柔性受壓電鑄新技術研究
2016-12-13 04:33:46錢王歡繆小梅
中國機械工程 2016年22期
錢王歡 秦 豐 繆小梅
無錫職業技術學院,無錫,214121
?
柔性受壓電鑄新技術研究
錢王歡 秦 豐 繆小梅
無錫職業技術學院,無錫,214121
提出了一種新的柔性受壓電鑄技術,從理論上深入探討了柔性受壓的作用機理,并通過鎢絲增強鎳的電鑄試驗進行了驗證。理論分析和試驗結果表明:柔性壓緊輪對復合電鑄層的摩擦與擠壓作用可以有效去除復合電鑄層表面的吸附氣泡,獲得表面無缺陷的復合電鑄層;柔性壓緊輪能夠不斷補充電沉積區域的電鑄液,防止復合電鑄層內部出現空洞,并能提高極限電流密度,顯著細化晶粒;柔性受壓條件下獲得的復合電鑄層具有更高的強度,當鎢絲體積分數為50%時,制得的鎢絲-鎳復合電鑄層強度達到1597 MPa,提升了21%。
電鑄;抗拉強度;柔性受壓;鎢絲
0 引言
電鑄技術是一種精密特種加工方法,它利用金屬離子在陰極表面電沉積的原理進行零件的制造,廣泛應用于航空宇航、精密模具以及兵器工業等高新技術領域[1]。近年來,越來越多的研究者開始將電鑄技術應用于金屬基復合材料的制備[2-3],尤其是連續纖維增強金屬基復合材料(在電鑄中被稱為連續纖維增強復合電鑄層)的制備,以擴展電鑄技術的應用范圍[4-6]。連續纖維增強金屬基復合材料是一類將高強度、高模量的增強纖維與金屬基體復合而成的具有強度高、模量高、耐高溫、抗疲勞等優良綜合性能的復合材料,其中,強度高是其最突出的特點。