大型鋁擠壓機擠壓桿快速更換裝置的研究和應用
2016-12-13 05:35:56楊紅娟高宏章馮東曉
重型機械 2016年5期
楊紅娟,張 君,高宏章,楊 建,馮東曉
(中國重型機械研究院股份公司, 陜西 西安 710032)
?
大型鋁擠壓機擠壓桿快速更換裝置的研究和應用
楊紅娟,張 君,高宏章,楊 建,馮東曉
(中國重型機械研究院股份公司, 陜西 西安 710032)
文章介紹了鋁擠壓機幾種傳統的擠壓桿固定方式及更換方法,提出了一種適合大型鋁擠壓機擠壓桿的新型的快速更換裝置。該裝置通過碟簧使擠壓桿壓蓋壓緊擠壓桿,法蘭壓蓋和動梁固定在一起,簡化了動梁結構。同時采用斜楔機構使擠壓桿壓蓋的松開更方便,且減小了高壓油缸的尺寸,降低了成本。使用情況表明該裝置設計合理、運行可靠。
擠壓桿;更換裝置;斜楔機構
0 前言
隨著科學技術和經濟建設的飛速發展,航空壁板、飛機大梁、高速列車車體、船用壁板等大型薄壁寬幅、高精度和復雜斷面的鋁合金型材市場需求量越來越大。特別是地鐵客運車輛和飛機制造行業對大型鋁合金擠壓型材的需求量呈逐步上升的趨勢[1-3]。而這些大型擠壓型材必須用現代化的大型擠壓機來生產。
擠壓機擠壓桿在運行中要承受擠壓負荷及高溫的作用,且長期經受摩擦,工作條件十分惡劣,所以,在生產過程中,擠壓桿是需要經常更換的擠壓工具[4-6]。大型擠壓機擠壓桿外形尺寸大、重量重,因此,如何輕松快捷地更換擠壓桿在鋁合金擠壓企業十分重要。
1 傳統的擠壓桿固定方式及更換方法
擠壓桿是將擠壓機主缸內產生的壓力傳遞給擠壓筒內的錠坯,使錠坯產生塑性變形從擠壓模具孔中流出,形成擠壓制品的擠壓工具。擠壓桿分空心和實心兩種。空心擠壓桿內裝有穿孔針,用于管材擠壓機。實心擠壓桿用于棒型材擠壓機。對于擠壓桿的固定和更換,空心桿和實心桿是相同的,因此本文以實心桿為例來講述。
擠壓桿一般安裝在活動橫梁內,隨活動橫梁一起前進或后退。擠壓桿傳統的固定方式和更換方法有三種。
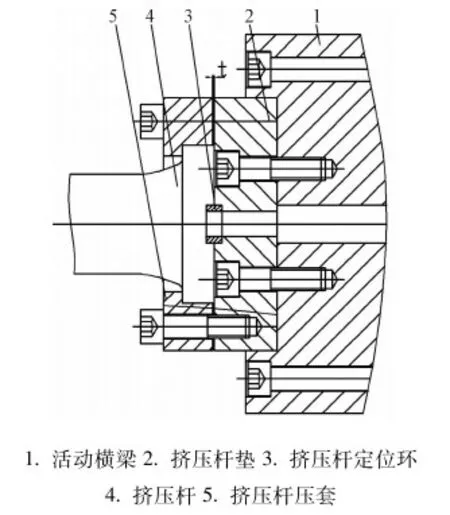
1.活動橫梁 2.擠壓桿墊 3.擠壓桿定位環 4.擠壓桿 5.擠壓桿壓套圖1 擠壓桿傳統固定方式之一Fig.1 Traditional fixed method of extrusion rod 1
(1)第一種方式。如圖1所示,擠壓桿墊2通過螺釘固定在活動橫梁1上,擠壓桿壓套5和擠壓桿墊2之間留有間隙t,擠壓桿4通過擠壓桿壓套5固定在擠壓桿墊2上。擠壓桿和活動橫梁的位置精度靠擠壓桿定位環3來保證。
這種結構更換擠壓桿的過程如下:松螺釘-拆擠壓桿壓套-拆擠壓桿-裝所需擠壓桿-裝擠壓桿壓套-緊螺釘。
這種結構對小噸位的擠壓機比較合適,擠壓桿壓套5和擠壓桿墊2之間的連接螺釘小,拆卸比較方便,對于大型擠壓機就很不方便,螺釘拆卸既費力又費時。
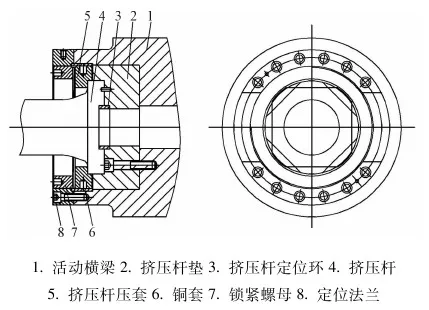
1.活動橫梁 2.擠壓桿墊 3.擠壓桿定位環 4.擠壓桿 5.擠壓桿壓套 6.銅套 7.鎖緊螺母 8.定位法蘭圖2 擠壓桿傳統固定方式之二Fig.2 Traditional fixed method of extrusion rod 2
