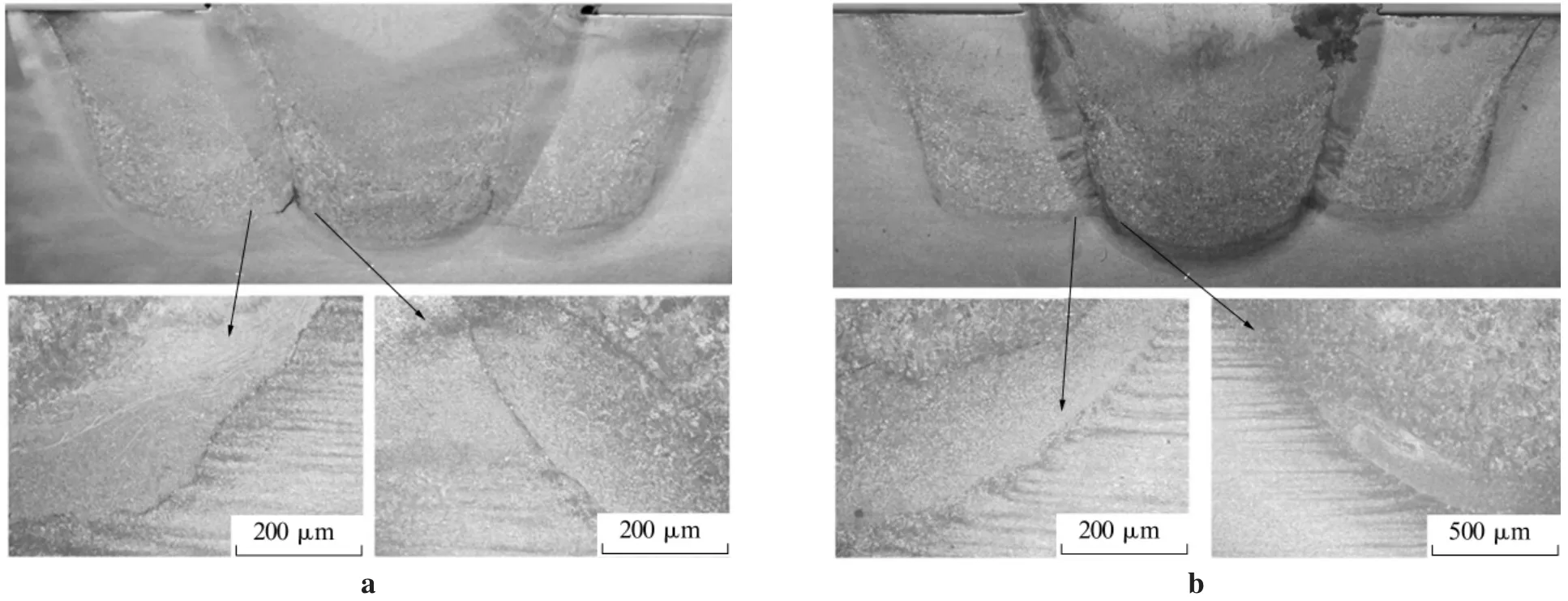
圖2 未經過熱處理與經過熱處理的接頭截面的宏觀形貌
試驗過程中對不同熱處理狀態下的金相組織進行了分類,分別在光學顯微鏡下觀察沒有熱處理、僅對第一道焊縫進行熱處理、兩道焊縫結束均熱處理的焊縫截面的典型金相組織,如圖3所示。未經過焊后熱處理的焊縫在強烈的淬火作用下形成的馬氏體晶粒見圖3a。圖3b為僅對第一道焊縫進行熱處理的焊縫截面的典型金相組織,由于測得的最高硬度值下降了約100 HV10,其金相組織也有了明顯的回火特征,可以觀察到回火馬氏體組織以及在鐵素體基體中彌散分布的細小滲碳體顆粒。圖3c為兩道焊縫結束均熱處理的焊縫截面的典型金相組織,可以觀察到組織晶粒進一步細化,由于再結晶的作用,馬氏體與貝氏體的形貌不再明顯,彌散細小的滲碳體顆粒更加密集。
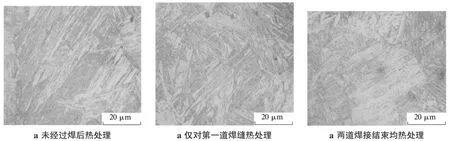
圖3 焊縫典型金相組織
2.2 焊后熱處理接頭硬度分布規律
圖4為未經過熱處理的水下摩擦疊焊試樣截面距離上表面分別為5 mm、9 mm、13 mm的硬度測試結果。圖5為第一道先焊焊縫進行熱處理的接頭截面硬度測試結果。圖6為第一道與第二道焊縫均進行熱處理的接頭截面硬度測試結果。
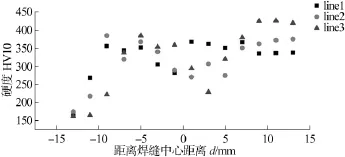
圖4 未經熱處理接頭硬度測試結果