相比粉末冶金、熔融滲透等傳統制備方法[7],使用電鑄技術制備連續纖維增強復合電鑄層無需高溫或高壓環境,對增強纖維無損傷,且設備簡單、成本低廉,制備的材料具有強度高、表面質量好等特點[6,8]。Suchentrunk[4]成功地使用電鑄技術制造了硼纖維增強銅、碳化硅纖維增強鋁復合電鑄層,其內部較為致密,纖維與金屬結合緊密,抗拉強度分別達到1040 MPa與970 MPa。
雖然電鑄法制備連續纖維增強金屬基復合材料具有諸多優勢,但也存在不少問題,其中較為突出的問題是高纖維體積分數下制得的復合電鑄層內部以及表面容易出現空洞、孔隙等缺陷,制約了其性能的提升。如Kuboyama等[5]將高強度的氧化鋁和氧化硅纖維大量摻雜進電鑄層時發現,復合電鑄層內部出現了多處較為明顯的空洞,導致纖維與電鑄金屬結合性能變差,嚴重降低了高強度纖維的增強效果。
為了克服上述缺陷,進一步提升連續纖維增強復合電鑄層的質量和抗拉強度,本文提出了一種全新的柔性受壓電鑄制造技術,即在連續纖維增強電鑄制造過程中,使用一柔性介質不斷擠壓和摩擦陰極與纖維,并持續補充電沉積區域的溶液。本文設計了一套試驗裝置,深入探討了該技術的作用機理,并應用該技術進行了鎢絲增強鎳的電鑄試驗。
1 理論分析
1.1 試驗裝置設計
如圖1所示,在連續纖維增強復合電鑄層的纏繞電鑄成形技術的基礎上,布置一柔性壓緊輪緊貼陰極芯模,纖維穿過兩者間隙纏繞在陰極芯模上,金屬同時在陰極與纖維表面沉積并逐漸將纖維包裹其中,最終形成連續纖維增強復合電鑄層。柔性壓緊輪內芯為金屬,外層為海綿,海綿受擠壓和回彈時對電解液有擾動作用,可以不斷給密集纏繞在陰極表面的纖維簇內部輸送新鮮電鑄液,保證電沉積的順利進行,同時柔性壓緊輪對復合電鑄層的摩擦和擠壓作用還能改善電鑄層質量。