(2)第二種方式。如圖2所示,擠壓桿墊2通過螺釘固定在活動橫梁1上,定位法蘭8通過螺釘固定在活動橫梁1上,擠壓桿4通過擠壓桿壓套5和鎖緊螺母7固定在擠壓桿墊2上。擠壓桿和活動橫梁的位置精度靠擠壓桿定位環3來保證。擠壓桿壓套5和鎖緊螺母7之間的配合面是螺旋面,鎖緊螺母7和定位法蘭8之間是螺紋連接,擠壓桿壓套5可以在銅套6內旋轉。
這種結構更換擠壓桿的過程如下:旋轉鎖緊螺母7和擠壓桿壓套5,使壓套5和擠壓桿4之間出現間隙,同時使擠壓桿壓套5的內孔(如圖2左視圖所示,圓內接正方形)和擠壓桿尾部臺階的外形(如圖2左視圖所示,圓內接正方形)相重合,拔出原來擠壓桿,裝入所需擠壓桿,反向旋轉擠壓桿壓套5,使擠壓桿壓套5的內孔(和擠壓桿尾部臺階的外形相差45°,擠壓桿壓套5正好壓住擠壓桿4,旋轉鎖緊螺母7鎖住擠壓桿壓套5,更換完畢。
這種結構的優點是松開和擰緊擠壓桿壓蓋的工序比較簡單,缺點是對大型擠壓機,松擠壓桿壓蓋的旋轉力矩較大,不易操作。特別是壓機長時間使用后,鎖緊螺母7和定位法蘭8之間的螺紋容易生銹,更不易拆裝。因此,這種結構適合于中等噸位的擠壓機。
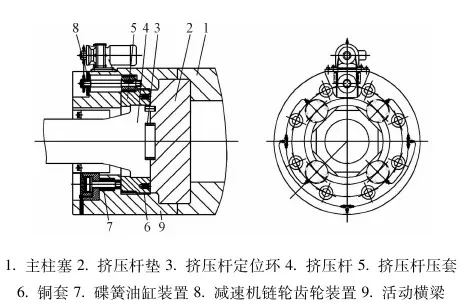
1.主柱塞 2.擠壓桿墊 3.擠壓桿定位環 4.擠壓桿 5.擠壓桿壓套 6.銅套 7.碟簧油缸裝置 8.減速機鏈輪齒輪裝置 9.活動橫梁圖3 擠壓桿傳統固定方式之三Fig.3 Traditional fixed method of extrusion rod 3
(3)第三種方式。如圖3所示,主柱塞1和活動橫梁9通過螺釘連接在一起,擠壓桿墊2卡在主柱塞1和活動橫梁9之間,碟簧油缸裝置7施力于擠壓桿壓套5,擠壓桿4通過擠壓桿壓套5固定在擠壓桿墊2上。擠壓桿和活動橫梁的位置精度靠擠壓桿定位環3來保證。碟簧油缸裝置7活塞桿腔通壓力油源時,碟簧壓并,擠壓桿壓套5松開。擠壓桿壓套5外圈是齒輪結構,可以在減速機鏈輪齒輪裝置8的驅動下旋轉。
這種結構更換擠壓桿的過程如下:碟簧油缸裝置7活塞桿腔通壓力油,升壓,碟簧壓并,擠壓桿壓套5松開。減速機鏈輪齒輪裝置8通電,驅動擠壓桿壓套5旋轉,使擠壓桿壓套5的內孔(如圖3左視圖所示,圓內接正方形)和擠壓桿尾部臺階的外形(如圖3左視圖所示,圓內接正方形)相重合,拔出原來擠壓桿,裝入所需擠壓桿,反向旋轉擠壓桿壓套5,使擠壓桿壓套5的內孔(如圖3左視圖所示,圓內接正方形)和擠壓桿尾部臺階的外形(如圖3左視圖所示,圓內接正方形)相差45°,壓套5正好壓住擠壓桿4,碟簧油缸裝置7活塞桿腔壓力油卸壓,碟簧返回,帶動活塞桿壓緊壓套5,擠壓桿4固定,更換完畢。
這種結構的優點就是省力省時,擠壓桿壓蓋壓緊擠壓桿靠碟簧,松開靠壓力油,旋轉靠電機減速機。對于大型擠壓機,這種結構可以使用,但是,大型擠壓機擠壓桿自重的比重相對較大,這就使得擠壓桿壓蓋的壓緊力很大。對于壓緊,碟簧規格多,而且組合形式靈活,所以大的壓緊力很容易解決。但是,對于松開,受液壓泵和液壓閥的限制,壓力不可能太高,因此,碟簧油缸尺寸比較大,而碟簧是直接裝在活動橫梁中,活動橫梁就是碟簧油缸的缸體。這導致活動橫梁尺寸變大,結構復雜,重量增加。活動橫梁是連接主柱塞和擠壓桿的運動的受力大件,所以設計時盡可能結構簡單、重量小,這樣壓機運動時阻力小、能耗少、壽命長。
2 新型擠壓桿快速更換裝置
從傳統的擠壓機擠壓桿固定方式及更換方法的分析中可以看出,對于大型擠壓機,一種省力省時、可操作性強、活動橫梁結構簡單的擠壓桿更換裝置非常迫切和必要。中國重型機械研究院股份公司在長期的擠壓機設計制造中研制出了一種適合大型鋁擠壓機擠壓桿的新型快速更換裝置。
