核電管道安全端異種金屬焊接接頭表面堆焊的有限元分析
2016-12-07 02:19:41林方強羅緒珍李紅軍葉義海
電焊機 2016年7期
林方強,王 建,羅緒珍,李紅軍,葉義海
(中國核動力研究設計院反應堆燃料及材料重點實驗室,四川成都610041)
核電管道安全端異種金屬焊接接頭表面堆焊的有限元分析
林方強,王 建,羅緒珍,李紅軍,葉義海
(中國核動力研究設計院反應堆燃料及材料重點實驗室,四川成都610041)
根據熱彈塑性有限元分析原理,建立核電管道異種金屬焊接接頭表面堆焊修復的有限元模型。應用ANSYS軟件模擬某核電廠穩壓器安全端接管堆焊修復試驗過程,計算分析焊接溫度場和應力場及焊接殘余應力。結果表明,焊接過程中的不均勻熱過程直接引起了復雜的應力狀態。焊接過程中,環向應力變化比軸向應力快,環向殘余應力比軸向殘余應力大。堆焊后,在原管道內表面原焊縫附近形成了壓縮殘余應力,沿半徑方向殘余應力由拉應力逐漸向壓應力過渡。
管道堆焊;殘余應力;有限元分析
0 前言
在核電一回路系統管道與容器連接中,多數情況下是采用不銹鋼和鎳基合金作為填充材料,焊接低合金鐵素體殼體接管嘴和奧氏體不銹鋼管道,從而形成典型的核電異種金屬焊接接頭[1]。由于長期處于熱、力、輻照以及冷卻劑腐蝕的交互作用工況下,這種異種金屬焊接接頭是一回路循環系統的薄弱部件,往往在設計壽期之前就產生了大量的缺陷。在內外環境的影響下,接頭內缺陷隨時可能發生開裂及擴展,嚴重時導致焊接接頭永久失效[2]。針對這類管道應力腐蝕開裂,表面堆焊是一種行之有效的修復或預防手段:通過改善管道應力狀態,加強結構強度,延長使用壽命。因此,研究表面堆焊對管道的應力影響具有重要的科研和工程意義。
試驗研究堆焊對管道殘余應力的改善,除了材料準備、工裝研制、焊接實驗等過程,還需要進行應力測試。進行三維焊接殘余應力測試的手段,除了中子衍射應力分析法,其他方法都是破壞性的機械方法,實際操作困難,而中子衍射法需要測量時
間長,成本高。相比之下,應用有限元軟件進行焊接過程的數值模擬,可以有效分析焊接溫度場和應力場,研究焊接殘余應力分布。當前,應用有限元軟件進行虛擬焊接研究主要集中在機理研究上,多以簡單的對接焊、角焊接為研究對象,以幾何形狀規范的小型焊件為數值模型,在材料特性的處理上也多有簡化。對涉及多種材料的復雜工程結構焊接過程,缺乏深入的虛擬研究[3]。應用ANSYS軟件,以實際工程結構為對象,建立堆焊過程有限元模型,編制數值模擬程序,模擬獲得焊接溫度場與應力場,研究了堆焊對異種金屬焊接接頭應力的改善作用。
1 試驗方法
采用鎢極氬弧焊對穩壓器噴霧管安全端接頭預制件進行表面堆焊試驗。預制件制備使用與產品相同的材料,包含S271碳鋼、0Cr18Ni9Ti不銹鋼和Inconel600合金焊材。堆焊焊絲采用Inconel690合金焊絲,規格φ1.0 mm,焊接速度140 mm/min,堆焊層一共七層,堆焊完成得到如圖1所示焊接結構,具體焊接工藝參數見表1。

圖1 試件堆焊前后尺寸結構Fig.1Weld overlay design direction

表1 噴霧管試件堆焊工藝參數Tab.1Test-piece welding process parameter
2 有限元模型的建立
應用焊接數值間接法,先進行溫度場分析,然后轉換單元類型,以溫度場分析結果為載荷,進行應力場分析。
2.1 幾何模型與網格劃分
根據文獻[4],針對管道環焊縫的應力數值模擬,使用二維軸對稱模型可以有效模擬焊接溫度場和應力場,得到與三維模型相符合的結果,同時節約大量計算時間。建立二維軸對稱幾何模型,按材料不同將模型分為四個主要區域:兩大母材區、原焊縫區以及堆焊層。進一步地將堆焊層按各層厚度分為7個區域,以便于后續分析。