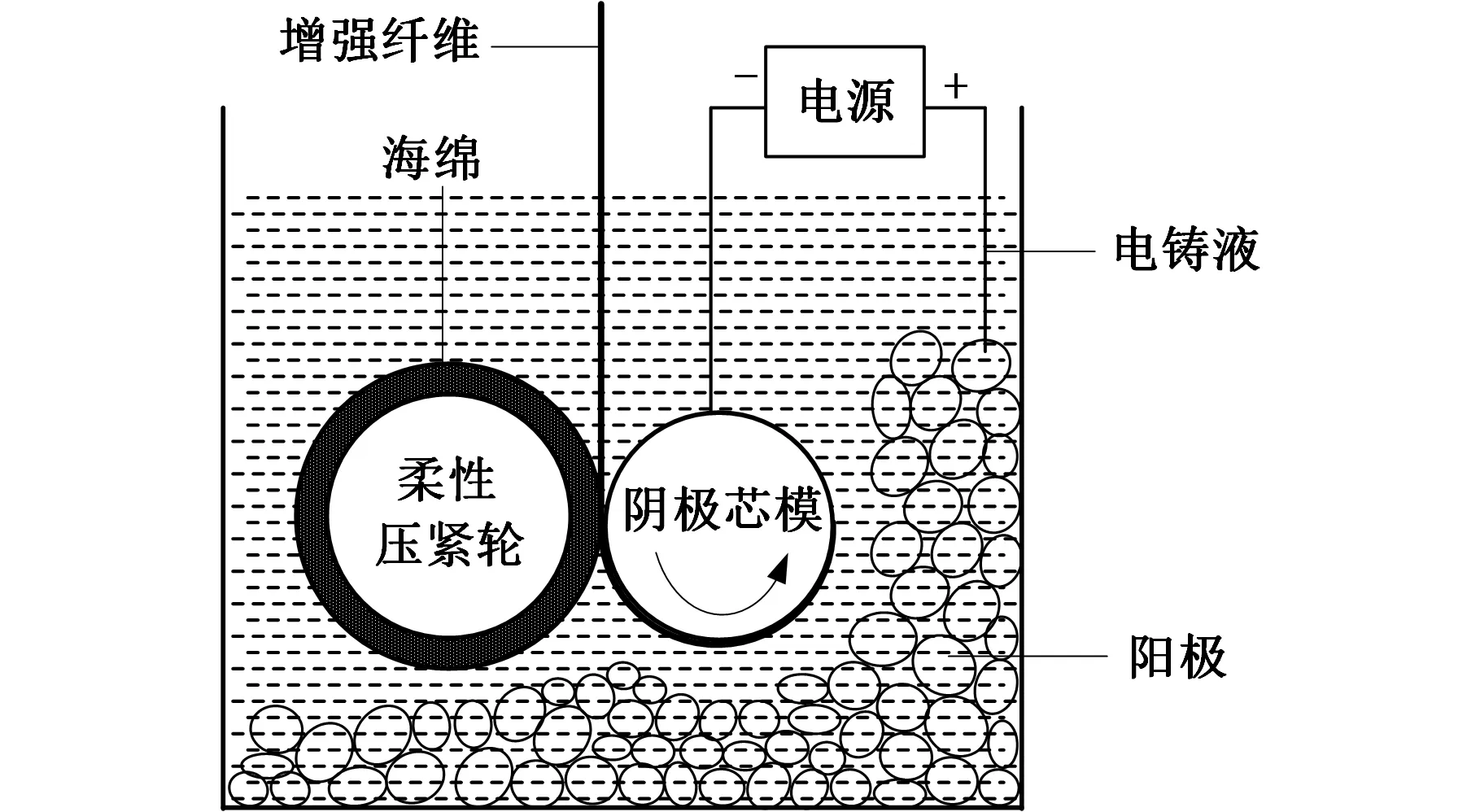
圖1 柔性受壓電鑄原理示意圖
整個試驗裝置如圖2所示。采用溶液外循環加熱的方式保證電鑄溫度的恒定。鎢絲在柔性壓緊輪的作用下緊貼于陰極芯模表面。電動機旋轉帶動鎢絲不斷纏繞在陰極芯模上,同時控制器帶動鎢絲在水平方向上以給定的速度做往復運動。通過調節電機的旋轉速度和水平軸的移動速度就可以控制纏繞在陰極芯模上纖維的量,而金屬的沉積速度可以通過電流密度來控制,因此,可以獲得不同纖維體積分數的復合電鑄層。
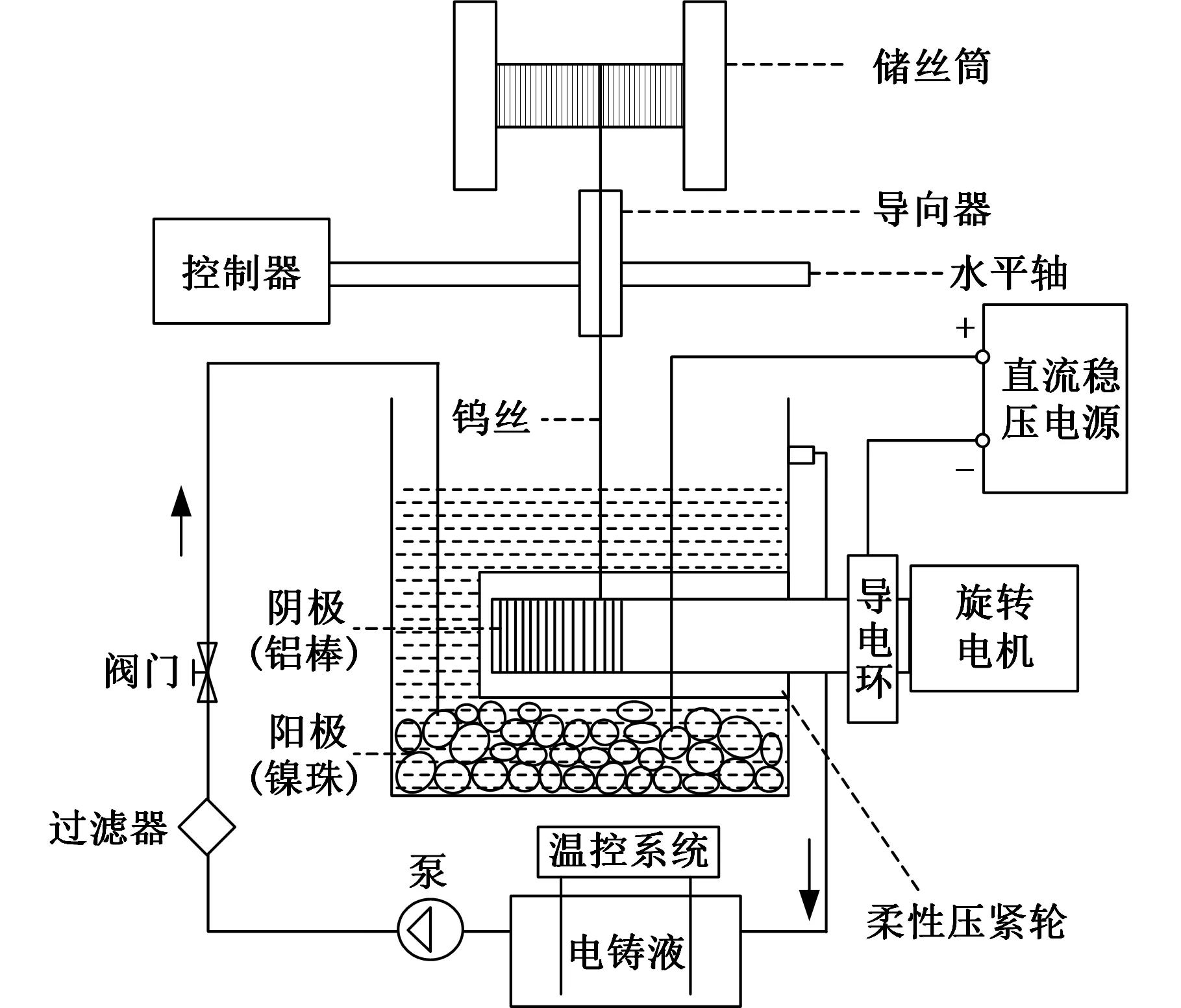
圖2 柔性受壓電鑄試驗裝置示意圖
1.2 柔性受壓的作用機理
1.2.1 減少內部空洞
以鎢絲增強鎳的電鑄制造為例,在常規的纏繞電鑄制造過程中,大量纏繞在陰極表面的鎢絲會對電結晶過程的液相傳質產生一定的阻礙作用,表現為外部新鮮的電鑄液難以通過鎢絲進入電沉積區域,而電沉積區域的反應產物也無法順利排出,最終導致復合電鑄層在某些區域出現空洞,如圖3a所示。而在柔性受壓條件下,緊貼于鎢絲與陰極的海綿可以源源不斷地“泵入”新鮮電鑄液以保證整個電沉積區域尤其是相鄰鎢絲的間隙中始終充滿足夠的鎳離子,從而獲得內部致密無空洞的電鑄層,如圖3b所示。

(a)非柔性受壓條件下
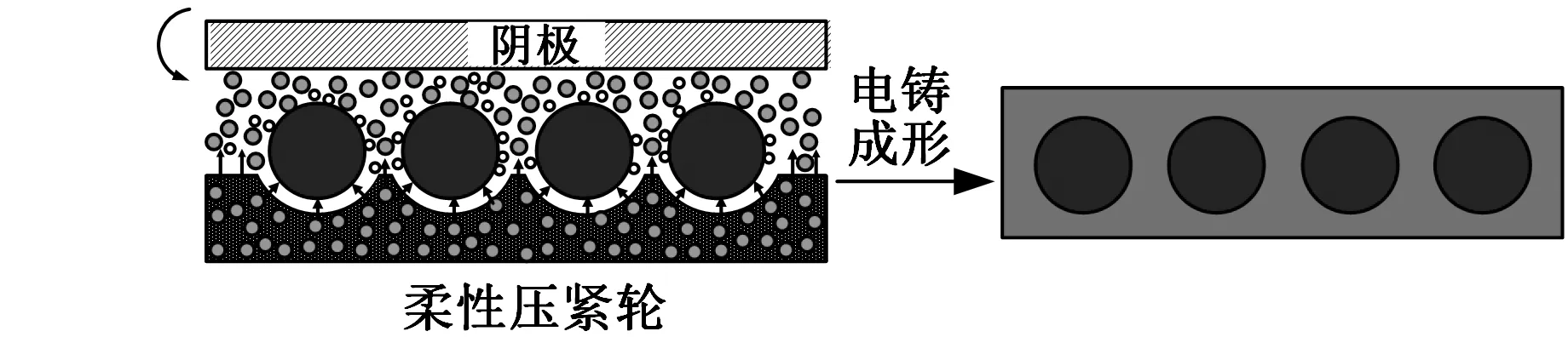