2.1 擠壓桿快速更換裝置的結構
如圖4所示,擠壓桿墊2通過螺釘固定在活動橫梁1上,嵌在法蘭壓蓋7中的碟簧裝置8通過錐面壓蓋9作用在擠壓桿壓套5上,擠壓桿4被擠壓桿壓套5緊緊地壓靠在擠壓桿墊2上。擠壓桿和活動橫梁的位置精度靠擠壓桿定位環3來保證。碟簧裝置8和錐面壓蓋9之間有2~3mm間隙。擠壓桿壓套5外圈是齒輪結構,當擠壓桿壓套5上的壓緊力松開時,可以在減速機鏈輪齒輪裝置6的驅動下旋轉。
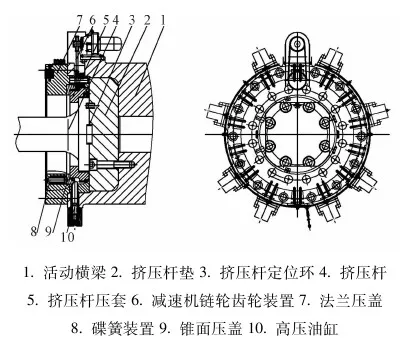
1.活動橫梁 2.擠壓桿墊 3.擠壓桿定位環 4.擠壓桿 5.擠壓桿壓套 6.減速機鏈輪齒輪裝置 7.法蘭壓蓋 8.碟簧裝置 9.錐面壓蓋 10.高壓油缸圖4 一種新型的適合大型鋁擠壓機的擠壓桿快速更換裝置Fig.4 A new extrusion rod rapid replacement device for large aluminium extrusion press
這種結構更換擠壓桿的過程如下:高壓油缸10活塞腔通入壓力油,活塞桿斜面和錐面壓蓋9相互作用,碟簧裝置8被壓縮,擠壓桿壓套5上的壓緊力松開,錐面壓蓋9和擠壓桿壓套5之間出現間隙。減速機鏈輪齒輪裝置6通電,驅動擠壓桿壓套5旋轉,使擠壓桿壓套5的內孔(如圖4左視圖所示,圓內接正方形)和擠壓桿尾部臺階的外形(如圖4左視圖所示,圓內接正方形)相重合,拔出原來擠壓桿,裝入所需擠壓桿,反向旋轉擠壓桿壓套5,使擠壓桿壓套5的內孔(如圖4左視圖所示,圓內接正方形)和擠壓桿尾部臺階的外形(如圖4左視圖所示,圓內接正方形)相差45°,擠壓桿壓套5正好壓住擠壓桿4,高壓油缸10活塞腔卸壓,活塞桿腔通壓力油,活塞桿返回,擠壓桿壓套5在碟簧裝置8的作用下壓緊擠壓桿4,高壓油缸10活塞桿腔卸壓,擠壓桿更換完畢。
這種結構的優點就是省力省時,擠壓桿壓蓋壓緊擠壓桿靠碟簧,松開靠高壓油缸,旋轉靠電機減速機。相比于圖3的結構,碟簧裝置裝在法蘭壓蓋中,法蘭壓蓋通過螺釘和動梁固定在一起,這就大大簡化了動梁的結構。另外,松開碟簧裝置因為應用了斜楔機構的省力原理,擠壓桿壓蓋的松開方便得多。高壓油缸尺寸也小很多,降低了成本。
2.2 擠壓桿快換裝置中的斜楔機構
斜楔機構由主動斜楔、從動斜楔和機架組成,也稱楔塊機構或斜面機構。斜楔機構工作時傳動準確、平穩、無噪音,具有自鎖、省力、速比大和容易改變構件的運動方向或方式等特點,它能將主動斜楔的垂直運動(或水平運動)轉化為從動斜楔的水平運動(或垂直運動)[7~8]。在擠壓桿快速更換裝置中,高壓油缸推開斜面壓蓋,正是充分利用了斜楔機構省力的特點。
在圖5所示的斜楔機構中,兩楔塊的運動方向互相垂直。在楔塊1上主動施加力F,在從動楔塊上產生力Q,R12為楔塊1對楔塊2的作用力合力,R12為楔塊2對楔塊1的作用力合力,R31為機架3對楔塊1的作用力合力,R32為機架3對楔塊2的作用力合力,摩擦角為θ,楔角為α。由圖5可得P和R21,R12和Q的關系式為[9,10]
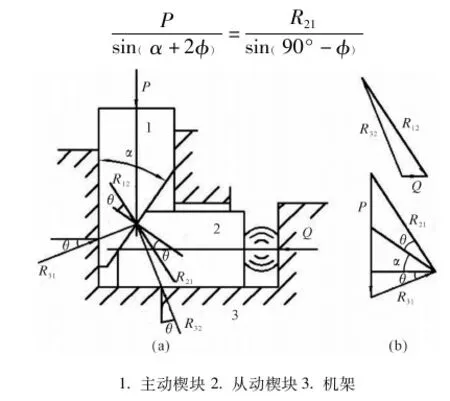
1.主動楔塊 2.從動楔塊3.機架圖5 斜楔機構的受力分析Fig.5 Force analysis of inclined wedge mechanism
