TOFD標準執行過程中出現偏差的討論
2016-12-12 10:09:50胡錫寧趙曉科龔固袁黎明
石油化工建設 2016年5期
胡錫寧 趙曉科 龔固 袁黎明
陜西西宇無損檢測有限公司 陜西西安 712100
TOFD標準執行過程中出現偏差的討論
胡錫寧 趙曉科 龔固 袁黎明
陜西西宇無損檢測有限公司 陜西西安 712100
TOFD標準規定:“對密集型點狀顯示,按條狀顯示處理。”但是,對“密集型點狀顯示”沒有明確定義;導致“密集型點狀顯示”的評定出現偏差,引起對壓力容器等焊縫的大量不合理返修。本文通過RT照相、實物解剖和圖譜測量距離比較等方法進行討論,期望提高評定準確性,減少不合理返修。
TOFD標準密集型點狀顯示
1 問題的提出
《NB/T 47013.10-2015 承壓設備無損檢測第10部分:衍射時差法超聲檢測》--§8.4.3規定:“對密集型點狀顯示,按條狀顯示處理”。但是,該標準未對“密集型點狀顯示”明確定義。
在《NB/T 47013.3-2015 承壓設備無損檢測第3部分:超聲檢測》--§3《術語和定義》--§3.2中,對《密集區缺陷》是這樣定義的:“鍛件檢測時,在顯示屏掃描線上,相當于50mm聲程范圍內,同時有5個或5個以上的缺陷反射信號;或是在50mm×50mm的檢測面上,發現在同一深度范圍內有5個或5個以上的缺陷反射信號。其反射波幅均大于等于某一特定當量平底孔直徑的缺陷。”
在《JB/T 4730.1-2005承壓設備無損檢測第1部分:通用要求》——§3《術語和定義》--§3.16中,對《密集區缺陷》是這樣定義的:“在熒光屏掃描線上,相當于50mm聲程范圍內,同時有5個或5個以上的缺陷反射信號;或是在50mm×50mm的檢測面上,發現在同一深度范圍內有5個或5個以上的缺陷反射信號。其反射波幅均大于某一特定當量的基準反射波幅。”
如上,在其它相關標準中,也未找到“密集型點狀顯示”的明確定義。
由于沒有“密集型點狀顯示”的明確定義,故在執行《NB/T 47013.10-2015》標準時,對“點狀顯示”的評定難免出現偏差,造成大量不合理的返修。
本文通過RT照相、實物解剖和圖譜測量距離等方法,與TOFD圖譜進行比較,與同行共同討論,以期提高TOFD檢測水平。
2 TOFD圖譜評定執行標準偏差的現象
TOFD檢測工作中,密集型點狀顯示的定義不明確,對點狀缺陷的判定出現較為嚴重的偏差,將一些不應返修的點狀顯示,判定為條形缺陷進行評定,依據NB/T 47013.10——§8.5表7予以了返修,從而給被檢容器帶來過度返修的質量危害。見圖1~圖3。
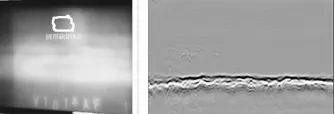
圖1 點狀顯示——TOFD圖譜與R下照相底片對比
2.1 圖1狀況
圖1的板厚為54mm。
TOFD評定,二通道缺陷從兩端測量其長度大于40mm予以了返修。
RT底片上沒有需要返修缺陷。返修解剖跟蹤過程沒有發現缺陷。
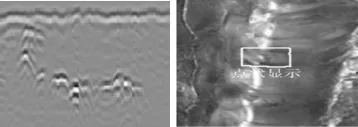
圖2 點狀顯示——TOFD圖譜與缺陷實物對比圖
(2)圖2狀況
圖2的板厚為48mm,委托要求I級合格。
TOFD評定,從兩端測量其長度49mm大于20mm予以了返修。
返修解剖跟蹤過程沒發現連續性缺陷,且氣孔間距甚至大于5mm。
TOFD圖譜復測,選最嚴重區域用電子標尺限定的50mm范圍內(借助NB/T 47013.3-2015 --§3--§3.2中,對鍛件檢測時《密集區缺陷》定義)找不到氣孔多于5個的地方,總點數也不大于標準規定的100mm范圍24個點(0.5×48)。