圖5 第一道先焊焊縫進行熱處理的接頭截面硬度測試結果

圖6 第一道與第二道均熱處理的接頭截面硬度測試結果
由圖4可知,未經熱處理的接頭截面的焊縫區的硬度分布較為均勻,左側先焊焊縫的硬度平均值為353 HV10;中間孔后焊焊縫單元的硬度平均值為361 HV10,由于焊接過程中強烈的淬火作用導致焊縫區的硬度值非常高,不利于后續的鉆孔過程和連接質量。
由圖5可知,對于第一道先焊焊縫進行熱處理的接頭截面,焊縫區的硬度分布顯示,左側經熱處理焊縫單元硬度低于后焊未熱處理的焊縫單元。左側先焊并熱處理焊縫單元的硬度平均值308 HV10,后焊未熱處理的焊縫單元硬度平均值為366 HV10。經熱處理后焊縫區的平均硬度大約降低了70HV10,最高硬度降低了約100 HV10。
由圖6可知,對于第一道和第二道焊縫均熱處理的接頭截面,焊縫區的硬度分布較為均勻,左側焊縫經過第二次熱處理后的硬度與經歷完第一次熱處理相比并未有明顯降低。中間孔后焊焊縫單元經歷完熱處理后,硬度降低了約36 HV10,下降程度小于左側先焊焊縫,但其硬度的最高值下降了約100 HV10。
2.3 焊后熱處理接頭沖擊性能
焊后熱處理接頭沖擊性能測試共分為三組,分別為未經過熱處理(A)、第一道先焊焊縫進行熱處理(B)、第一道與第二道焊縫均熱處理(C),沖擊試驗的截取位置及尺寸如圖7所示,試驗溫度-20℃,沖擊試件尺寸55 mm×10 mm×5 mm。

圖7 焊接接頭縱向截面沖擊試樣截取位置及幾何尺寸
試驗結果如表4所示。由于硬質合金鉆頭的使用,3組試件的沖擊性能提高了很多,這是因為硬質合金鉆頭硬度高,可以得到形狀尺寸較高的塞孔。未回火接頭的平均沖擊性能為33.3 J,第一道先焊焊縫進行熱處理接頭的平均沖擊性能為37 J,在對第一道先焊焊縫單元進行回火后不但提升了其自身的沖擊性能,后焊焊縫單元的沖擊性能同樣得到了提高。在摩擦疊焊過程結束后進行第二次回火,下側沖擊性能略有提升。

表4 焊后熱處理接頭沖擊性能(-20℃)
2.4 焊后熱處理接頭拉伸性能
拉伸試件共分為3組,分別為未經熱處理試件、第一道先焊焊縫進行熱處理試件、第一道與第二道焊縫均熱處理試件,拉伸試樣截取位置及尺寸見圖8,每組水下摩擦疊焊接頭切取兩個拉伸試件。圖9為焊后熱處理試驗水下摩擦疊焊接頭的拉伸試驗結果。