(b)柔性受壓條件下圖3 鎢絲增強鎳的纏繞電鑄制造過程
1.2.2 減少表面缺陷
在鎳的電沉積過程中,由于析氫副反應無法避免,所以當鎳離子被還原的同時, 氫離子也在陰極表面被還原成氫原子,并逐漸聚集成氫氣泡[9],如圖3所示。由于陰極表面纏繞有鎢絲,因此,本該進入溶液然后逸出的氫氣泡大量吸附在鎢絲與陰極表面,導致這些地方無法沉積金屬,最終在復合電鑄層表面形成缺陷。而在柔性受壓條件下,陰極在旋轉的過程中不斷受到緊貼其表面的柔性壓緊輪摩擦和擠壓,這種摩擦和擠壓作用可以有效地將陰極和鎢絲表面吸附的氫氣泡剝離,從而避免復合電鑄層表面缺陷的形成。
1.2.3 細化晶粒
由金屬電沉積原理可知,沉積層晶粒大小取決于兩個因素:晶核的生成速度及其生長速度,若晶核大量生成而生長緩慢,則最終生成的晶粒多而小,沉積層較為致密。而陰極過電位是電結晶的推動力,過電位越大,晶核生成功越小,形成晶核的臨界尺寸就越小,晶核就能大量產生。提高電沉積時的電流密度可以提高陰極過電位。但電流密度的提高具有上限,一旦超過極限電流密度,就會導致擴散層變厚,濃差極化現象加劇,獲得的電鑄層疏松且粗糙[10-11]。而柔性受壓條件下,柔性壓緊輪表面的海綿可以強制性地向電沉積區域補充電鑄液,加快了液相傳質過程,減小了擴散層厚度,減少了濃差極化現象,提高了允用的極限電流密度,使得電沉積在高電流密度下可以正常進行,從而獲得晶粒細小的沉積層。
2 試驗過程與結果
2.1 試驗過程