圖3 點狀顯示——TOFD圖譜與實物對比圖
2.3 圖3狀況
圖3的板厚為48mm,委托要求I級合格。
TOFD評定,氣孔連續不斷,予以了返修。
返修解剖跟蹤過程,氣孔間距大于5mm。
總點數沒有一處大于標準規定的100mm范圍24個點。
2.4 小結
上述TOFD圖譜定為返修究其原因是當點狀缺陷看起來很密集時,就認為是密集型點狀顯示,就將其連起來;然后,從兩端測量按條狀顯示處理。
當缺陷稍多,看起來顯得很密,弧形挨得很近,弧尾相互重疊,從而就直接劃定返修區域。沒有按照密集型缺陷的定義來評定,且沒有按照點狀缺陷評定來數點數,這不是TOFD檢測對圖譜的正確評定方法。
憑熒光屏影像的感覺進行主觀的判斷,而不按規范的要求劃分評定區,依評定區來判定缺陷,執行規范就出現了偏差。
3 標準規定與執行的討論
在討論之前,首先作如下定義:
(1)定義1,點狀顯示:為雙曲線弧狀且與擬合弧形光標重合,可不測量長度和高度。不是平直短線,弧形圓頂能夠識別出確實是氣孔類圓形缺陷。
(2)定義2,密集區缺陷:在熒光屏掃描線相當于50mm聲程范圍內同時有5個或5個以上的缺陷反射信號,或是在50mm×50mm的檢查面上發現在同一深度范圍內有5個或5個以上的缺陷反射信號[2]。
3.1 我們實踐:點狀顯示的質量分級
點狀顯示為雙曲線弧狀且與擬合弧形光標重合,可不測量長度和高度,深度采用擬合弧形光標與相關顯示重合時所代表的深度數值;評定區為一個與焊縫平行的矩形截面,沿X軸方向的長度為100mm,沿Z軸方向的高度為工件厚度。在評定區內或與評定區邊界線相切的缺陷均應劃入評定區內,規定評定焊接接頭的質量級別如表1[1]所示。
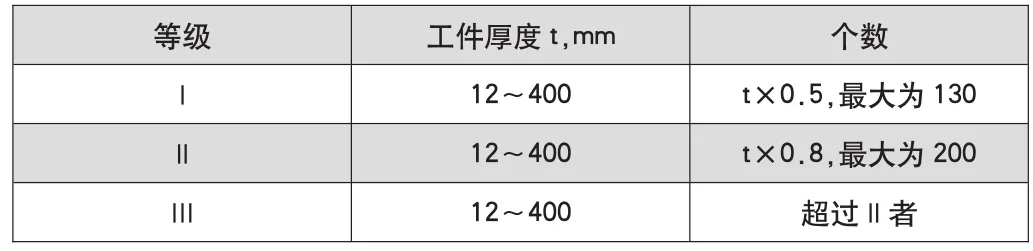
表1 各級別允許的點狀顯示的個數
對于密集型點狀顯示,按條狀顯示處理。
3.2 我們實踐:對于密集型點狀顯示,按條狀顯示處理
需按如下方法:
(1)首先要確定缺陷自身高度未超標的圓形缺陷,定義方法見本章節前文“定義1,點狀顯示”。
(2)要按照密集缺陷定義,測定其是否屬于密集型缺陷,定義方法見本文“定義2,密集區缺陷”。
如果不屬于密集型缺陷,就不能簡單地將點狀缺陷連接起來測量,標準中沒有定義點狀缺陷離的近,就連接起來測量。
點狀缺陷要作為條形顯示評判,則應首先按密集型點狀顯示判定,不屬于密集型點狀顯示的點狀缺陷,則應在X軸方向長度為100mm,沿Z軸方向為工件厚度的評定區域內數點數,按照本文表1評定標準進行評定。
4 實物解剖和圖譜測量距離比較
為了能夠確定對氣孔評定的準確性和可靠性,2015年9月在工地檢查并對對現場焊縫進行解剖跟蹤,主要進行氣孔與密集型氣孔評定與實物解析。圖譜案例見圖4~圖7。
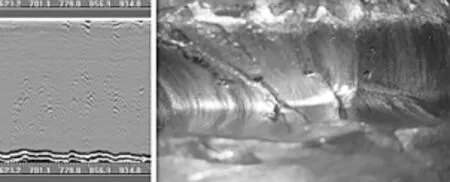
圖4 LJ15-447121-0302-1下K02-A12X13-9與實物照片對比
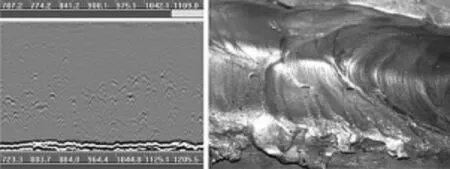
圖5 LJ15-447121-0302-1下K01-A1X2-9與實物照片對比
根據圖4至圖7,4幅TOFD檢測圖譜與被檢焊縫解剖圖進行對比分析,見表2。
表2顯示,TOFD評定過程中,對密集型缺陷定義理解的差異,引起對點狀缺陷判定嚴格化,常常出現返修過程中氣孔極少
甚至還有未發現氣孔情況。
