鋁對(duì)高鉻合金埋弧堆焊層組織和耐磨性的影響
2016-12-07 05:10:32鄧小君任艷艷李曉東
電焊機(jī) 2016年9期
鄧小君,任艷艷,李曉東
(河南職業(yè)技術(shù)學(xué)院機(jī)電工程系,河南鄭州450046)
鋁對(duì)高鉻合金埋弧堆焊層組織和耐磨性的影響
鄧小君,任艷艷,李曉東
(河南職業(yè)技術(shù)學(xué)院機(jī)電工程系,河南鄭州450046)
采用合金粉末與實(shí)心焊絲埋弧堆焊相結(jié)合的方法,在Q235鋼表面堆焊含鋁和不含鋁的高鉻合金堆焊層,使用掃描電鏡、能譜儀和磨粒磨損機(jī)等手段研究鋁對(duì)高鉻合金堆焊層的組織和耐磨性的影響。結(jié)果表明,未加鋁粉的堆焊層中主要有含(Fe,Cr)3C型碳化物,含3%Al的堆焊層中主要有M7C3碳化物和黑色小塊狀氧化鋁硬質(zhì)相存在;兩種堆焊層磨損形貌均呈鑿槽或犁溝形態(tài),碳化物形成耐磨骨架。加3%Al堆焊層中的氧化鋁硬度高,能有效減少磨粒的顯微切削運(yùn)動(dòng),堆焊層犁削劃痕比未加鋁粉的淺而細(xì)小,耐磨性較好。
埋弧堆焊;高鉻合金堆焊層;鋁;耐磨性
0 前言
隨著現(xiàn)代工業(yè)的發(fā)展,大量工程零部件都處于高溫高壓等復(fù)雜惡劣的工作環(huán)境,因磨損造成機(jī)械零部件使用壽命縮短和材料浪費(fèi)的現(xiàn)象很嚴(yán)重。如何修復(fù)磨損失效的零部件,延長(zhǎng)其使用壽命成為迫切解決的問題。表面堆焊技術(shù)作為修復(fù)零件和改善材料表面性能的一種工藝,現(xiàn)常用的有焊條電弧焊、埋弧焊、氬弧焊、激光焊、等離子弧等堆焊方法。對(duì)于耐磨堆焊材料,鐵基合金中的Fe-Cr-C系耐磨堆焊合金以其優(yōu)良的抗磨損性能和優(yōu)異的性價(jià)比廣泛應(yīng)用于工礦企業(yè)的抗磨損部件上,但單純的Fe-Cr-C合金無論是硬度還是耐磨性都不夠理想,為了進(jìn)一步提高此系耐磨合金的性能,許多研究者在堆焊合金中加入Nb、Ti、V、Zr、W、Mo等合金元素,以求達(dá)到最佳的效果[1]。但關(guān)于鋁對(duì)Fe-Cr-C耐磨堆焊層影響的報(bào)道相對(duì)較少。
1 試驗(yàn)材料和方法
1.1 試驗(yàn)材料
