基于PowerMILL編程的萬(wàn)能角度頭數(shù)控加工案例分析
2016-12-08 06:18:56王勇關(guān)鵬顧奎亮劉成林
汽車(chē)實(shí)用技術(shù) 2016年11期
王勇,關(guān)鵬,顧奎亮,劉成林
(華晨汽車(chē)工程研究院試制控制處,遼寧 沈陽(yáng) 110141)
工藝裝備
基于PowerMILL編程的萬(wàn)能角度頭數(shù)控加工案例分析
王勇,關(guān)鵬,顧奎亮,劉成林
(華晨汽車(chē)工程研究院試制控制處,遼寧 沈陽(yáng) 110141)
以斜孔的數(shù)控加工為例,介紹了使用PowerMILL編程軟件對(duì)萬(wàn)能頭進(jìn)行程序編制的優(yōu)勢(shì)。
萬(wàn)能頭;POWERMILL;程序編制
10.16638/j.cnki.1671-7988.2016.11.042
CLC NO.: U466 Document Code: A Article ID: 1671-7988(2016)11-113-03
前言
在機(jī)械加工中,常會(huì)遇到與機(jī)床主軸不垂直的空間斜孔銑削加工,在三軸聯(lián)動(dòng)的數(shù)控加工中心上,采用萬(wàn)能頭改變機(jī)床主軸方向,實(shí)現(xiàn)空間斜孔銑削加工,但由于主軸方向的變化,導(dǎo)致了程序編制及刀具對(duì)刀的困難,PowerMILL軟件的出現(xiàn)完美的解決了上述問(wèn)題。
1、PowerMILL簡(jiǎn)介
PowerMILL軟件是英國(guó)DELCAM 公司開(kāi)發(fā)的一款獨(dú)立的3D 加工軟件,它是2~5軸高速銑削加工CAM 系統(tǒng), 它可以由輸入的模型快速產(chǎn)生無(wú)過(guò)切的刀具路徑,提供了從粗加工到精加工的全部選項(xiàng),加工策略豐富,專(zhuān)業(yè)性強(qiáng),自動(dòng)化程度高,刀具軌跡計(jì)算速度快,對(duì)生成的加工軌跡可以進(jìn)行仿真。
筆者采用PowerMILL 軟件進(jìn)行萬(wàn)能角度頭數(shù)控編程加工,通過(guò)使用PowerMILL 3+2功能,簡(jiǎn)單快速實(shí)現(xiàn)萬(wàn)能頭程序的編制,及萬(wàn)能頭零點(diǎn)的確定,使用普通三軸后處理即可實(shí)現(xiàn)程序的輸出。
2、萬(wàn)能角度頭簡(jiǎn)介
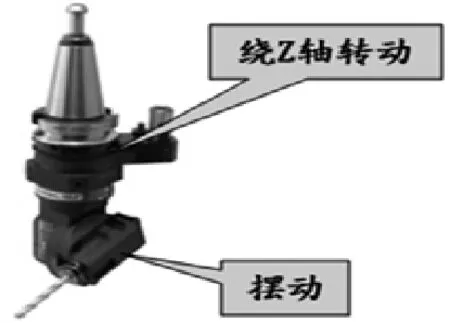
圖1
角度頭作為一種機(jī)床附件,機(jī)床安上角度頭后,刀具旋轉(zhuǎn)中心線(xiàn)可以與主軸旋轉(zhuǎn)中心線(xiàn)成指定的角度,加工工件時(shí)無(wú)需改變機(jī)床結(jié)構(gòu)就可以增加加工范圍,萬(wàn)能角度頭是指銑削輸出軸可在水平和垂直兩個(gè)平面內(nèi)回轉(zhuǎn)的銑頭。其中圍繞機(jī)床Z軸旋轉(zhuǎn)的軸叫C軸,圍繞機(jī)床X軸旋轉(zhuǎn)的軸叫A軸,如圖1所示,可以使一些用傳統(tǒng)方法難以完成的加工得以實(shí)現(xiàn),并能減少工件重復(fù)裝夾,提高加精度和效率,被廣泛應(yīng)用于航空、汽車(chē)、模具等機(jī)械加工的各個(gè)領(lǐng)域。
3、萬(wàn)能頭編程加工難點(diǎn)
采用萬(wàn)能頭刀柄的數(shù)控加工過(guò)程中需要相應(yīng)的平動(dòng)軸數(shù)據(jù)和轉(zhuǎn)動(dòng)軸數(shù)據(jù)來(lái)驅(qū)動(dòng)機(jī)床部件的運(yùn)動(dòng)。