主要原因是由于圖譜是D型顯示,在整個Y軸方向距離顯示不出,而實物解剖顯示,不僅有X方向距離顯示,還存在著Y方向距離顯示,所以物件中的缺陷距離往往比圖譜顯示距離大,因而,沒有必要有“寧嚴勿松”的思想,只要嚴格識別是否屬于密集型點狀缺陷,是否需要按條狀顯示處理,否則按要求統計點數即可。

圖6 LJ15-447121-0302-1下K01-A2X3-7與實物照片對比
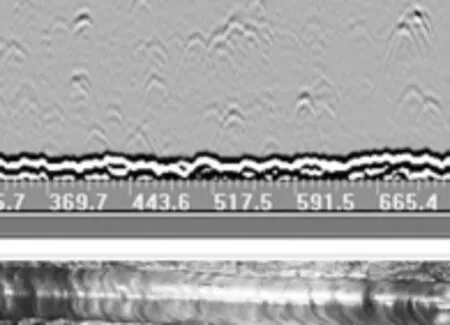
圖7 LJ15-447121-0302-1下K02-A16X17-2與實物照片對比

表2 TOFD檢測圖譜與缺陷解剖圖對比
5 標準執行偏差原因
5.1 技術能力、標準理解
由于檢測技術專用術語不清,部分TOFD二級人員僅僅只使用了TOFD一門檢測知識,對焊接知識了解少,對焊接過程中缺陷出現的原因未做分析,沒有利用常規超聲和射線檢測知識對缺陷綜合進行分析。對密集型缺陷,評定區等專用術語應用模糊不清,對TOFD檢測的點狀顯示按條形缺陷處理,使用的過于隨意。
5.2 執業精神、寧嚴勿松
由于TOFD檢測靈敏度以及檢出率很高,容易出現點狀顯示的小圓弧布滿圖譜。大量的小圓弧交叉重疊顯示,時隱時現,圓弧時大時小,錯綜復雜,常常引起評定人員對圖譜厭倦。評定時不斷地鑒別是否屬于密集型氣孔和在評定區域內數點數比較麻煩,因此評定過程中不耐煩、不認真、不嚴肅;為了擺脫及規避自己評定責任,對于一些拿不準的現象,寧嚴勿松,將焊接質量置之度外,將被檢焊縫大量返修。
5.3 追求利益最大化
TOFD檢測作為一項新的檢測手段,很多設備安裝單位對其了解很少,對于檢測單位的返修結果,及返修原因了解很少,無法對檢測結果的對錯進行懷疑;同時新檢測技術作為一種高利潤盈利手段,在缺少監督檢查又能得到高利潤回報兩種因素的促使下,錯評、誤評,不負責任評定等現象都可能發生。
6 措施建議
(1)在國內,TOFD檢測技術從推廣到實施經歷時間很短,大多數TOFD二級人員對圖譜評定經驗很淺,容易出現評定上的錯誤。因此,為維護本行業專業技術健康發展,建議行業協會有必要對該技術的理解和標準的執行狀況開展一次調查監督,對出現間題給予糾正。
(2)大多數TOFD取證人員很少接觸過TOFD檢測及圖譜評定,圖譜評定經驗欠缺,僅僅在取證、復證班上接觸圖譜評定及檢測案例,因此多增加一些標準執行的方法和案例,有利于學員更好地掌握標準。
(3)加強TOFD檢測人員綜合素質培訓,提高焊接知識、TOFD檢測及評定能力及執業精神,樹立和要求檢測人員準確執行標準,對出具的數據負責。
(4)應定期開展省內、省與省之間TOFD檢測業務的比對試驗、監督,敦促TOFD檢測技術的應用單位正確的執行標準、規范。
1 NB/T 47013.10-2010 承壓設備無損檢測第10部分:衍射時差法超聲檢測--§8.4.2表6。2015-09-01
2 JB/T 4730.1-2005 承壓設備無損檢測第1部分:通用要求--§3--§3.16。2005-11-01
TB303
B
1672-9323(2016)05-0060-03
2016-07-26)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
山東青年(2016年1期)2016-02-28 14:25:25
設備管理與維修(2015年12期)2015-04-09 06:57:24
當代修辭學(2014年3期)2014-01-21 02:30:44