試驗分別在柔性受壓和非柔性受壓兩種條件下進行。選用電解拋光過的鎢絲作為增強體,其直徑為20 μm,抗拉強度為3250 MPa。溶液選擇常規的氨基磺酸鎳電鑄液,其組成如下:氨基磺酸鎳400 g/L, 硼酸30 g/L, 氯化鎳15 g/L,為了減少影響因素,所用試劑均為分析純并使用去離子水配制,保持溶液pH值為4.5,溫度為43 ℃。非柔性受壓條件下電流密度為2 A/dm2,柔性受壓條件下電流密度為6 A/dm2。陽極采用INCO公司生產的10 mm球形高純度鎳珠,并用滌綸布包裹,防止陽極泥滲出。陰極采用直徑為25 mm的鋁棒,經過測算,沉積面積為0.5 dm2。柔性壓緊輪內芯為不銹鋼,直徑為38 mm,外層包裹海綿,厚度約10 mm。
陰極芯模依次經過除油、拋光、弱浸蝕等處理后放入電鑄槽,制備出不同鎢絲體積分數且厚度均為300 μm的鎢絲-鎳復合電鑄層。
試樣的表面形貌、斷口形貌等使用一臺HITACHI 3400N型掃描電鏡觀察;而試件的抗拉強度測量則在一臺INSTRON 2369型萬能材料拉伸試驗機上進行。
2.2 試驗結果

(a)非柔性受壓
(b)柔性受壓圖4 不同條件下獲得的鎢絲-鎳復合電鑄層外觀
圖4所示為兩種條件下獲得的鎢絲-鎳復合電鑄層外觀。從宏觀上看,兩種條件下獲得的復合電鑄層表面均無針孔、結瘤等缺陷,但在摻有鎢絲處有一定的凸起。此外,還可以很明顯地發現,非柔性受壓條件下獲得的電鑄層表面黯淡無光,而柔性受壓條件下獲得的復合電鑄層表面較為光亮。