有限元模型網格的劃分質量是影響分析能否完成以及分析精度和效率的關鍵因素。劃分網格必須考慮三個方面:單元類型、單元形狀、網格密度。溫度場分析中選擇Plane55單元,首先劃分堆焊層網格,設置網格邊長2 mm,自由劃分得到堆焊層單元725個(圖2中a區域);然后采用映射網格劃分,先后得到原焊縫(圖2中b區域)、不銹鋼母材區(圖2中c區域)和碳鋼母材區(圖2中d區域),總計單元數1 904。
2.2 材料參數
焊接過程中,試件的溫度變化可能會很大,特別是焊縫附近,最低是室溫,最高可超過熔點。巨大的溫度變化將引起材料屬性的變化,造成材料非線性。ANSYS程序在設置材料熱物理性能參數時,通常錄入材料在典型溫度值下的熱物理性能參數,建立材料數據庫,其他溫度值對應參數由插值和外推近似處理。
進行焊接溫度場分析需要確定的參數有導熱系數、密度、比熱容以及焊件的初始溫度;應力場分析需要的參數有泊松比、彈性模量、熱膨脹系數和屈服極限等。整個模型涉及到S271碳鋼、0Cr18Ni9Ti不銹鋼、Inconel600以及690合金四種材料。根據NEI公司的689號報告及其他報告,分別建立四種材料隨溫度變化的特性數據庫。
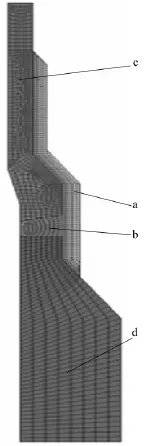
圖2 堆焊實驗有限元模型Fig.2Finite element model of weld overlay
2.3 熱源模型與邊界條件
在電弧焊的數值模擬中,選擇均勻體熱源模型就能得到較為準確的溫度場和應力場結果。將焊接線能量以熱生成率的形式施加在單元上

熱源范圍以高斯熱源模型的等效直徑表示。高斯熱源是一種平面熱源模型,熱流密度沿加熱中心的半徑方向為高斯函數分布。
在焊接傳熱分析中,主要考慮第三類邊界條件:邊界上的物體與周圍介質間的熱交換,考慮表面輸入條件與表面熱損失條件。前者是焊接熱源的作用強度,在焊接加熱時考慮;后者即工件與周圍介質有復雜的換熱過程,包括對流和輻射換熱。實驗表明,在焊接時熱能的損傷主要通過輻射,而對流作用相對較小,溫度越高則輻射換熱作用越強烈。一般輻射與對流換熱計算方式不同,為了方便計算,將對流和輻射系數合并成復合散熱系數,施加在自由表面上。在ANSYS程序中,通過定義“TABLE”表單設置隨溫度變化的邊界換熱系數,在加載時應用“CONV”命令可直接讀取對流換熱系數表。對流換熱系數隨溫度的變化規律如圖3所示。
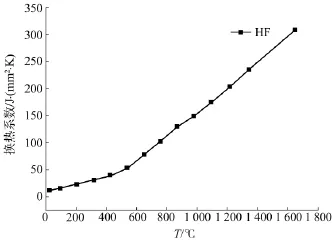
圖3 邊界換熱系數隨溫度的變化Fig.3Heat transfer coefficient curve
3 計算結果與分析
以圖4所示的路徑R2上四個節點為研究對象,分析焊接模擬過程中節點溫度及應力狀態的變化,其中節點239在第二道焊縫單元內,其余三個節點在第一道焊縫單元內。在400~410 s之間四個節點的焊接熱循環曲線、軸向應力和環向應力變化曲線如圖4所示。模擬時,401 s開始對第二道焊縫施加熱源,402 s施加熱源結束,進入自然冷卻階段。由圖4a可知,離焊縫越近的點其加熱速度越大,加熱的峰值溫度越高,冷卻速度也越大。對于整個焊接接頭來說,焊接中的加熱和冷卻是不均勻的,這種不均勻熱過程正是引起接頭組織和性能不均勻變化和造成復雜應力狀態的原因,如圖4b、圖4c所示。401 s之前,第一道焊縫冷卻結束保留暫時的拉伸應力,節點239由于在第二道焊縫內部,處于“EKILL”狀態,應力值為0;401 s開始對第二道焊縫加載熱源,四個節點按照與熱源的距離由近及遠依次受熱,節點所在區域內材料受到擠壓,產生局部的壓縮應力,隨著熱源的持續加載,節點溫度不斷升高,有的甚至超過熔點(N239、N237、N235),材料屈服應力急劇降低,節點所受應力值也相應降低;在402 s后停止加載,進入自然冷卻階段,R2上節點由于發生壓縮塑性變形不能自由收縮而受到拉伸,壓縮應力轉變為拉伸應力,并不斷增大。
