Y25型轉向架多層多道的焊接變形數值模擬
2016-12-07 05:10:43徐紫薇朱忠尹張勇軍
電焊機 2016年9期
徐紫薇,吉 超,陳 鵬,朱忠尹,張勇軍
(1.成都工貿職業技術學院,四川成都611731;2.西南交通大學焊接實驗室,四川成都630031)
Y25型轉向架多層多道的焊接變形數值模擬
徐紫薇1,吉 超1,陳 鵬2,朱忠尹2,張勇軍2
(1.成都工貿職業技術學院,四川成都611731;2.西南交通大學焊接實驗室,四川成都630031)
針對Y25型轉向架的焊接工藝特點,采用焊接數值模擬軟件SYSWELD,通過熱彈塑性有限元方法,對Y25型轉向架側梁進行了熱彈塑性有限元模擬,得出了采用不同焊接方向時側梁的變形規律。結果表明,在幾種焊接方向下側梁發生的變形趨勢基本一致,但在不同的焊接方向下產生的角變形平均值變化率達到了7.82%,該變化率與選取的模擬方向有關;在不進行對稱焊接的情況下,改變焊接方向不可能完全改變焊接變形的趨勢。
轉向架;多層多道焊;數值模擬
0 前言
Y25型轉向架是目前歐洲廣泛使用的標準轉向架,采用一體式結構,中部立板為單腹板結構,質量輕、韌性好。焊接Y25型轉向架時需采用規格不同、形狀不同的板材,對工藝要求很高。對于大型構件的焊接變形模擬,許多研究者都提出了相對應的算法,但因焊接過程中材料變化的復雜性導致了模擬計算不僅量大,而且不易收斂,所以目前對于焊接過程中材料變形的數值模擬沒有十分有效的方法來保證計算結果的精確度。此外,Y25型轉向架在生產過程中采用的多層多道焊接工藝較一般的焊接更為復雜。怎樣解決多層多道焊時,方向、順序以及工裝夾具等因素對焊接變形的影響,目前還沒有很好的方法。本研究針對Y25型轉向架焊接時的工藝特點,對其側梁在焊接過程中產生的變形進行了模擬研究。
1 多道焊處理工藝
本研究在進行側梁焊接變形的數值模擬時采取單元軟化法。單元軟化法就是在進行數值模擬過
程中,焊縫區域加入填充金屬前,給焊縫全部單元的彈性模量賦一個極小的值,比熱容、線膨脹系數、熱導率也賦一個非常小的值。這樣在進行金屬填充之前,最后的焊縫單元不能進行熱傳導[1]。因此,焊接接頭部分的單元由彈性模量和熱傳導率等參數控制,這些單元不參與力學和熱學的計算過程,隨著焊接過程的進行,焊道數逐漸增加,熱傳導率和彈性模量也漸漸恢復到正常值,構件在焊接完成后的冷卻過程中賦予其常溫下的物理參數值然后進行計算求解,焊縫狀態如圖1所示。
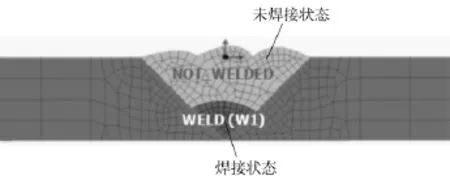
圖1 焊縫狀態
2 有限元模型
采用CO2氣體保護焊,焊接參數為:電流250~300 A,電壓26.5~28.5 V,氣體流量20 L/min。側梁結構共有4條長直焊縫,單條焊縫需經過4道焊接而形成,每條焊道的分布及順序如圖2所示,左右焊道交替焊接。
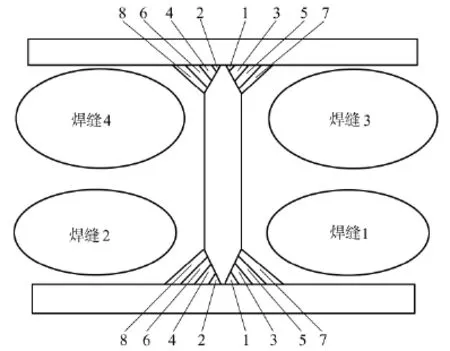
圖2 焊道分布
Y25型轉向架的側梁包含上蓋板、下蓋板、腹板和4塊肋板,腹板板厚為16 mm,上蓋板和下蓋板的板厚均為12 mm,長度3 000 mm。本次模擬采用SYSWELD軟件中的網格專用劃分工具對轉向架側梁進行網格的劃分,網格劃分完成后的模型如圖3所示,SYSWELD軟件中的網格劃分采取實體網格劃分技術,側梁構架的網格模型共有137 994個實體單元。

圖3 轉向架的網格模型
由于網格數較多,計算量較大,為了保證數值模擬計算的精度和效率,在對構件進行網格劃分時采用了漸變網格——靠近焊縫區域和焊縫區域劃分的網格較小,遠離焊縫區域采用較大的網格,即網格尺寸隨著離焊縫距離的增加而增大。這樣劃分網格的目的是施焊過程中的焊縫區域屬于變化的中心區域,溫度變化明顯,溫度梯度較大,為了能更好地顯示焊接是溫度場的變化形態,采用較小的網格尺寸。但如果全部采用小尺寸網格,計算量將大大增加,因此,在遠離焊縫區域,溫度場變化較小的區域采用較大的網格尺寸[2]。轉向架采用的約束如圖4所示。