3 新型擠壓桿快速更換裝置的應用
中國重型機械研究院股份公司為某公司設計制造的120 MN油壓單動鋁擠壓機采用了新型擠壓機快速更換裝置。該120 MN油壓單動鋁擠壓機回程力F(7.9 MN),根據經驗,如圖4所示錐面壓蓋9和擠壓桿壓套5之間的壓緊力取0.5F(3.95 MN),間隙 2 mm,即更換擠壓桿時,高壓油缸10推開錐面壓蓋9的行程最多2 mm。碟簧裝置8的設計比較靈活,主要根據法蘭壓蓋7所允許的空間,通過不同的組合就能方便地湊出所要求的力和行程(3.95 MN,2 mm)。該快換裝置共設16組碟簧,每組0.25 MN(正常壓緊時),當高壓油缸10推開2 mm行程時,每組碟簧力0.385 MN,共6.16 MN。綜合考慮省力和高壓油缸活塞桿的機械強度,楔角α=23°。摩擦角θ=6°。高壓油缸所需的推力P=6.16×tg35°=4.312 MN。根據120 MN油壓單動鋁擠壓機的安裝空間,高壓油缸共設8個,即每個推力約0.54 MN。減速機鏈輪齒輪裝置6的參數主要類比相類似的結構。該壓機的擠壓桿和擠壓桿壓套共2.5 t,選電機減速機3 kW,1 500 r/min,減速比87,輸出轉矩1 539 N·m。減速機鏈輪齒輪裝置整體是個減速轉矩放大機構,放大比8.7,所以最終轉矩13 390 N·m。
120 MN油壓單動鋁擠壓機擠壓桿快速更換裝置如圖6所示。
圖6 120 MN油壓單動鋁擠壓機擠壓桿快速更換裝置Fig.6 The rod rapid replacement device for 120 MN hydraulic single action aluminium extrusion
在設計和使用該裝置過程中,應該注意:
(1)擠壓桿壓蓋的壓緊力可以適當地比側缸回程力小,這樣可以使整個結構緊湊。
(2)碟簧的壓縮行程取2 mm左右即可。太小不利于擠壓桿拔出,太大松開碟簧時所需力量變大,會使高壓油缸尺寸加大。
(3)設計時要注意減速機鏈輪齒輪裝置的安裝空間,要便于維修。
(4)高壓油缸盡量沿圓周對稱布置,這樣擠壓桿壓蓋松開時受力均勻,便于操作。
(5)實際操作時,高壓油缸的升壓要緩慢平穩,以防出現過大的沖擊。
4 結論
120 MN油壓單動鋁擠壓機采用該快速更換裝置,性能可靠穩定,極大地提高了整體裝機水平。每更換一次擠壓桿,平均周期30 min,而且大大降低了工人的勞動強度。該機從2012年投產至今,一直運行良好,深得用戶好評。在隨后的幾年中,中國重型機械研究院股份公司又相繼在多臺套擠壓機中推廣應用該新型的擠壓桿快速更換裝置。
[1] Klaus Müller, Adolf Ames, Otto Diegritz,etc. Fundamentals of Extrusion Technology[M]. Giesel Verlag Gmbh. Germany 2004.
[2] K.LAUE & H.STENGER. Extrusion. English translation of revised text[M]. American society for metals, 1981.
[3] 魏軍. 金屬擠壓機[M]. 北京: 化學工業出版社, 2006.
[4] 謝建新, 劉靜安. 金屬擠壓理論與技術[M]. 北京: 冶金工業出版社, 2001.