由圖4還可知,環向應力變化比軸向應力變化快、幅度大。在管道環向堆焊中,環向應力沿焊縫方向對應縱向應力,是由于焊縫縱向收縮引起的,焊接時沿焊接方向有最大溫度梯度,同時管道自身給予焊縫足夠的約束,因而形成了較大的縱向應力,有時甚至達到材料屈服極限。軸向應力垂直于焊縫
方向,對應橫向應力,受到焊縫及其附近塑性變形區的橫向收縮和縱向收縮的共同作用,焊縫單元變形在橫向幾乎不受約束,減小了橫向變形,所以橫向應力也相對較小。
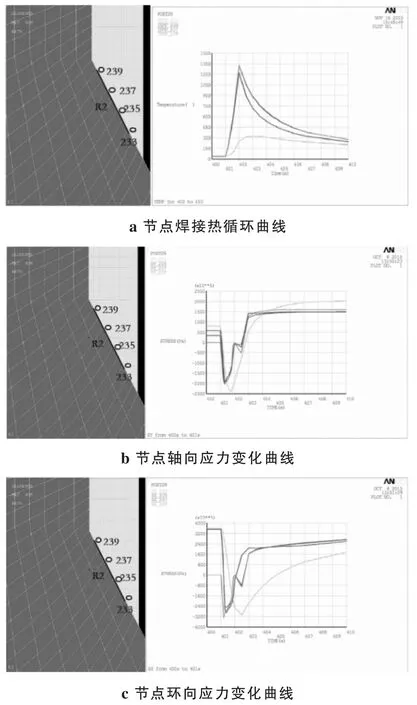
圖4 400~410 s路徑R2上節點溫度及應力曲線Fig.4Temperature and stress curve of Nodes from 400~410 s
噴霧管安全端試件堆焊后的軸向和環向殘余應力分布云圖如圖5所示。可以看出,堆焊后在管道內部形成了復雜的應力狀態:在堆焊層,尤其是最外層,呈現拉伸軸向和環向殘余應力;在原管道內部,特別是原焊縫區域,呈現壓縮軸向和環向殘余應力。
圖6a為原焊縫區域沿半徑方向由內而外的軸向和環向焊接殘余應力曲線,圖6b為管道內表面原焊縫附近的軸向和環向焊接殘余應力曲線。可以看出,焊后在堆焊層區域形成了較小的拉伸殘余應力,沿半徑方向拉應力逐漸向壓應力過渡,最終在管道內表面原焊縫附近區域形成了較小的壓縮軸向殘余應力和較大的壓縮環向殘余應力,應力最大值不超過-50 MPa。通過在管道表面堆焊一定寬度和厚度的熔敷金屬,在原管道內引入了壓縮殘余應力,加強了管道焊縫結構,延長了管道使用壽命。

圖5 軸向和環向焊接殘余應力云圖Fig.5Cloud charts of hoop and axial residual stress
4 結論
(1)以工程焊接結構為研究對象,應用ANSYS軟件建立異種金屬焊接接管表面堆焊的數值模型,結合生死單元技術,模擬計算堆焊過程的溫度場和應力場。
(2)管道堆焊過程中,整個焊件經歷了不均勻的熱過程,焊縫及附近區域具有高溫度、高溫度梯度的特點,呈現非線性特性,其他區域溫度變化較小,線性變化。正是這種不均勻的熱過程造成了復雜的應力狀態。
(3)管道環向焊接過程中,環向應力對應于焊
接縱向應力,軸向應力對應于焊接橫向應力,最終得到的環向殘余應力大于軸向殘余應力。
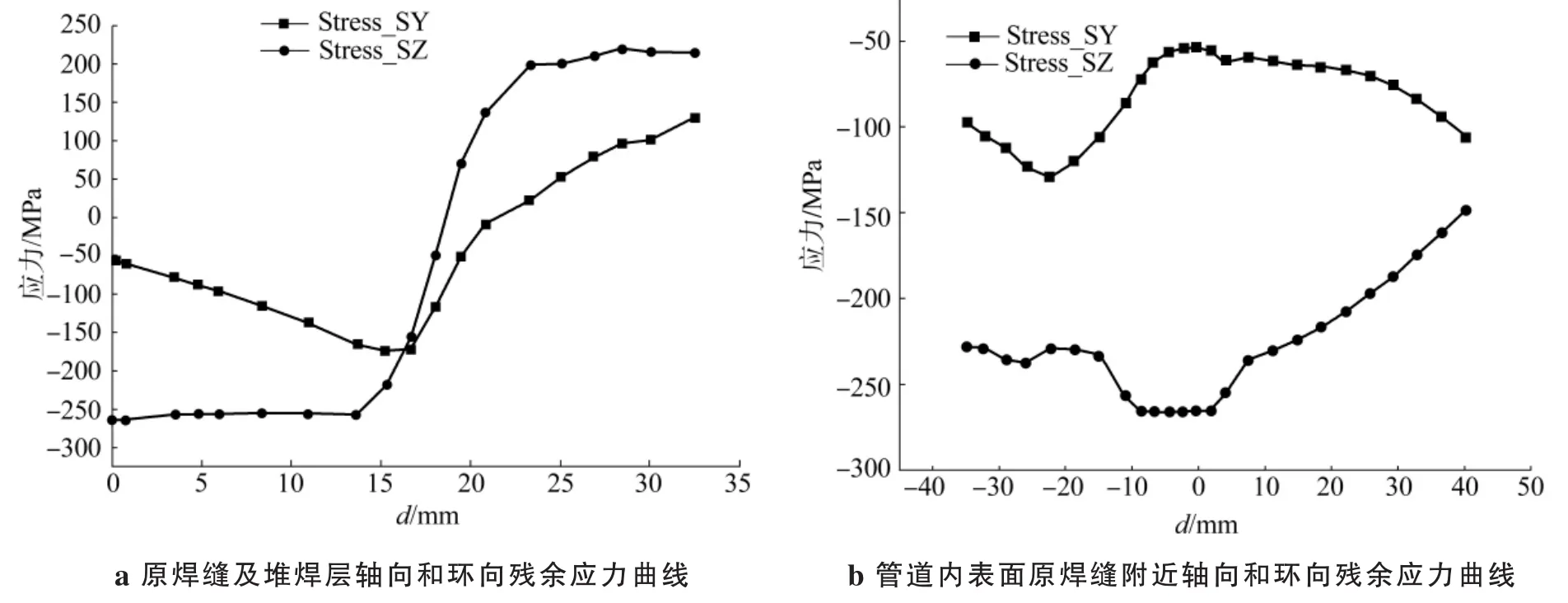
圖6 軸向和環向焊接殘余應力分布曲線Fig.6Distribution curves of hoop and axial residual stress
(4)通過管道表面的堆焊過程,焊接殘余應力沿半徑方向殘余應力由拉應力逐漸向壓應力過渡,最終在管道內表面原焊縫附近形成了壓縮殘余應力,加強了管道結構。
[1]Li G F,Li G J.Stress Corrosion Cracking Behavior of Dissimilar Metal Weld A508/52M/316L in simulated PWR Primary Water Environment[C].Shenyang:2nd international Symposium on Materials and Reliability in Nuclear Power Plants,2011.
[2]劉全印.核電站穩壓器設備安全端焊接技術[J].壓力容器,2009,26(6):34-37.
[3]林燕,董俊慧,劉軍.焊接殘余應力數值模擬研究技術的現狀與發展[J].焊接技術,2003,32(6):5-7.
