國外膏體充填基礎理論研究綜述
2016-12-12 03:11:21張希巍HassaniFerri
中國礦業 2016年11期
關鍵詞:研究
李 亮,張希巍,Hassani Ferri
(1.深部金屬礦山安全開采教育部重點實驗室,遼寧 沈陽 110819;2.東北大學資源與土木工程學院,遼寧 沈陽 110819;3.麥吉爾大學采礦與材料工程系,魁北克 蒙特利爾 H3A2A7)
?
國外膏體充填基礎理論研究綜述
李 亮1,2,張希巍1,2,Hassani Ferri3
(1.深部金屬礦山安全開采教育部重點實驗室,遼寧 沈陽 110819;2.東北大學資源與土木工程學院,遼寧 沈陽 110819;3.麥吉爾大學采礦與材料工程系,魁北克 蒙特利爾 H3A2A7)
膏體充填是將尾砂、膠結劑和水進行優化組合,配制成的牙膏狀膠結體,通過管道以柱塞流的形態輸送到充填采場。膏體充填與以往漿體充填相比有很多技術優勢,如早期強度大有利于縮短充填時間,充填所需水泥用量少降低采礦成本等等,受到了世界各地現代礦山企業的青睞。本文基于對膏體充填技術發展史的回顧,總結了過去30年內世界各地對膏體充填技術研究的新進展,得出以下結論:膏體的充填材料成分及粒度分布對膏體的流動性能及力學性能有顯著影響,膏體的配料中-20μm顆粒的含量必須大于15%;膏體屬于結構流體,具有較高的屈服應力和黏度,管道輸送速度小于1m/s,明確膏體的流動特性和如何降低屈服應力是其輸送系統的關鍵;采場中充填后內部應力變化復雜,產生拱效應,由于拱效應的影響使充填強度大幅升高,在充填設計中需考慮拱效應以降低充填成本。
膏體材料;流變性能;應力變化;管道泵送
充填法采礦能夠最大化回采礦石,采礦工作面安全性好,同時將尾砂回填到采場解決了尾礦堆放污染問題[1-3]。采礦充填按照充填工藝和方式大致可分為干式充填(廢石充填)、漿體充填和膏體充填[4]。膏體充填是一種先進的充填技術,綜合應用了現代多項先進新技術,其充填強度度大、充填后所需排水量極少、料漿均質難沉淀、管道輸送高效等,在礦山長期發展中有著巨大的應用優勢[4-5]。膏體充填是我國礦業發展的一個重要方向,在當代綠色礦山開采具有廣闊的應用前景。
1979年德國Bad Grund鉛鋅礦山首次試驗成功了礦山膏體充填技術,解決了低濃度水砂膠結充填沁水嚴重的問題[4,6]。1997年澳大利亞Cannington礦山采用分段空場法采礦,對采空區采用膏體自流輸送方式充填,充填站最大輸送料速度到了420t/h[7]。到2000年時膏體充填在加拿大的應用已相當普遍,水力膠結充填的礦山大多改用膏體充填進行生產[1]。20世紀90年代金川有色金屬公司在國內首次成功應用了全尾砂膏體充填技術[8-9],隨后在金屬和非金屬礦山開始推廣使用膏體充填。我國膏體充填經過二十多年的發展與研究,對膏體充填應用方面取得了許多顯著的成果。未來膏體充填將成為我國礦業發展的一個重要方向,具有廣闊的應用前景。與漿體充填相比,膏體物料中必須含有一定量細小顆粒,國內外研究結果表明物料中小于-20μm的顆粒含量須在15%以上[8,10]。膏體的料漿屬于高粘度、高屈服應力的結構流體,質量濃度大,在管道中呈柱塞狀平推運動。Landriault對膏體工業生產進行分析總結,指出膏體充填速率較慢在50~200t/h、但充填效率高、水泥消耗量少,綜合運營成本相對漿體充填低[3,11-13]。
吳愛祥指出由于我國充填體強度設計相對過于保守,膠結劑用量大,是造成充填成本居高不下的主要原因,從而在一定程度上限制了膏體充填的應用發展[14]。膏體制備及膏體輸送是決定充填成本的主要因素。要改進膏體制備與輸送系統,降低充填難度和成本,必須清楚膏體的基本性能,因而對膏體的基礎理論研究是必不可少的。鑒于此,本文基于國外膏體充填的發展史,概述總結了國外對膏體充填的基礎理論研究,從膏體材料的性能、膏體流變特性和輸送、充填場應力變化和穩定性的三方面研究展開深入分析,以期為我國膏體充填研究提供參考。