由于大多數(shù)企業(yè)的數(shù)控機(jī)床是三軸聯(lián)動(dòng)另加1-2個(gè)不能聯(lián)動(dòng)的回轉(zhuǎn)軸,在這種條件下,編程就相對(duì)復(fù)雜。萬(wàn)能頭編程一般采用手動(dòng)編程和CAM軟件編程兩種方式。由于萬(wàn)能頭刀具軸線(xiàn)與主軸不一致,采用手動(dòng)編程主要有以下難點(diǎn):(1)空間幾何變量之間的數(shù)學(xué)關(guān)系不易求解,要建立各加工變量之間的數(shù)學(xué)模型;(2)空間坐標(biāo)系的變換,要將銑刀的空間運(yùn)動(dòng)轉(zhuǎn)化為平面運(yùn)動(dòng);總的來(lái)說(shuō),手動(dòng)編程操作繁瑣,需要用數(shù)學(xué)公式確定運(yùn)動(dòng)關(guān)系,參數(shù)很多,非常容易出錯(cuò),且手動(dòng)編程只能編輯較為簡(jiǎn)單的型面,通用性不高。所以一般采用CAM軟件對(duì)萬(wàn)能頭進(jìn)行編程。對(duì)萬(wàn)能頭刀柄進(jìn)行工藝的編制,在CAM軟件中與常規(guī)刀柄相同,但輸出程序時(shí)由于刀具方向和刀柄結(jié)構(gòu)已發(fā)生變化,刀軌數(shù)據(jù)空間坐標(biāo)轉(zhuǎn)換需考慮刀柄結(jié)構(gòu)的影響,大部分CAM軟件需用額外購(gòu)買(mǎi)五軸權(quán)限,并且需要根據(jù)機(jī)床的操作系統(tǒng)制作相應(yīng)的程序后處理文件才能完成程序的輸出,需要較高的成本。
同時(shí)在刀具對(duì)刀時(shí),需要計(jì)算刀具與對(duì)刀儀的接觸點(diǎn)到刀具中心的距離,常規(guī)方法為通過(guò)三角函數(shù)進(jìn)行計(jì)算,速度很慢且容易出錯(cuò)。而使用PowerMILL進(jìn)行萬(wàn)能頭編程時(shí),可以完美的解決以上問(wèn)題。
4、powermill萬(wàn)能頭編程優(yōu)勢(shì)
使用PowerMILL進(jìn)行萬(wàn)能頭編程時(shí),編程方便快捷,而且不需要額外購(gòu)買(mǎi)五軸權(quán)限,使用普通的三軸后處理就能完成程序的輸出。
下面通過(guò)一個(gè)例子來(lái)講解如何采用PowerMILL軟件來(lái)編制萬(wàn)能角度頭程序。如圖2所示:加工完零件的型面后,現(xiàn)在用角度頭加工型面上的直徑為16mm的法向孔。
4.1編制程序
用PowerMILL編制萬(wàn)能頭程序時(shí),跟編制普通的三軸程序方法基本一致,運(yùn)用PowerMILL的3+2功能,只需新建一個(gè)程序坐標(biāo)系,不需要進(jìn)行復(fù)雜的數(shù)學(xué)運(yùn)算。如圖2所示,實(shí)際坐標(biāo)系為加工型面的坐標(biāo)系,在這個(gè)坐標(biāo)系下,圖中的孔是帶A、C角度的。需要建立一個(gè)如圖所示的相對(duì)于孔是垂直的程序坐標(biāo)系。在程序坐標(biāo)系激活狀態(tài)下,用直徑為10mm的平刀完成法相孔程序的編制,如圖2。
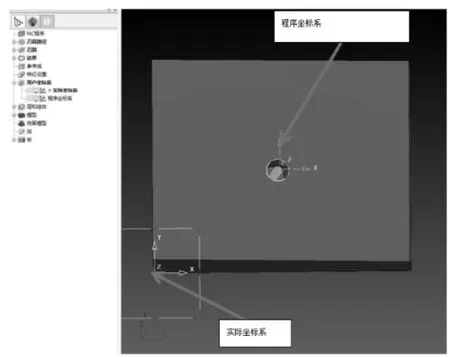
圖2
4.2產(chǎn)生角度頭的程序
在程序坐標(biāo)系激活下編制完成孔的加工程序后,不需要特定的后處理,只需對(duì)NC參數(shù)進(jìn)行設(shè)置就能完成程序的輸出。輸出坐標(biāo)系選擇:實(shí)際坐標(biāo)系。而自動(dòng)刀具對(duì)齊要關(guān)閉,選擇通用的三軸后處理,然后點(diǎn)應(yīng)用,接受,如圖3,然后右鍵單擊NC程序點(diǎn)全部寫(xiě)入,就可以輸出后置程序了。
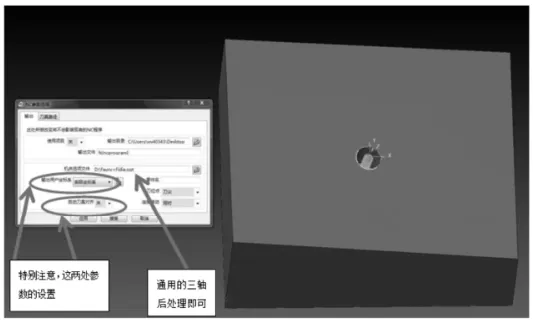
圖3
4.3對(duì)萬(wàn)能角度頭進(jìn)行擺角
在機(jī)床加工之前需要手動(dòng)對(duì)萬(wàn)能角度頭進(jìn)行擺角和對(duì)刀。PowerMILL 程序坐標(biāo)系相對(duì)于實(shí)際坐標(biāo)系的仰角和方位角就是萬(wàn)能頭的需要調(diào)整的A、C角度。
4.4對(duì)萬(wàn)能角度頭進(jìn)行對(duì)刀