埋弧堆焊試板為600mm×300mm×30mm的Q235鋼,埋弧焊焊絲為H08A,φ4 mm,焊劑為HJ431。所用堆焊合金粉主要是高碳鉻鐵粉(150~380 μm)和鋁粉(純度大于等于99.0%,75~150 μm),其中高碳鉻鐵粉成分如表1所示。

表1 鉻鐵粉末FeCr67C6.0的化學(xué)成分%Tab.1Composition of ferrochrome powder FeCr67C6.0
1.2 試驗(yàn)方法
施焊前將焊劑烘干,烘干溫度200℃~250℃,烘干時(shí)間1~2 h,認(rèn)真清理焊接試板的鐵銹、油污等,直至露出金屬光澤。試驗(yàn)分兩組,一組合金粉為50 g高碳鉻鐵粉;另一組按高碳鉻鐵粉97%和鋁粉3%的比例稱取50 g合金粉,將其于V型混料機(jī)中混合均勻。然后將兩組合金粉按30 mm×2 mm(寬×厚)均勻地平鋪在已清除氧化皮的Q235鋼板試樣上。按表2中的焊接參數(shù)進(jìn)行堆焊試驗(yàn)。堆焊結(jié)束后,待堆焊層冷卻至室溫,在堆焊層中間利用線切割取10 mm×10 mm×30 mm試樣用于組織分析;每組取φ6mm×25mm的試樣3個(gè)用于磨損試驗(yàn),注意取樣避開起弧和收弧處,在SARTORIUS-BS201S電子天平上稱量磨損前試樣質(zhì)量G0,磨損14個(gè)周期后停機(jī),將試樣放入乙醇溶液中用超聲波清洗2 min,吹風(fēng)機(jī)吹干后用1?天平秤量磨損后質(zhì)量G1。計(jì)算磨損量ΔG=G0-G1。利用JSM-5610LV掃描電子顯微鏡、能譜儀和ML-100磨粒磨損機(jī)分析對(duì)比兩組試樣的組織和耐磨性。

表2 堆焊工藝參數(shù)Tab.2Welding parameters
2 試驗(yàn)結(jié)果和分析
2.1 堆焊層顯微組織分析
堆焊層的顯微組織及能譜如圖1所示,堆焊層的X射線衍射圖如圖2所示。圖1a為未加鋁堆焊層的放大組織,堆焊層組織中碳化物以魚骨狀分布在晶界附近,結(jié)合未加鋁堆焊層的X射線衍(見圖2a)可知該碳化物主要是合金碳化物(Fe,Cr)3C。圖1b為含3%Al堆焊層的放大組織,碳化物以桿狀、塊狀、長(zhǎng)條塊狀分布,結(jié)合圖2b可知碳化物主要是M7C3,包括(Cr,F(xiàn)e)7C3、Fe7C3和Cr7C3,除碳化物外還存在少量黑色小塊狀物,結(jié)合能譜圖(見圖1c)和含3%Al堆焊層的X射線衍(見圖2b)可知黑色小塊狀物為氧化鋁。