1 膏體材料性能研究
膏體料漿的性能由制備膏體的材料性質決定,研究膏體組成材料的性能是研究膏體強度及流動性的基礎。本章節圍繞膏體組成材料的粒徑、化學成分、膠結劑以及料漿的流變性能等方面進行概述分析。
1.1 尾礦材料粒徑影響分析
通常尾砂為充填材料的首選骨料,其粒徑分布和礦物成分對膏體性能有重要的影響。尾砂的粒徑很大程度上取決于選礦工藝和脫泥技術[15]。尾砂材料研究中通常按照以下標準對顆粒粒徑進行劃分:黏土<0.002mm,泥沙0.06~0.002mm,細沙0.2~0.06 mm,中沙0.6~0.2mm,粗砂2~0.6mm,礫石>2 mm[16-18]。充填材料的粒徑分布直接影響著料漿的流動狀態,為了確定充填材料的粒徑分布狀況,礦業領域通常采用不均勻系數Cu和曲率系數Cc來表明充填材料固體顆粒粒徑分布情況[1]。不均勻系數Cu[18]計算公式見式(1)。
(1)
粒徑分布的另一指標參數曲率系數Cc[18]見式(2)。
(2)
式中:D10為10%顆粒能通過的篩孔徑,μm;D30為30%顆粒能通過的篩孔直徑,μm;D6為60%顆粒能通過的篩孔直徑,μm。
粒徑分布,Cu值愈大,表示充填材料中粒級組成越不均勻,材料中大小顆粒相差越為懸殊[10]。Das認為具有良好分級材料其不均勻系數Cu數值在5~10[1],曲率系數Cc數值在1~3[18-19]。由此可鑒,尾砂粒徑須滿足一定條件時,制備的漿體才能稱為膏體,尾砂的級配影響著制備膏體的質量和性能。
1.2 尾礦材料硫化物影響
在金屬礦山中部分礦山產出的尾礦還含有硫化物等有害物質。實踐證明,采用含硫化物尾砂作為充填料時,充填體長期強度損失嚴重,影響采場穩定。在充填初期,水泥水化作用生成水化硅酸鈣等沉淀物,凝結硬化形成早期強度[10]。到充填后期,充填體中硫化礦物緩慢發生氧化反應生成硫酸鹽,與水泥中鋁酸鹽及氫氧化鈣反應生成鈣礬石和石膏等物質,導致充填體體積二次膨脹,內部產生裂紋降低了強度[2,10,20]。充填料在選用含硫尾砂時,一般都需要進行脫硫處理,但殘余的硫化物對降低強度仍有顯著的影響,對含硫化物充填時要依據充填目的慎重使用。
1.3 膠結劑
充填添加膠結劑目的是增強充填強度,提高回采工作面安全性[6]。充填常用硅酸鹽水泥作為膠結材料,硅酸鹽水泥主要由硅酸三鈣(50%~70%)、硅酸二鈣(15%~30%)、鋁酸鹽(5%~15%)、鐵酸鹽(5%~15%)構成,其不同物質成分在水化階段起到不同的作用。硅酸三鈣活性大,充填體開始28d的早期強度主要受硅酸三鈣影響,而硅酸二鈣對充填體長期強度形成有重要影響[10]。膠結劑使用成本較高,水泥消的耗費用占到礦山充填成本的75%[13,19],降低水泥用量是降低充填成本的有效手段。礦山充填生產中通常添加高爐渣、粉煤灰和火山灰等以代替部分水泥。在成分比例上高爐渣比粉煤灰更接近硅酸鹽水泥,因而在替代水泥材料使用較為廣泛[21-22]。在水泥中添加粉煤灰或高爐渣不但能夠降低充填成本,還可以改善膏體泵送性能,增強充填體后期強度[8]。
1.4 溫度的影響
對充填溫度的研究大多基于實驗室養護溫度進行的[23],Fall和Samb的實驗結果表明較高養護溫度下早期強度增漲速率加快,充填體孔隙更小,因為高溫下,膠結劑水化反應加快,生成大量水化物分布密集,減少了充填體孔隙從而提升強度[23-24]。實驗室的養護溫度一般不超過50℃,且養護期溫度恒定,而實際充填環境溫度受開采深度和地熱因素,外界環境氣候以及含硫礦反應化學熱等因素的影響[13]。Fall指出在某些充填區域因地熱及氧化反應作用,充填體內部溫度會高達上百攝氏度,溫度不斷變化,對料漿產生復雜的影響,很多有關溫度基礎問題仍無法解釋[25]。目前對充填溫度的研究還不深入,實際生產中很多有關溫度問題尚無法解釋,如外部溫度對泵送影響程度,充填內部產熱對充填力學性能影響等都有待于進一步系統研究。