圖8 焊接接頭縱向截面拉伸試樣截取位置及幾何尺寸

圖9 焊后熱處理試驗水下摩擦疊焊接頭拉伸試驗結果
母材DH36的抗拉強度為530MPa,焊后熱處理試驗中接頭的抗拉強度整體上明顯提升。未熱處理的試件平均抗拉強度為444.5 MPa,這是因為硬質合金鉆頭的使用提高了塞孔的形狀尺寸精度,塞孔的形狀尺寸對于焊接過程開始后熱塑性材料的流動性影響明顯,直接影響著焊縫質量,提高了接頭的連接質量和拉伸性能。第一道先焊焊縫進行熱處理試件的平均抗拉強度為465.5MPa,達到母材的87.8%,第一道焊縫回火后硬度的降低對水下摩擦疊焊接頭的連接質量有一定程度的提升。第一道與第二道焊縫均熱處理試件的平均抗拉強度為471.5 MPa,達到母材的89.0%,接近母材強度的90%,相比僅對第一道焊縫進行回火的試件,拉伸性能略有提升但差別較小。
2.5 焊后熱處理接頭彎曲性能分析
對不同熱處理溫度的試件彎曲性能進行了測試。熱處理路線為分別在550℃、600℃、650℃進行1 h保溫。550℃回火所得試件彎曲性能良好,兩側先焊焊縫處所得彎曲試件的彎曲角度為180°,這與水下摩擦疊焊質量分析試驗中兩側先焊焊縫單元質量優于后焊中間焊縫單元的試驗結果相一致。通過行之有效的熱處理試驗,既提高了第一道先焊焊縫的彎曲性能,又通過降低硬度來優化中間后焊焊縫單元的質量和性能,并且硬度的降低可以簡化鉆孔流程。
3 結論
(1)未進行熱處理的水下摩擦疊焊接頭,其組織中存在大量的馬氏體;而經過一次熱處理后,接頭組織中的馬氏體轉變為回火馬氏體以及在鐵素體基體中彌散分布的細小滲碳體顆粒,經過兩次熱
處理后,組織中晶粒細化更加明顯,彌散細小的滲碳體顆粒更加密集。
(2)熱處理對降低水下摩擦疊焊接頭的硬度有益,經過兩次熱處理后,硬度下降約100 HV。
(3)經過熱處理后,水下摩擦疊焊焊接接頭的沖擊性能有所提高,但兩次熱處理與一次熱處理對接頭韌性的改善程度接近,因此焊接接頭的沖擊性能并不會隨著熱處理的次數增多而有更大的提升。
(4)熱處理工藝對水下摩擦疊焊焊接接頭的彎曲性能有明顯改善作用。
[1]于云風.海上樁管環縫自動焊接技術[J].石油工程建設,2000(6):33-37.
[2]朱加雷,焦向東,沈秋平,等.核電廠檢修局部干法自動水下焊接實驗[J].上海交通大學學報,2008,42(增刊):126-128.
[3]L.Cui,X.Yang,D.Wang,et al.Experimental study of friction taper plug welding for low alloy structure steel:Welding process,defects,microstructures and mechanical properties[J].Mater.Des.,2014(62):271-281.
[4]L.Cui,X.Yang,D.Wang,et al.Friction taper plug welding for S355 steel in underwater wet conditions:Welding performance,microstructures and mechanical properties[J]. Mater.Sci.Eng.A.,2014(611):15-28.
[5]Meyer A.Friction hydro pillar processing-bonding mechanism and properties[J].Fakultat für Maschinenbau und Eletrotechnik der Technischen Universitat Carolo-Wilhelmina zu Braunschweig,2003.
Effect of heat treatment on the quality of welded joint of underwater friction stitch welding
YAN Jingpeng1,LIU Bin2
(1.Offshore Oil Engineering Co.,Ltd,Tianjin 300461,China;2.China Construction Second Engineering Bureau Ltd,Beijing 100160,China)
Based on the characteristics of friction welding technology,the influence of the post weld heat treatment process on the friction welding joint underwater is analyzed.The results showthat the microstructure of the friction welded joint can be refined,and the hardness can be reduced,the tensile strength and bendingproperties alsocan be improved bypost weld heat treatment process.
underwater friction stitch welding;DH36 steel;microstructure;post weld heat treatment
TG456.5
A
1001-2303(2016)07-0116-05
10.7512/j.issn.1001-2303.2016.07.27
2016-06-17
閆景鵬(1982—),男,遼寧人,碩士,主要從事項目管理工作。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
產品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