圖4 轉向架的約束模型
3 材料化學成分及物理性能
Q345鋼的化學成分如表1所示。
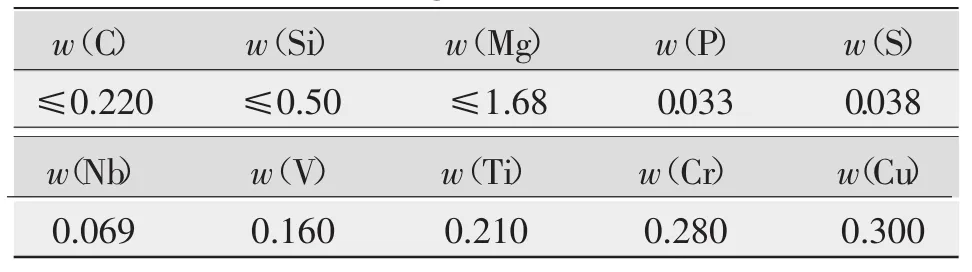
表1 Q345化學成分%
Q345鋼的物理性能如圖5所示。
在焊接過程數值模擬中,如果焊縫區域溫度過
高會影響結果,降低模擬精度,因此一般將熱源溫度控制在稍高于材料熔點。
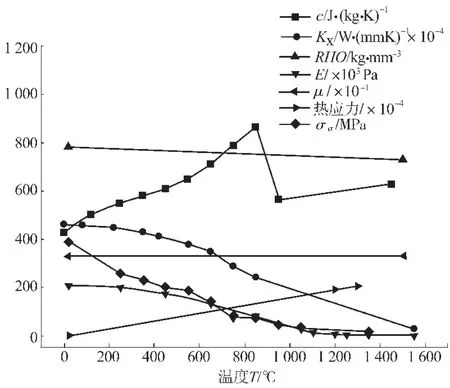
圖5 Q345鋼物理性能
4 數值分析及模擬
在施焊過程中,焊接熱源的不斷移動引起工件在焊接過程中各個部分發生不同步的變形。為了獲得不同焊接方向下焊接構件的變形規律,選取了五種典型焊接方向進行數值模擬,如圖6所示。
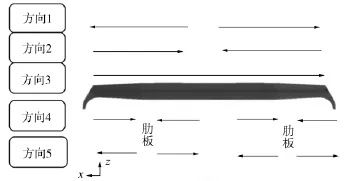
圖6 五種不同焊接方向
所有焊接方向的焊道都是四層焊道,每條焊縫均是先焊第一層,接著焊接第二層、第三層、第四層。依照圖6所示,焊接方向為從左到右。方向4和方向5都是以肋板為基準,方向4是先向端部方向施焊,然后再向中間方向施焊。方向5是先向中間方向施焊,再向端部方向施焊。
采用方向1獲得的側梁變形數值模擬結果如圖7所示。

圖7 方向1最終變形云圖
側梁構件的所有焊縫都帶坡口,在焊接過程中往焊縫中添加金屬時會產生塑性變形,變形的積累導致在y方向出現了較大的角變形量。x方向的變形主要匯集在上蓋板中部、兩肋板之間的部分。z方向變形量最大的部分是在上蓋板中部。x方向和z方向上的產生的變形都較小,大多都在1 mm內。大角變形量最大的區域集中在上下蓋板兩個端部,然而在肋板和約束部分基本沒有角變形,整體也沒有彎曲變形,這主要是因為結構中的腹板提高了變形的剛度。上述數值模擬結果與實際焊接生產過程中側梁構件發生的變形一致,實際生產中檢測到的變形主要是翹曲,表現為上蓋板和下蓋板向內側翹曲[3]。角變形是著重需要關注的變形。因此在評估變形時,主要對焊接過程中發生的角變形進行了評估。
五種典型焊接方向下模擬得到的側梁左右端角變形以及平均角變形數據統計如表2所示。
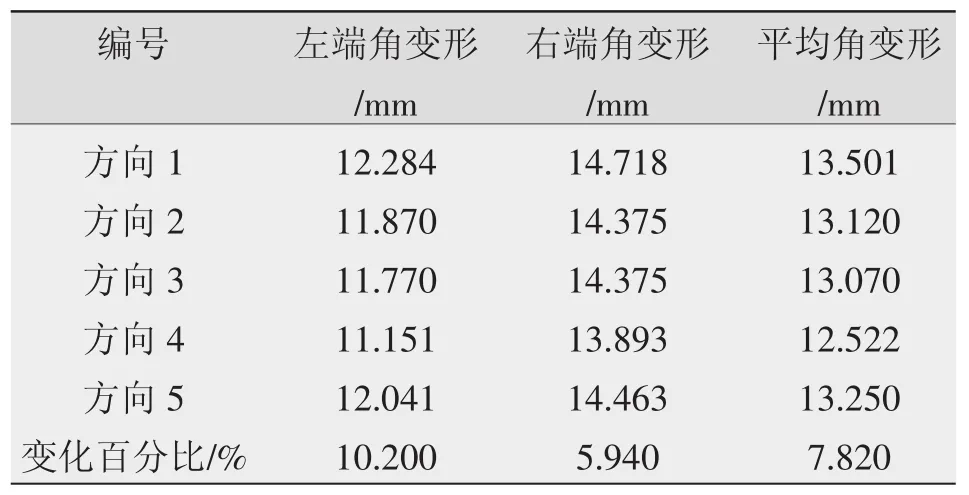
表2 不同焊接方向下的焊接變形
模擬五種典型焊接方向,分析表2的變形數據,在五種焊接方向下焊接過程中發生的平均角變形量變化百分比達到了7.82%。因此,焊接方向是影響角變形的重要因素之一。當焊接結構較為復雜、焊縫數量多、分布不對稱的情況下,可以采用焊接數值仿真模擬,能較快地優化現有的焊接工藝[4]。
由表2可知,方向4產生的角變形量較小,為五種方向中的最佳焊接方向;而采用方向1進行焊接時產生的焊接角變形量較大,為五種焊接方向中最差的。
5 結論
(1)對五種典型焊接方向進行了數值仿真模擬,五種方向下所產生的焊接角變形趨勢基本一致,但焊接方向不同平均角變形量也不同,相對角變形變化量達到7.82%,這與選取的焊接方向有關。
(2)在不采用對稱焊接的情況下,焊接方向不是焊接角變形的唯一影響因素。因此,通過調整焊接方向來降低焊接角變形量的效果有限。
[1]佘昌蓮.焊接結構的殘余應力研究[D].武漢:武漢理工大學,2006.
[2]Goldak J A.Error due to two dimensional approximation in heat transfer analysis of welding[J].Welding Journal,1993,72(9):440-446.
[3]Y25型轉向架焊接構架制造工藝[J].機車車輛工藝,2012,10(5):18-20.