合金碳化物和碳化物形成原因是:Cr作為強(qiáng)碳化物形成元素是耐磨材料中最常用的合金元素,它與C的親和力較大,在一定Cr/C比下,容易形成一系列的鉻碳化物,如Cr7C3、Cr26C3和Cr3C2等,其中Cr7C3和Cr3C2是穩(wěn)定化合物[2-3]。氧化鋁的存在主要有兩方面原因:一是在電弧的高溫下,氧原子的活潑性能較高,氧原子和鋁原子容易結(jié)合,形成氧化鋁;二是鋁與氧化鐵在高溫下發(fā)生鋁熱反應(yīng),生成氧化鋁。由于氧化鋁熔點(diǎn)高,先從熔體中結(jié)晶出來,低熔點(diǎn)液相則填充于其周圍一起凝固,使得氧化鋁分布于碳化物邊緣[4]。
2.2 堆焊層耐磨性
磨損試樣的平均磨損量如圖3所示。每組磨損試驗(yàn)取三個(gè)試樣的平均值,計(jì)算得到未加鋁堆焊層的磨損量為0.3482g,3%Al堆焊層的磨損量為0.2364g,由此可知,含3%Al堆焊層的耐磨性優(yōu)于0%Al堆焊層的耐磨性。
堆焊層的磨損形貌如圖4所示。所有堆焊層磨損形貌都呈鑿槽或犁溝形態(tài),主要磨損機(jī)制為顯微切削和多次塑性變形磨損[5],但其磨損形貌不同。圖4a磨損表面出現(xiàn)犁削劃痕,個(gè)別劃痕比較深且寬,表面有明顯的即將剝落的金屬,剝落凹坑相對(duì)較大。圖4b磨損形貌顯示,其表面劃痕較淺,有少量的細(xì)小劃痕,表現(xiàn)出較好的耐磨性。其耐磨原理:堆焊層中有硬質(zhì)相碳化物鑲嵌于基體上形成耐磨骨架,可減輕磨粒的嵌入和切削,抑制復(fù)合材料的塑性變形,提高材料磨損性。另外氧化鋁硬質(zhì)相鑲嵌在基體組織中,一定程度上提高了堆焊層的耐磨性[6]。
3 結(jié)論
(1)未加鋁粉的堆焊層組織中存在以魚骨狀分布的(Fe,Cr)3C碳化物,含3%Al的堆焊層中主要有M7C3碳化物和黑色小塊狀氧化鋁硬質(zhì)相存在。
(2)未加鋁粉的堆焊層磨損量為0.348 2 g,含
鋁堆焊層的磨損量為0.236 4 g;堆焊層磨損形貌均呈鑿槽或犁溝形態(tài),加3%Al堆焊層的氧化鋁硬質(zhì)相硬度較高,鑲嵌在基體組織中,可減少堆焊層的磨損,其犁削劃痕比未加鋁粉的淺而細(xì)小,耐磨性較好。
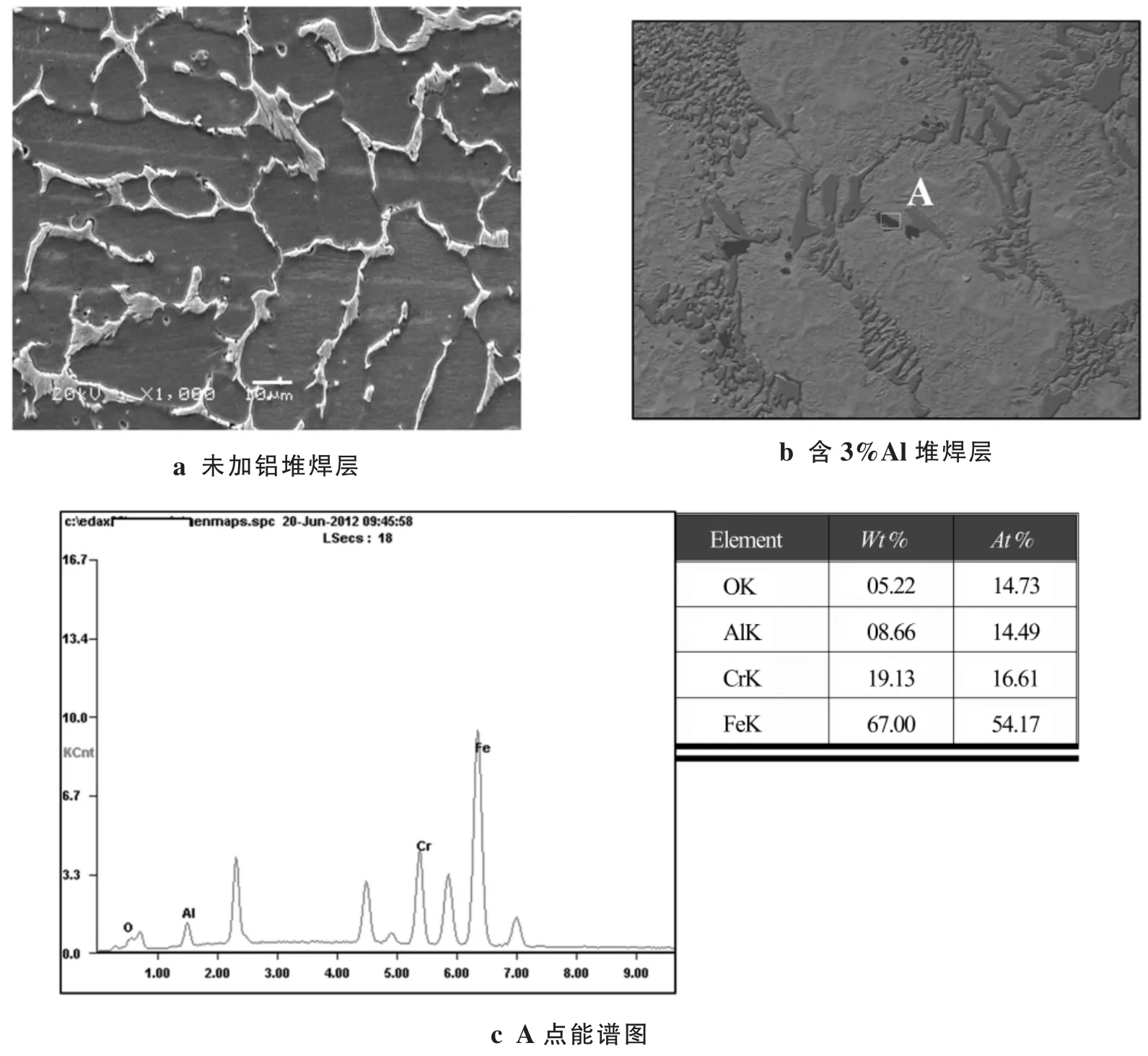
圖1 堆焊層的顯微組織及能譜圖Fig.1Microstructure and EDS of surfacing alloys
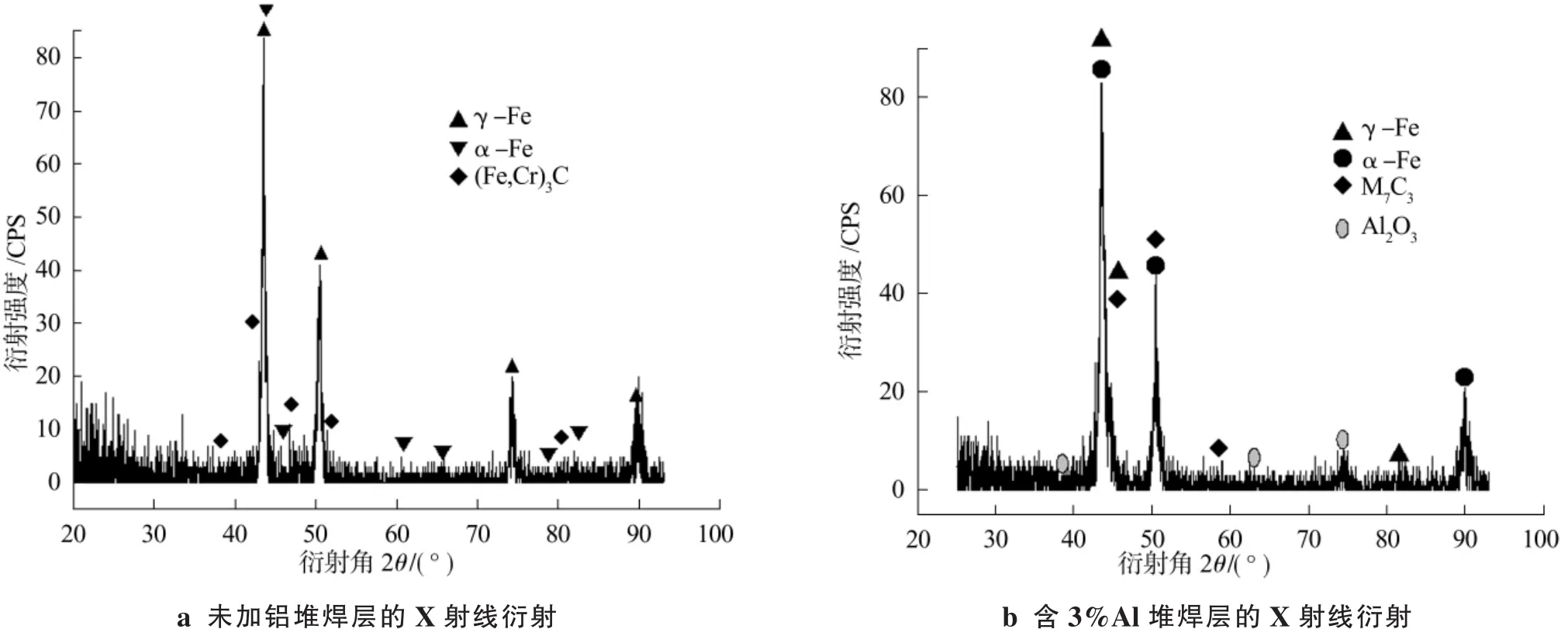
圖2 不同鋁含量堆焊層的X射線衍射Fig.2XRD patterns of surfacing alloys