1.5 流變性
膏體屬于黏度高的高濃度非牛頓體。對于膏體這種結構流體,普遍認為只有外力大于膏體料漿的屈服應力時,膏體才可以流動[26]。在研究膏體流變性方面,國內外普遍認為膏體流動特性符合賓漢塑性體模型[26-27],見式(3)。
(3)
式中:τ0為屈服應力,Pa;k為黏度系數,Pa·s;γ為剪切速率,s-1。
屈服應力和黏度是研究膏體流動性的兩至關重要的參數,屈服應力是材料自身的屬性,可以準確的表明膏體的流動性[28]。Clayton結合工程應用指出漿體充填的料漿屈服應力不會超過200Pa,而膏體充填料漿的屈服應力往往在200~800Pa之間[28]。如何精確檢測確定膏體的屈服應力對管道輸送至關重要。測定屈服應力最常用的方法是使用應力-應變率曲線,利用賓漢塑性模型,在較高應變速率下曲線趨于直線,然后依據賓漢模型推算屈服應力[29]。屈服應力也可使用流變儀通過控制剪切應力遞增速率直接確定屈服應力[29]。由于現場工作環境限制了的流變儀使用,工程中采用坍落度試驗評定其流動性能。坍落度所受的影響因素多,無法準確判定漿體泵送的難易程度,但坍落度試驗現場操作方便簡單使用普遍。通過建立坍落度與屈服應力關系模型,從而利用坍落高度計算屈服應力提高測試準確性。
不同學者構建了不同形式的塌落度和屈服應力關系模型,本文對塌落度和屈服應力模型進行推導并簡化模型以便于計算。料漿在坍落筒內只受重力作用,以坍落度上部圓口中心線為z軸,水平方向為x軸建立直角坐標系,如圖1(a)和(b)所示。

圖1 膏體應力分布
在某一高度z處產生的靜壓力P,見式(4)。
(4)
標準坍落筒上下口直徑比為1∶2,由Tresca準則得知z層最大切應力τz為上覆壓力P的一半,并進行切應力的無量化處理,見式(5)。
(5)
坍落筒垂直提起,料漿坍落穩定后,如圖2(a)和(b)所示。上端口處料漿所受切應力小于屈服應力不發生變形流動,下部料漿層切應力大于屈服應力發生變形流動。
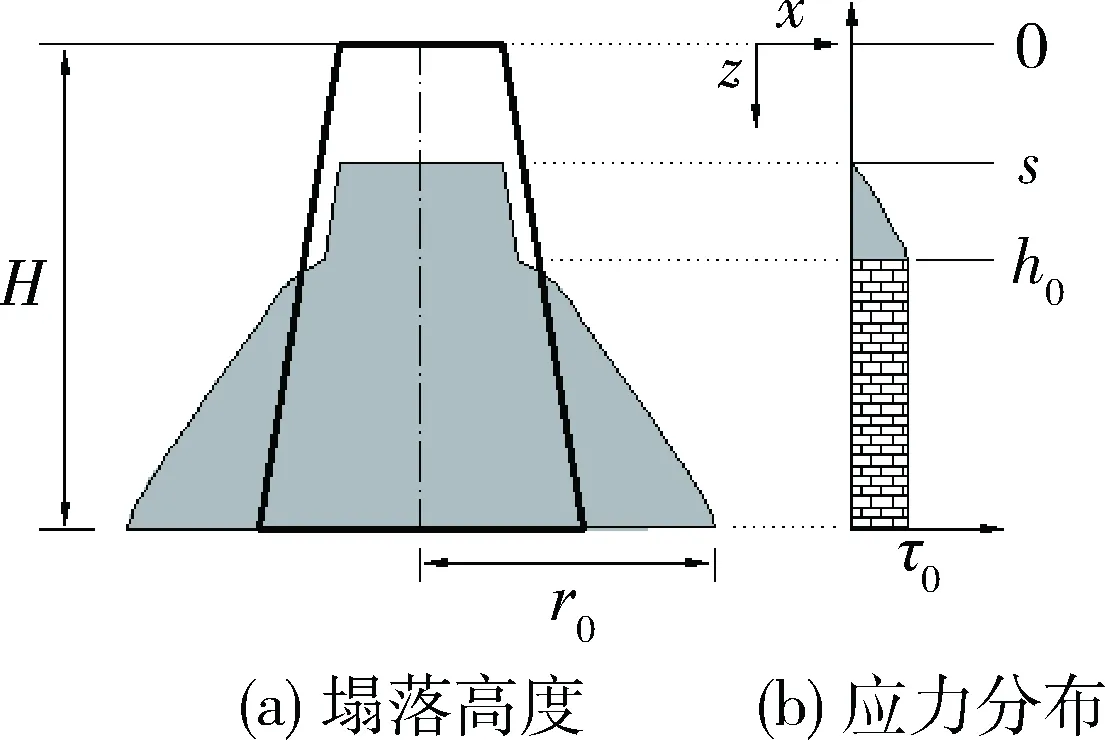
圖2 料漿坍落應力分布
假設膏體料漿不可壓縮,則變形部分每層料漿的體積不變,原料漿層厚度dz和半徑rz變形后變為dz1和rz1。料漿層由于體積不變,因而其料漿層上覆料漿的重量也不變,從而得到料漿層變化前后的關系,見式(6)。

(6)
圖2(a)和圖2(b)變形段的高度h1可利用積分求得,并對h1進行無量綱計算,見式(7)。
(7)
由圖2(b)可知,未變形段與變形段接觸面h0處的漿體層的屈服應力等于切應力,見式(8)。
(8)
結合(7)、(8),無量綱圓錐形坍落度s′表示見式(9)。
(9)

Clayton將坍落模型與流變儀直接檢測結果數據對比,結果表明圓錐形模型檢測較低屈服應力的料漿時測試較為準確。而高濃度時測得結果與流變儀檢測結果相比相差加大[29]。在管道輸送設計中,除對屈服應力準確測量,還需綜合考慮到地下礦山充填處理能力、經濟因素及所選管道直徑。對于膏體輸送,Hassani認為膏體輸送管道有效直徑應選擇在10~20cm[4],考慮到管道額定值,膏體實際泵送水平距離可達1000m,在豎直方向充填卻無輸送深度的限制[2,26]。
1.6 滲透性