使用掃描電鏡進一步觀察鎢絲-鎳復合電鑄層的表面形貌,結果如圖5所示。從圖中可以很明顯地發現:未使用柔性壓緊輪獲得的復合電鑄層晶粒尺寸明顯大于5 μm;而在柔性受壓條件下獲得的復合電鑄層表面較為平整,晶粒尺寸在2 μm以下。此外,由圖5還可以發現,非柔性受壓條件下獲得的電鑄層表面出現了孔隙,而柔性受壓條件下獲得電鑄層則未見孔隙,說明柔性壓緊輪可以通過摩擦和擠壓的方式將副反應生成的氫氣從沉積層表面剝離,防止復合電鑄層表面出現孔隙。
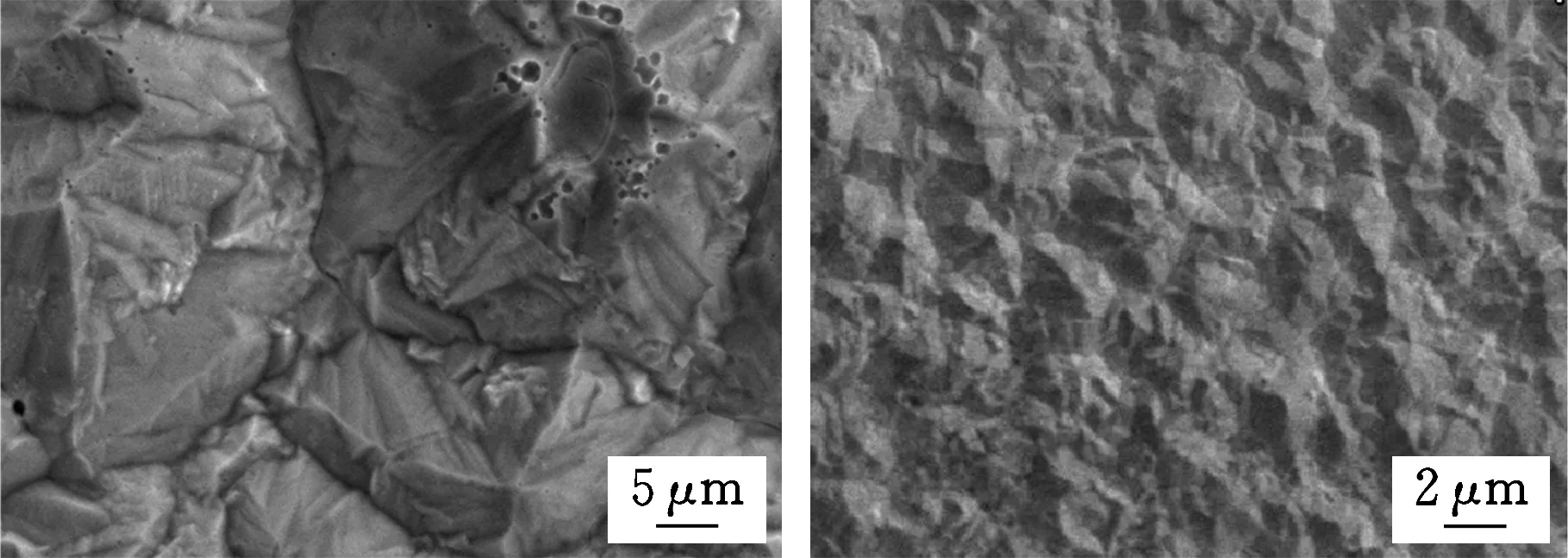
(a)非柔性受壓 (b)柔性受壓圖5 不同條件下獲得的鎢絲-鎳復合電鑄層表面形貌
圖6為鎢絲-鎳復合電鑄層在不同鎢絲體積分數下的抗拉強度曲線。可以發現,柔性受壓對復合電鑄層強度具有明顯的提升作用,且提升效果隨著鎢絲體積分數的增大而越發顯著。當鎢絲體積分數為50%時,柔性壓緊輪的應用使得復合電鑄層的抗拉強度從1320 MPa提高到1597 MPa,提升了21%。
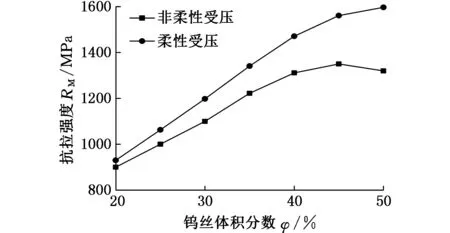
圖6 不同鎢絲體積分數下復合電鑄層的抗拉強度
纏繞在陰極的鎢絲較少時,即使沒有柔性壓緊輪,外部的電鑄液依然可以順利進入電沉積區域,反應生成的氫氣泡也可以迅速逸出,因此,復合電鑄層出現缺陷的現象并不嚴重。此時,僅通過細化晶粒的方式來提升復合電鑄層的抗拉強度,效果并不明顯。當鎢絲體積分數逐漸升高,即陰極表面纏繞的鎢絲越來越密集時,外部新鮮的電鑄液越來越難以穿透鎢絲簇進入電沉積區域,反應生成的氫氣泡也越來越難以逸出,導致復合電鑄層表面出現孔隙、內部出現空洞的現象越來越嚴重。