[5] 劉靜安, 謝建新. 大型鋁合金型材擠壓技術與工模具優化設計[M]. 北京: 冶金工業出版社, 2003.
[6] 王祝堂. 大型鋁型材生產與應用現狀及發展動向[A]. 2002年交通運輸用鋁市場及技術研討會論文集[C]. 北京, 2002: 1-24.
[7] 王智禮. 斜楔機構中構件的運動和受力分析[J]. 機械研究與應用, 2006(3):18-19.
[8] 王孝培. 沖壓設計資料[M]. 北京: 機械工業出版社, 1998.
[9] 楊基厚. 機械原理[M]. 北京: 機械工業出版社, 1988.
[10]常用機構的原理與應用編寫組. 常用機構的原理與應用編寫組[M]. 北京: 機械工業出版社, 1986.
Research and application of the rapid replacement device for the extrusion rod of large sized aluminum extrusion press
YANG Hong-juan, ZHANG Jun, GAO Hong-zhang, YANG Jian, FENG Dong-xiao
(China National Heavy Machinery Research Institute Co., Ltd., Xi’an 710032,China)
This paper introduces some traditional fixed and replacement method of extrusion rod, puts forwards a new extrusion rod rapid replacement device for large aluminium extrusion press. In the device, the extrusion rod is compressed by extrusion rod gland with disc spring, the flange gland and movable beam are fastened together by screws, so the moving beam structure is simplified. Meanwhile, extrusion rod gland is more easily loosened by inclined wedge mechanism, and the size of high pressure cylinder and the equipment cost are reduced. Using results show that the device is reasonable and reliable.
extrusion rod; the replacement device; inclined wedge mechanism
2016-04-15;
2016-06-28
國家科技重大專項(04專項) (2009ZX04005-031, 2011ZX04016-081) 陜西省重點科技創新團隊(2013KCT-10)
楊紅娟(1972-),女,金屬擠壓與鍛造裝備技術國家重點實驗室高級工程師。
TG375
A
1001-196X(2016)05-0017-05