充填滲透性是充填設計中另一重要的指標,充填滲透率是表明采場脫水性能和控制充填速率的重要參數[1]。充填體滲透性的好壞直接影響擋墻的穩定性。滲透性能差時,充填擋墻排水不及時,因孔隙壓力大而遭到破壞。Hassani依據礦山實際生產需要指出充填體滲透率應大于10cm/h[2,15]。而對充填體來說,一般穩定性越好,其滲透性卻較差[30]。因此在充填體設計中,可采用D10作為有效有效粒徑,利用Hazen公式來估算滲透系數Kp[31-32],見式(10)。
(10)
式中:C為常數,范圍在0.03~0.05;D10為10%顆粒能通過的篩孔直徑(一般為12~43μm)[32]。
膏體充填材料性能的研究是了解膏體特性基礎,包括對物料級配分布研究、配料物理化學性能研究、膏體流動性研究以及充填體滲透性能研究等。制備膏體的物料中顆粒粒徑必須滿足一定條件才達到制備膏體的要求,制備的膏體屬于黏度大的結構流體范疇,然而我國對結構流研究不夠完善,膏體設計中通常利用兩相流理論進行設計,這就造成理論設計和實際應用存在偏差,工程應用中很可能出現問題。因而對膏體材料性能的研究是確定制備膏體的物料級配、對其流變性特性全面了解以及分析膏體強度影響因素的基礎,對于膏體充填的工業應用,基礎研究是必不可少的。
2 膏體泵送研究
膏體的塑性黏度和屈服應力都很大,在管道輸送過程中沿程阻力損失嚴重,單靠重力勢能自流輸送是很難做到的。只有加拿大的Williams金礦、澳大利亞的Cannington礦等少數礦山成功應用自流輸送,但自流輸送的膏體濃度較低,強度也有所下降,大多數礦山都采用膏體泵壓輸送的方式[33]。膏體泵壓輸送是膏體充填的關鍵技術,對膏體泵送研究可以從膏體的管流特征,降低管壓梯度,合適的泵送設備的選擇等方面入手。
2.1 管流特征
于潤滄概述了膏體這種高屈服應力的結構流體的管流特性,認為切應力隨切變率的變化率不是固定的[34],切應力從管壁處向管心方向逐漸減小,在某一流層的切應力與屈服應力相等,則此流層到管心范圍內不發生變形,因而整體上呈柱栓狀在管道中平移[34]。Hassani對膏體中細小顆粒的作用進行了描述,認為物料中的細顆粒環繞在粗顆粒周圍,粗顆粒難沉降,保證了膏體的均質性,在泵壓過程中細顆粒與水處于最外側形成薄漿層,形成潤滑層能夠降低管道阻力[2,4,34]。但膏體料漿在輸送過程中會產生較高應力梯度,因此膏體管道輸送速度較慢,其管道輸送速度范圍為0.1~1.0m/s[2,26]。
2.2 降低管道阻力
降低管道阻力有利于膏體遠距離水平輸送,降低充填成本。Hassian在研究降低膏體管道阻力提到了三種方法:添加粗顆粒;添加化學劑;增大管道直徑[2]。粗顆粒比細顆粒的比表面積小,保持水分能力差,添加粗顆粒降低了固體顆粒表面積,從而使更多的水作為輸送的承載介質降低了壓力梯度[4]。添加化學劑也能夠降低管道阻力,然而實際使用中很多化學添加對膏體充填的強度有顯著影響,使用化學添加劑前要充分研究并有效控制化學劑的用量[2]。增加管道直徑也是降低管道阻力的有效手段,考慮到現場和環境因素膏體充填管道直徑不易過大,在100~200mm范圍較適宜[4,35]。
2.3泵送設備
泵送設備的輸送參數、型號選擇及運行狀況對充填輸送至關重要。分配閥是充填輸送泵的重要部件,直接影響泵的使用壽命和輸送能力[33]。當今礦用泵主要有德國普凱邁斯特生產KOS擺管泵、KOV球閥泵等系列以及美國C700泵系列,在眾多充填泵中,普凱邁斯特公司生產的雙活塞泵性能實公認最好的[33]。普茨曼斯特公司生產的KOS型S擺管液壓柱塞泵,最大泵送壓力可到15MPa,最大排量為400m3/h,采用耐磨鉻鉬鋼,標準沖程長度1000~2500mm。選擇充填泵是輸送系統核心的設備,其使用可靠性和性能參數指標直接影響充填的效率和充填成本。