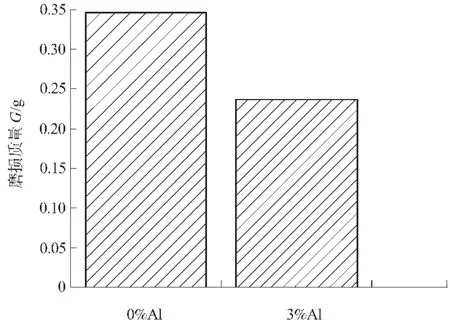
圖3 堆焊層的磨損量Fig.3Wear loss of surfacing alloys
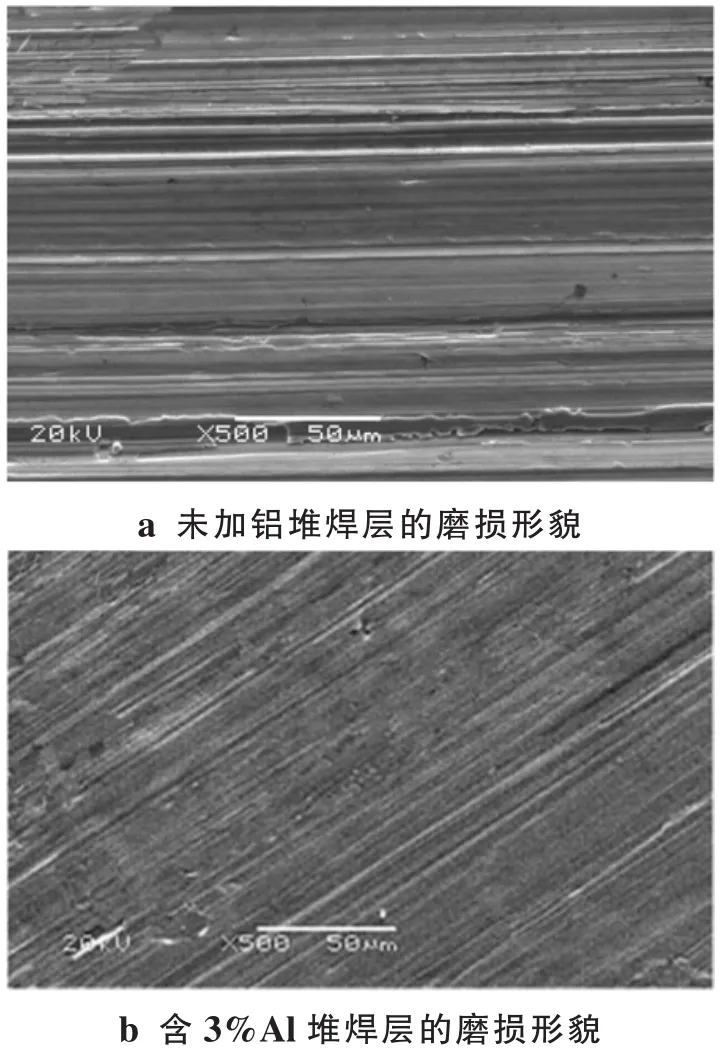
圖4 堆焊層的磨損形貌Fig.4Worn morphology of surfacing alloys
[1]徐濱士.再制造工程與納米表面工程[J].上海金屬,2008,30(1):1-7.
[2]劉政軍,蘇允海.M7C3的形態(tài)分布對(duì)鐵基復(fù)合層耐磨性能的影響[J].焊接學(xué)報(bào),2008,29(1):65-72.
[3]單際國(guó),張迪,任家烈.鎳基合金粉末光束堆焊層的微觀組織及強(qiáng)化機(jī)理[J].材料研究學(xué)報(bào),2002,16(2):151-157.
[4]余圣甫,張遠(yuǎn)欽.Al2O3陶瓷/不銹鋼自蔓延高溫原位合成連接[J].焊接學(xué)報(bào),2004,25(2):119-122.
[5]宋小波.Fe-Cr-Nb-B-C耐磨堆焊層性能的研究[D].北京:北京工業(yè)大學(xué),2010.
[6]楊可,余圣甫,楊華.氮合金化堆焊硬面合金組織與耐高溫磨損性能[J].焊接學(xué)報(bào),2011,32(1):5-8.
Influence of aluminum on the microstructures and wear resistance of high chromium alloy submerged arc surfacing layer
DENG Xiaojun,REN Yanyan,LI Xiaodong
(Department of Mechanical and Electrical Engineering,He′nan Institute of Vocational&Technology,Zhengzhou 450046,China)
The high chromium alloy surfacing layers containing aluminum and without aluminum were obtained using alloy powder combined with solid wire submerged arc welding method on the surface of Q235 steel.Influence of aluminum on the microstructures and wear resistance ofhigh chromium alloy surfacing layer were analyzed by scanning electron microscope,energy dispersive spectrometer and weartester.Theresultsshowthatthemicrostructureofsurfacingalloylayerswithoutaluminummainlyconsistof(Fe,Cr)3C,themicrostructure of surfacing alloy layers with 3%aluminum consist of M7C3and the little black block of alumina.The wear morphology of two kinds of surfacing layer is gouge or furrows form,and the wear-resistant skeleton is made up of carbide.High hardness of aluminum oxide can effectively reduce the micro abrasive cutting movement in surfacing alloy layers with 3%aluminum.The plough cut scratches of surfacing alloylayers is more shallowand small than without aluminumpowder and wear resistance is better than it.
submerged arc surfacing;high chromium alloy surfacing layer;Al;wear resistance
TG406
A
1001-2303(2016)09-0097-04
10.7512/j.issn.1001-2303.2016.09.22
2016-08-02;
2016-08-16
河南省自然科學(xué)基金項(xiàng)目(152300410146)
鄧小君(1964—),女,副教授,學(xué)士,主要從事焊接材料及工藝的研究工作。