萬(wàn)能頭角度設(shè)置完成后,需要對(duì)萬(wàn)能頭進(jìn)行對(duì)刀。PowerMILL出的平刀程序?yàn)榈吨行牡能壽E,所以對(duì)刀點(diǎn)為平刀中心。由于萬(wàn)能頭已經(jīng)擺角,所以需要測(cè)出刀具與對(duì)刀儀的接觸點(diǎn)到刀具中心的距離,以往需要使用三角函數(shù),根據(jù)A、C角度算出數(shù)值,通過(guò)使用PowerMILL軟件可以更加直觀快速的得出數(shù)值,具體方法如下:
(1)首先在程序坐標(biāo)系下,做出直徑為10的圓,如圖4。
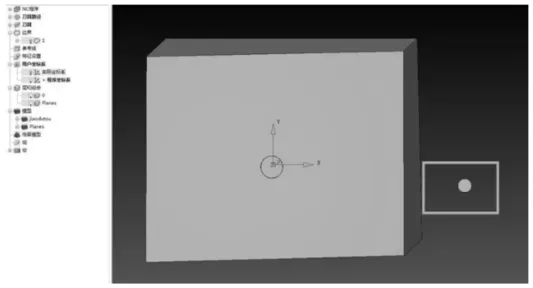
圖4
圖5
(2)激活實(shí)際坐標(biāo)系,建立毛坯,并將實(shí)際坐標(biāo)系平移到毛坯的中心如圖5。
(3)重新計(jì)算毛坯,在毛坯的界限里面的最小數(shù)值X、Y、Z就是刀具在用對(duì)刀塊側(cè)面三個(gè)面對(duì)刀后的刀具偏置量,如圖6。

圖6
(4)在萬(wàn)能頭擺完角度的狀態(tài)下對(duì)刀后,將這三個(gè)數(shù)值輸入機(jī)床坐標(biāo)系的偏置中,就可以進(jìn)行對(duì)零件的加工了。
5、結(jié)論
使用PowerMILL編程的萬(wàn)能頭在加工空間斜孔的零件方面更具優(yōu)勢(shì),它方便快捷,節(jié)省時(shí)間,同時(shí)降低了成本。
[1]韓玲國(guó).角度頭刀具在數(shù)控加工中的應(yīng)用[J].制造技術(shù)與機(jī)床,2007(11):83.
[2]李海.飛機(jī)復(fù)雜結(jié)構(gòu)件角度頭加工技術(shù)[D].南京:南京航空航天大學(xué),2012.
[3]王先逵.計(jì)算機(jī)輔助制造.北京:清華大學(xué)出版社,2008.
[4]周濟(jì),周艷紅.數(shù)控加工技術(shù).北京:國(guó)防工業(yè)出版社,2002.
[5]張磊.UG NX4后處理技術(shù)培訓(xùn)教程.北京:清華大學(xué)出版社,2007.
Research on universal milling head NC Programming based on PowerMILL
Wang Yong, Guan Peng, Gu Kuiliang, Liu Chenglin
( Brilliance Automotive Engineering Research Institute PT_Control, Liaoning Shenyang 110141 )
As an example of the machining of an inclined hole the article discusses the advantage of creating universal milling head NC Programming by PowerMILL.
universal milling head; PowerMILL; NC Programming
U466 文獻(xiàn)表示碼:A
1671-7988(2016)11-113-03
王勇(1988-),男,助理工程師,就職于華晨汽車(chē)工程研究院試制控制處,從事機(jī)加工藝工作。
猜你喜歡
汽車(chē)實(shí)用技術(shù)(2022年15期)2022-08-19 02:48:28
今日農(nóng)業(yè)(2020年20期)2020-12-15 15:53:19
人大建設(shè)(2019年12期)2019-05-21 02:55:44
能源(2018年10期)2018-12-08 08:02:48
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
能源(2016年10期)2016-02-28 11:33:30
汽車(chē)實(shí)用技術(shù)(2015年8期)2015-12-26 09:01:02
中國(guó)衛(wèi)生(2015年3期)2015-11-19 02:53:32