[4]蔡志鵬.大型結構焊接變形數值模擬的研究與應用[D].北京:清華大學,2001.
Welding deformation numerical simulation of multi-layer and multi-pass welding on Y25 type bogieon Y25 type bogie
XU Ziwei1,JI Chao1,CHEN Peng2,ZHU Zhongyin2,ZHANG Yongjun2
(1.Chengdu Industry and Trade College,Chengdu 611731,China;2.School of Materials Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China)
Based on the multi-layer and multi-pass characteristics of Y25 type bogie,this paper uses the welding numerical simulation software SYSWELD,by means of thermal elastic-plastic finite element method,simulating on the side beam of Y25 type bogie,to get the influence rule of the welding deformation under different welding direction.The results show that,first,the welding deformation trend is essentially the same under the different kinds of simulated welding direction,which means the welding direction influences the welding deformation trend.The percentage of the average angular deformation under different direction reaches to 7.82%.Under the condition of not usingsymmetrywelds,the effect is limited bychangingthe direction ofweldingtoreduce weldingdeformation.
bogie;multi-layer and multi-pass welding;numerical simulation
TG404
A
1001-2303(2016)09-0114-04
10.7512/j.issn.1001-2303.2016.09.27
2016-07-09;
2016-09-03
徐紫薇(1989—),女,四川什邡人,在讀碩士,主要從事焊接數值模擬的研究工作。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
建材發展導向(2021年6期)2021-06-09 05:57:08
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2019年12期)2020-01-06 03:17:46
西南交通大學學報(2018年5期)2018-11-08 10:58:26
制造業自動化(2017年2期)2017-03-20 14:26:13
鐵道運營技術(2015年3期)2015-12-23 09:27:14