膏體料漿必須滿足可以進行遠距離管道輸送,制備膏體料漿若無法輸送就失去了充填意義。膏體泵送研究目的是明確膏體的管流特性,研究分析膏體管流狀態、管道阻力、壓力梯度、管道磨損狀況以及泵送設備性能及選擇等,對工業膏體輸送系統的成功應用是不可缺少的。
3 充填場內部應力變化及穩定性分析
回顧以往充填強度設計要求,傳統設計強度依據充填體不受側限達到自立時底部所受應力值[25],通常對充填試樣進行單軸抗壓試驗用以等同于充填采場底部所受上覆充填體重量,以判定設計強度是否達標[26]。然而這種強度設計往往過于保守,從而增加充填成本。Belem研究表明在充填采場中由于充填體受圍巖摩擦作用,產生拱效應的影響,使充填體支撐強度大大提高[36]。Hunt闡述了充填拱效應產生機理,因充填料漿與采場圍巖側壁黏結和摩擦作用導致水平應力發生轉移,水平應力轉移是由于當圍巖和礦柱向充填區域發生變形時,充填料漿會對其產生橫向的消極抵抗應力。所謂消極抵抗應力是當外力向漿體擠壓時,漿體會對其產生反作用力,在流動狀態下對其產生最大的抵抗應力[26,37]。因而由于拱效應的存在使充填采場底部應力小于上覆充填體的重力。與傳統強度設計不同,實際充填采場底部水平應力為所受主應力的方向[36]。充填采場考慮拱效應就必須將水平方向應力考慮到設計強度之中,可利用的以下模型。
3.1 太沙基模型
Terzaghi構建了二維拱理論模型,充填設計底部位置的水平應力σh計算[38-39],見式(11)。
(11)
無黏性太沙基模型,見式(12)。
(12)
充填體底部垂直應力σV,,見式(13)。
σV=σh/K
(13)
式中:B為充填采場寬度,m;H為充填采場高度,m;φ為充填體內摩擦角,°;γ為充填體重度,kN/m3;K為壓力系數。
3.2 Martson模型
1)Martson無黏性模型同樣為二維模型[40],底部側的水平應力變化σh,見式(14);采場底部垂直應力σv,見式(15)。
(14)
σV=σh/Ka
(15)
式中:Ka為主動土壓力系數;μ為充填體于圍巖側壁之間的滑動摩擦系數,μ=tan(Φ/3)~tan(2Φ/3)。
2)Aubertin對Martson無黏性模型進行了改進[41],見式(16),式(17)。結合式(16)和式(17)得到采場底部水平應力σνH和垂直應力σhH的關系,見式(18)。
(16)
(17)
σVH=σhH/K
(18)
式中:φf為有效內摩擦角,°;σVH為采場底部垂直壓力,kN;σhH為更正后的水平壓力,kN。
3.3 充填采場穩定性研究
充填體一側進行回采礦石時,垂直高度一面會暴露,充填體必須有足夠的強度承載開采過程中相鄰采場的爆破擾動及采場地壓。當充填體所受最大主應力超過其抗壓強度,充填體將發生剪切破壞。充填體在兩側圍巖限制下時,充填體設計強度[26,38],表達式見式(19)。

(19)
式中:C為黏聚力,kN;L為采場走向長度,m;FS為安全系數。C和φ可以根據摩爾庫倫準則求得。
其安全系數FS[42-43]可以由式(20)得出。
(20)
式中:He為充填體在采場有效暴露高度m;β為破壞角,°。
依據給定的安全系數,可以將式(20)轉換為式(21)以求最大允許暴露高度HF[44]。
(21)
現今礦山通過計算機模擬回采時充填體失穩狀況,優化降低所需設計安全系數,在保證安全下降低充填體保守設計強度,從而降低成本[26]。Hassani和Mamadou的研究表明,若充填要求能夠支撐地表,則充填體28天后的單軸抗壓強度不能低于4 MPa[13];若充填體只是要求能夠自立,一般單軸抗壓強度在1 MPa左右即可[15,21,26]。
充填場內部應力變化及穩定性的分析研究是充填膏體的基礎理論研究的重要組成部分。傳統充填設計通常依據充填體自立時對底部的應力值,而實際中由于圍巖限制和拱效應的影響能夠大大提升充填強度,這造成了充填強度設計過于保守增加充填成本。在充填設計中應考慮拱效應影響改善傳統設計強度。