圖7所示為鎢絲體積分數為50%時的鎢絲-鎳復合電鑄層的斷口形貌。從圖7可以很明顯地發現,非柔性受壓條件下制得的復合電鑄層內部出現了幾處較為明顯的空洞,說明電沉積并未在這些區域發生,鎢絲與鎳基體結合性能較差。當復合電鑄層受到拉伸時,較差的結合性能使得鎳基體無法順利地將應力傳遞給鎢絲,導致復合電鑄層在鎢絲還未起到足夠的增強作用時便因為鎳基體被破壞而斷裂失效[8];而在柔性受壓條件下獲得的復合電鑄層未出現明顯的空洞,如圖7b所示。可見,柔性壓緊輪輸送電解液的作用可以強化液相傳質,保證電沉積的順利進行;制得的鎢絲-鎳復合電鑄層內部致密,鎢絲與鎳結合良好,可以更好地發揮鎢絲的增強作用。
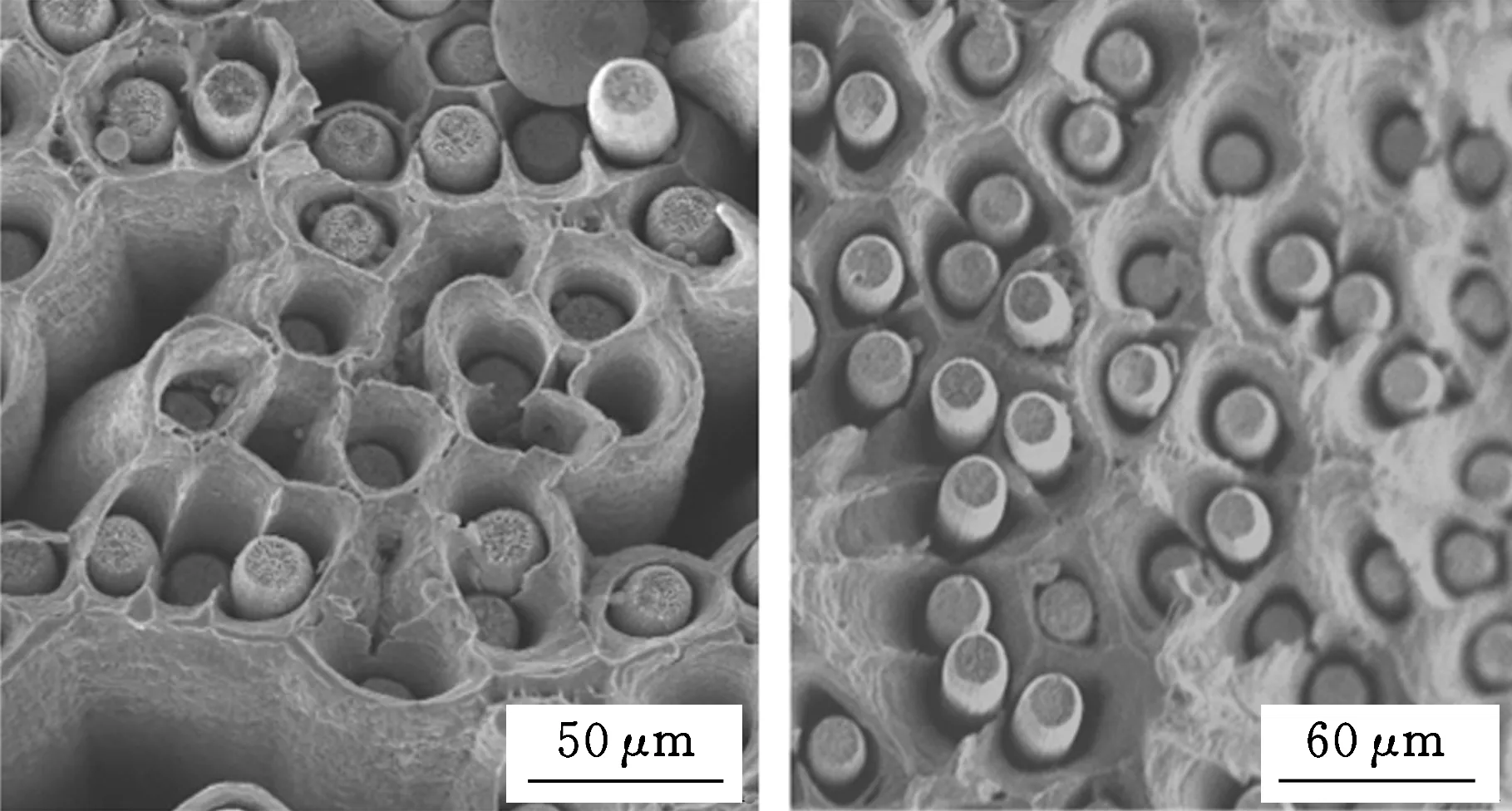
(a)非柔性受壓 (b)柔性受壓圖7 不同條件下獲得的鎢絲-鎳復合電鑄層斷口形貌
3 結論
(1)柔性壓緊輪對陰極和鎢絲的摩擦和擠壓作用能夠有效去除吸附在表面的氫氣泡,減小鎢絲-鎳復合電鑄層的表面孔隙。
(2)柔性壓緊輪輸送電鑄液的作用能夠促進離子擴散、減少濃差極化現象、提高極限電流密度,顯著細化了晶粒并有效防止了鎢絲-鎳復合電鑄層在高纖維體積分數下內部出現空洞。
(3)柔性受壓電鑄技術對鎢絲-鎳復合電鑄層的抗拉強度具有明顯的提升作用,當鎢絲體積分數達到50%時,制得的鎢絲-鎳復合電鑄層的抗拉強度可達1597 MPa。
[1] Tang P T. Electroforming: From Rocket Engines to Nanotweezers[J]. Micro and Nanosystems, 2011, 3(3):180-187.