[4]Eybicki.Computation of residual stresses due to multi-pass welds in pipeing systems[J].Journal of Pressure Vessel Technology,1979(101):149-153.
Finite element analysis of the overlay welding on a nuclear nozzle safe-end dissimilar metal weld joint
LIN Fangqiang,WANG Jian,LUO Xuzhen,LI Hongjun,YE Yihai
(Science and Technology on Reactor Fuel and Materials Laboratory,Nuclear Power Institute of China,Chengdu 610041,China)
Based on thermal elastic-plastic finite element analysis theory,a finite element model for the overlay welding on a nuclear-nozzle dissimilar metal weld joint was built.By ANSYS software,the temperature field and stress field were simulated and the weld residual stress distribution was analyzed,which showed that inhomogeneous thermal effect results in complicated stress state during the welding process.During the overlay welding,the hoop stress varied more rapidly than the axial stress,and the hoop residual stress was greater than the axial residual stress.By the overlay welding,the tensile residual stress was found at the pipelineoutside surface.The pipeline stress decreased gradually from the outside to the inside,and the compressive stress was found in the initial weld and its adjacent zone at the pipeline-inside surface.
overlay welding;residual stress;finite element analysis
TG457.6
A
1001-2303(2016)07-0129-05
10.7512/j.issn.1001-2303.2016.07.30
2015-11-24;
2016-02-16
林方強(1990—),男,碩士,四川綿陽人,主要從事焊接數值模擬研究。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
光學精密工程(2016年6期)2016-11-07 09:07:19
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