4 結 論
膏體充填具有料漿質量濃度大,所需排水量少,管道中呈柱塞狀平推運動,充填效率高,充填強度大等應用優勢。隨著膏體研究的不斷深入和技術的發展,膏體充填將逐漸成為我國未來礦山充填的主要方式之一,具有廣闊的應用前景。本研究從膏體材料性能、膏體泵送、充填采場內部應力變化及穩定性三個方面,介紹了國外對礦山膏體充填方面的研究和發展,以期為我國充填發展提供參考。
1)膏體組成材料的性質決定了膏體的性能,物料的粒徑分布是制備膏體料漿的關鍵,細顆粒比例不但影響制備膏體料漿的均質性,還影響著料漿的流動和滲透性能。物料的化學成分對充填強度影響較大,尤其是含硫尾砂對充填長期強度破壞嚴重。膠結材料的填加提高了充填安全性,充填強度受膠結劑用量和水化溫度影響較大,溫度影響水化速率,水化速度越快,充填體的孔隙越小,強度增大,但充填的滲透性就會下降。因此,對膏體材料性質的研究利于優化料漿配比,提升膏體料漿的綜合性能。
2)膏體的流動狀態為塑性結構流,膏體黏度高、屈服應力大,遠距離管道輸送相對困難。因此如何有效降低管道阻力和選擇泵送設備是膏體充填的關鍵。降低管道阻力常用方法有添加粗骨料、選擇合適管道口徑及添加化學劑等。除此之外,泵的選擇也格外重要,出口壓力、泵送能力、管道直徑及可靠性等決定著膏體泵送性能。
3)膏體充填到采場后內部應力變化復雜,由于圍巖限制及摩擦作用形成拱效應,提升充填體的強度,同時使充填場底部應力小于上覆充填體重力。傳統的設計強度依據與充填體能夠自立的強度,從而過于保守增加充填成本。對于采場充填設計應改變傳統設計方式,在充填設計中充分考慮拱效應的影響,將水平應力的計算包含到強度設計之中,優化傳統的強度設計,以降低充填成本。
[1] Mehrdad F K.An investigation into the mechanical properties of gelfill[D].Montreal,Canada:McGill University,2012.
[2] Hassain F,Archibald J.Mine Backfill[M].Montreal:Canadian Institute of Mining,Metallurgy and Petroleum,1998.
[3] Ercikdi B,Kesimal A,Cihangir F,et al.Cemented paste backfill of sulphide-rich tailings:Importance of binder type and dosage[J].Cement and Concrete Composites.2009,31(4):268-274.
[4] Archibald J,Hassani F.Underground Mine Backfill Course[M].Montreal:Canadian Institute of Mining,Metallurgy and Petroleum,2015
[5] 楊寶貴.煤礦高濃度膠結充填開采技術[M].北京:煤炭工業出版社,2015.
[6] Nasir O,Fall M.Coupling binder hydration,temperature and compressive strength development of underground cemented paste backfill at early ages[J].Tunnelling and Underground Space Technology.2010,25(1):9-20.