[2] Semboshi S, Sakamoto Y, Inoue H, et al. Electroforming of Oxide-nanoparticle-reinforced Copper-matrix Composite[J]. Journal of Materials Research, 2015, 30(4):521-527.
[3] Srivastava M,Balaraju J N, Ravisankar B. Development and High Temperature Property Evaluation of Ni-Co-Cr-Al Composite Electroforms[J]. Journal of Materials Engineering and Performance, 2015, 24(5):1937-1944.
[4] Suchentrunk R. Metal Matrix Composites Produced by Electroplating. A Review on Technology and Applications[C]//Nanostructured Thin Films and Nanodispersion Strengthened Coatings. Dordrecht, Netherland: Kluwer Academic Publishers, 2004:241-250.
[5] Kuboyama K, Ishibashi T,Uchio S.Fabrication of Metal Matrix Composites by Electroforming Technique[J]. International Journal of Materials and Product Technology,2001(16):67-73.
[6] 羅學濤,吳清良,黃前軍,等.電化學方法制備纖維增強金屬基復合材料的初步研究[J].廈門大學學報(自然科學版), 2003,42(6):746-749. Luo Xuetao, Wu Qingliang, Huang Qianjun, et al. Investigated of Fiber Reinforced Metallic Matrix Composites Prepared by Electrochemical Method[J].Journal of Xiamen University (Natural Science), 2003, 42(6):746-749.
[7] Zhang L, Shi N L, Gong J, et al.Preparation of SiC Fiber Reinforced Nickel Matrix Composite[J].Journal of Materials Science and Technology,2012, 28(3):234-240.
[8] 張國定, 趙昌正. 金屬基復合材料[M]. 上海:上海交通大學出版社, 1996.
[9] 朱增偉, 朱荻.硬質粒子摩擦法電鑄新技術的研究[J].中國機械工程, 2006, 17(1):60-63. Zhu Zengwei, Zhu Di. A New Technique for Electroforming with Rotating Cathode in Hard Particles[J]. China Mechanical Engineering, 2006, 17(1):60-63.
[10] 李荻. 電化學原理[M].3版.北京:北京航空航天大學出版社, 2008.
[11] 雷衛寧, 朱荻, 曲寧松. 納米晶粒精密電鑄層力學性能的試驗研究[J]. 機械工程學報, 2004, 40(12):124-127. Lei Weining, Zhu Di, Qu Ningsong. Research on Mechanical Properties of Nanocrystalline Electroformed Layer[J]. Chinese Journal of Mechanical Engineering, 2004, 40(12):124-127.
(編輯 陳 勇)
Novel Technique for Electroforming with Flexible Compression
Qian Wanghuan Qin Feng Miao Xiaomei
Wuxi Institute of Technology,Wuxi,Jiangsu,214121
A novel technique of flexible compression electroforming was described by the experiments of W fiber reinforced Ni, where the mechanism of the flexible compression was presented. Theoretical analysis and experimental results show that the friction and extrusion between the flexible compression wheel and the cathode may effectively remove the hydrogen bubbles which reduces the surface porosity; the effects of solution supplement by the flexible compression wheel may prevent the generation of the internal voids and raise the limiting current density which reduces the grain size significantly. When the volume fraction of tungsten wire is as 50%, the tungsten-Ni comqosite electroforming layer strength is up to 1597 MPa, which improves by 21%.
electroforming; tensile strength; flexible compression; tungsten wire
2016-03-02
國家自然科學基金資助項目(51505192);無錫職業技術學院博士科研啟動基金資助項目(BT2014-05)
TG662
10.3969/j.issn.1004-132X.2016.22.004
錢王歡,男,1985年生。無錫職業技術學院機械技術學院講師、博士。秦 豐,男,1978年生。無錫職業技術學院機械技術學院副教授、博士。繆小梅,女,1986年生。無錫職業技術學院機械技術學院講師、博士。