[7] Li J,Ferreira J,Le Lievre T.Transition from discontinuous to continuous paste filling at Cannington Mine[C]//Proceeding of the 11th international Symposium on Mining with Backfill,Preth:Australian Centre for Geomechanics,2014:381-394
[8] 劉同有.充填采礦技術與應用[M].北京:冶金工業出版社,2001
[9] 王洪江,吳愛祥,肖衛國,等.粗粒級膏體充填的技術進展及存在的問題[J].金屬礦山,2009(11):1-5.
[10] 黃玉誠.礦山充填理論與技術[M].北京:冶金工業出版社,2014
[11] Henderson A,Newman P,Landriault D,et al.The cost advantages of using paste as a backfill[C]//Proceedings of the 99th CIM Annual Generral Meeting,Vancouver,golder paste technology ltd,1997:15-23.
[12] Yilmaz E,Belem T,Bussière B,et al.Relationships between microstructural properties and compressive strength of consolidated and unconsolidated cemented paste backfills[J].Cement and Concrete Composites,2011,33(6):702-715.
[13] Fall M,Pokharel M.Coupled effects of sulphate and temperature on the strength development of cemented tailings backfills:Portland cement-paste backfill[J].Cement and Concrete Composites,2010,32(10):819-828.
[14] 吳愛祥,王洪江.金屬礦膏體充填理論與技術[M].北京:科學出版社,2015.
[15] Abbasy F.An Investigation into Application of Geothermal Energy in Underground Mines[D].Montreal:McGill University,2013.
[16] Mitchell R J.Centrifuge model studies of fill pressures on temporary bulkheads[J].CIM(Canadian Mining and Metallurgical) Bulletin,1992,85(960):48-54.
[17] Mitchell R,Stone D.Stability of reinforced cemented backfills[J].canadian geotechnical journal.1987,2(24):189-197.
[18] Das B M.Advanced soil mechanics[M].New York:CRC Press,2013.
[19] Kermani1 M F,Hassani1 F P,Isagon I,et al.Investigation into mechanical & microstructural properties of Gelfill[J].Minefill,2011,March:21-25.
[20] Irassar E F,González M,Rahhal V.Sulphate resistance of type V cements with limestone filler and natural pozzolana[J].Cement & Concrete Composites,2000,22(5):361-368.
[21] Kermani M F.An investigation into a new binder for hydraulic backfill[D].Montreal:McGill University,2008.
[22] Douglas E,Malhotra V M.Ground granulated blast-furnace slag for cemented mine backfill:production and evaluation[J].CIM Bulletin,1989,82(929):27-36.
[23] Fall M,Samb S S.WITHDRAWN:Influence of curing temperature on strength,deformation behaviour and pore structure of cemented paste backfill at early ages[J].Construction & Building Materials,2006,20:193-198.
[24] Pokharel M.Geotechnical and Environmental Responses of Paste Tailings Systems to Coupled Thermo-Chemical Loadings[D].Ottawa:University Ottawa,2008.
[25] Fall M,Célestin J C,Pokharel M,et al.A contribution to understanding the effects of curing temperature on the mechanical properties of mine cemented tailings backfill[J].Engineering Geology,2010,114(3):397-413.
[26] Belem T,Benzaazoua M.An overview on the use of paste backfill technology as a ground support method in cut-and-fill mines[C]//Proceedings of the 5th Int Symp on Ground Support in Mining and Underground Construction,Perth:Tayler & Francis Group,2004:28-30.
[27] Alakangas L.Literature Review on Potential Geochemical and Geotechnical Effects of Adopting Paste Technology under Cold Climate Conditions[D].Lule:Lule? University of Technology,2013.
[28] Clayton S,Grice T G,Boger D V.Analysis of the slump test for on-site yield stress measurement of mineral suspensions[J].International Journal of Mineral Processing,2003,70(02):3-21.
[29] Saak A W,Jennings H M,Shah S P.A generalized approach for the determination of yield stress by slump and slump flow[J].Cement & Concrete Research,2004,34(3):363-371.
[30] Lecompte T,Picandet V,Rangeard D,et al.Permeability measurement of fresh cement paste[J].Cement & Concrete Research,2011,41(3):330-338.
[31] Sivakugan N,Rankine K,Rankine R.Chapter 18 Geotechnical aspects of hydraulic filling of underground mine stopes in Australia[J].Elsevier Geo-Engineering Book Series,2005,3(05):513-538.
[32] Rankine K J,Sivakugan N.Drainage characteristics and behaviour of hydraulically placed mine fill and fill barricades[J].Millpress Science Publishers,2005,2:579-582.
[33] 王佩勛,袁家謙,王五松.膏體泵送充填工藝設備選擇[J].中國礦山工程,2002(1):10-12.
[34] 于潤淪,劉大榮,魏孔章,等.全尾砂膏體充填料泵壓管輸的流變特性[C]// 第二屆中日漿體輸送技術交流會文集.桂林:中國有色金屬學會,1998:99-104.
[35] Brackebusch F W,Brackebusch F W.Basics of paste backfill systems[J].International Journal of Rock Mechanics & Mining Science & Geomechanics Abstracts,1995,32(3):122A-122A.
[36] Belem T,Harvey A,Simon R,et al.Measurement and prediction of internal stresses in an underground opening during its filling with cemented fill[C]//Proceedings of the Fifth International Symposium on Ground Support in Mining and Underground Construction,Perth:.Tayler & Francis Group,2004:28-30.
[37] Hunt R.E.Geotechnical engineering analysis and evaluation[M].New York:MCGraw-Hill,1986.
[38] Belem T,Benzaazoua M Design and Application of Underground Mine Paste Backfill Technology[J].Geotechnical & Geological Engineering,2008,26(2):147-174.[39] Terzaghi K.Theory of Consolidation[M].John Wiley & Sons,Inc.,1943.
[40] Marston A.The theory of external loads on closed conduits in the light of the latest experiments[C]//Highway Research Board Proceedings.1930,9.
[41] Aubertin M,Li L,Arnoldi S,et al.Interaction between backfill and rock mass in narrow stopes[J].Soil and rock America,2003,1:1157-1164.
[42] Karim R,Simangunsong G M,Sulistianto B,et al.Stability Analysis of Paste Fill as Stope Wall using Analytical Method and Numerical Modeling in TheKencana Underground Gold Mining with Long Hole Stope Method[J].Procedia Earth and Planetary Science,2013,6(0):474-484.
[43] Emad M Z.Dynamic Performance of Cemented Rockfill under Blast-Induced Vibrations[D].Montreal,Quebec,Canada:McGill University,2013.
[44] Archibald.Mine 325 Department of mining Engineering[D].Kingston:Queens university,1992
Review on the basic theory of paste backfill in oversea
LI Liang1,2,ZHANG Xi-wei1,2,Hassani Ferri3
(1.Key Laboratory of Ministry of Education on Safe Mining of Deep Metal Mines,Shenyang 110819,China; 2.College of Resources and Civil Engineering,Northeastern University,Shenyang 110819,China; 3.Department of Mining and Materials Engineering,McGill University,Montreal H3A2A7,Canada)
Paste backfill is made of tailing,cement and water with optimum combination,to make mixture like the toothpaste cementing body,and conveying the plunger flow through the pipeline to the filling stope.In comparison with the previous slurry mine fills,there are number of advantages,such as,the early strength of paste backfill can contribute to shortening of the cycle time of backfilling operation,the advantages of minimal requirement or no bulkhead together with less cement content which contributes to reduction of the mining cost.Paste fill is favored by most of the modern mining companies around the world.This paper based on the review of the historical development of paste backfill and it focuses on highlighting of the development of technologies developed around the world in the last three decades.The conclusions are as follows:Frist,The material composition and particle size distribution of paste have a significant effect on the flow and mechanical properties of the paste,the content of -20μm in the paste mixture must be greater than 15%.Second,The paste is a structural fluid with high yield stress and viscosity,and the pipeline conveying speed is less than 1m/s,clear the flow characteristics of paste and how to reduce the yield stress is the key to the conveying system of paste.Third,The internal stress of the stope is complicated and the arch effect is produced,the strength of filling is greatly increased due to the arch effect,arch effect should be considered in the design of filling to reduce the filling cost.
paste material;rheological property;variation of stress;pipeline pump
2016-01-20
“十二五”國家科技攻關計劃項目資助(編號:2013BAB02B01)
李亮(1990-),男,東北大學碩士研究生。E-mail:li_liang_neu@163.com。
張希巍(1976-),男,副教授,主要從事巖石力學和膏體充填研究。E-mail:zhangxiwei@mail.neu.edu.cn。
TD853.34
A
1004-4051(2016)11-132-07
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
遼金歷史與考古(2019年0期)2020-01-06 07:45:20
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年11期)2018-08-04 03:26:04
汽車工程學報(2017年2期)2017-07-05 08:13:02
國際商務財會(2017年8期)2017-06-21 06:14:14
電子制作(2017年23期)2017-02-02 07:17:19