鈦合金T形結構激光-電弧復合焊接成型工藝
2016-12-13 06:53:14王紅陽張永操祝美麗劉黎明
電焊機 2016年3期
關鍵詞:焊縫
王紅陽,張永操,祝美麗,劉黎明
(大連理工大學,遼寧大連116024)
鈦合金T形結構激光-電弧復合焊接成型工藝
王紅陽,張永操,祝美麗,劉黎明
(大連理工大學,遼寧大連116024)
采用低功率激光誘導電弧復合熱源對TC4鈦合金進行T形結構件穿透焊接工藝試驗。分析激光與電弧復合熱源間距(Dla)、冷填絲條件、熱輸入對T形件焊縫成形的影響規律,測試分析T形結構穿透焊接接頭橫截面形貌、微觀組織、力學性能及斷口形貌。結果表明,激光-電弧復合焊接方法可以實現鈦合金T形結構正面及背面焊縫成形的精確控制。當Dla=2時使激光與電弧獲得最佳的耦合效果,增強了復合熱源的穿透能力,改善了焊縫背面成形;冷填絲的加入能夠有效改善焊縫正面的咬邊及燒穿問題;激光與電弧熱輸入的協調是實現焊縫正面熔寬控制的主要因素之一。
激光-電弧復合焊接;鈦合金T形件;焊接成形;冷填絲;熱輸入
0 前言
鈦合金最顯著的優點是具有良好的耐高低溫性能及較高的比強度,在航天工程中耐高低溫性能及比強度尤為重要,在導彈、衛星和宇宙飛行器中使用大量的壓力容器大多由鈦合金制造[1],如Apollo登月飛船上的壓力容器70%以上是用鈦合金制造的[2]。這些容器有的用來裝氦和氮,有的用來裝推進劑,如燃料、氧化劑。由于推進劑是靠壓縮氣體擠壓到發動機中取得,故這些推進劑貯箱本身也受到較大的壓力[1],因此實現鈦合金焊縫接頭良好成形顯得尤為重要。
鈦合金高效焊接方法主要有:鎢極氬弧焊、真空電子束焊、等離子弧焊、激光焊及激光-電弧復合焊接等。目前鈦合金薄壁結構件主要采用鎢極氬弧焊TIG(Tungsten Inert Gas)焊接。然而TIG焊接速度較慢,焊接熱輸入較大,焊接生產效率較低,鈦合金焊縫及熱影響區變寬、晶粒過度長大,對焊接接頭性能帶來不利影響[3]。同時氬弧焊本身穿透能力較弱,在焊接成型精確控制方面存在較大困難。
1 試驗材料和方法
采用壁板2.5 mm、筋板1.0 mm TC4鈦合金薄板進行焊接試驗,板材成分如表1所示。焊前先用砂紙去除板材和焊絲表面氧化膜,再用丙酮清除板材表面的灰塵和油脂并進行干燥處理。采用脈沖YAG激光-TIG復合熱源(Pulsed Laser-DC TIG)以“激光在前、電弧在后”方式進行冷填絲正面壁板穿透焊接,背面雙側自由成形工藝試驗,TIG焊槍角度α保持為50°不變,焊絲直徑1.2 mm,焊絲成分與母材相同,試驗采用帶背面保護的夾具將筋板垂直固定,用壓板固定壁板使其與筋板側邊垂直接觸。

表1 TC4鈦合金的化學成分%
激光-TIG復合焊接工藝試驗參數如表2所示,采用保護裝置對試件正面和背面進行保護冷卻,焊接試驗裝置示意如圖1所示。焊后觀察焊縫成型,沿垂直焊縫方向截取試樣,經研磨、拋光、使用kroll試劑腐蝕后,采用光學顯微鏡觀察焊接接頭橫截面形貌及微觀組織,分析焊接參數對焊縫成型的影響機制。采用線切割在垂直于焊接方向上截取靜拉伸試樣,利用萬能力學拉伸機測量抗拉性能,最大載荷100kN,加載速率0.08mm/s,使用掃描電鏡(SEM)觀察斷口形貌。
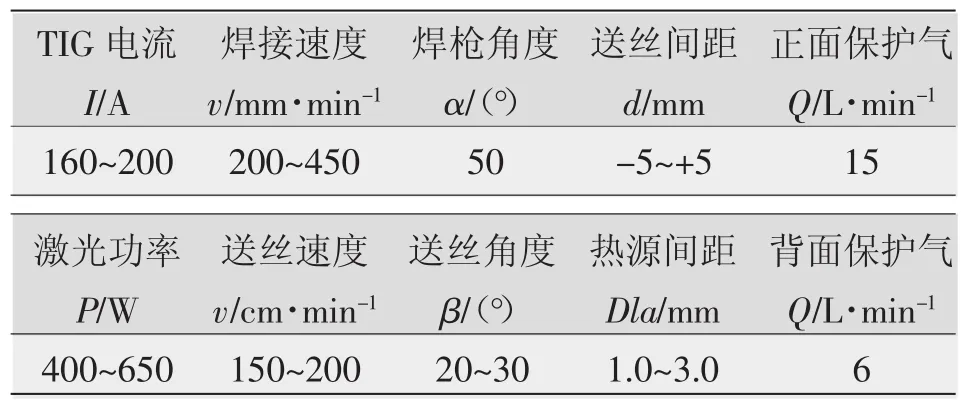
表2 工藝參數
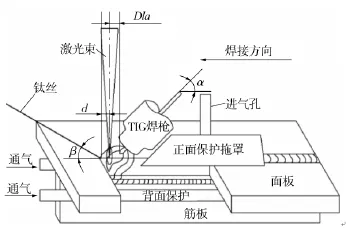
圖1 激光-電弧復合焊接裝置示意
2 試驗結果及分析
2.1焊接接頭橫截面形貌及微觀組織
TC4鈦合金T形結構件激光-電弧復合焊接接頭宏觀形貌及焊縫中心區和熱影響區的微觀組織如圖2所示。
鈦合金T型結構件穿透焊接需要實現壁板的完全熔化,從而使壁板與筋板之間形成良好連接,因此激光-TIG復合焊接時高溫停留時間相對較長,焊縫區域晶粒長大明顯,熱影響區組織也相對比較粗大。從母材→熱影響區→熔合區,晶粒尺寸逐漸變大,等軸晶粒逐漸消失。焊縫中的α相與β相熔合后轉變為單一的高溫β相,冷卻時β相消失,但是粗大的β晶界保留了下來,β相轉變為α′針狀馬氏體。熱影響區由初生的α相和針狀馬氏體組成,近熔合區處組織粗大,由于受熔合區傳熱的影響,冷卻速度相對焊縫較低,因此該區域的針狀馬氏體相對于焊縫少很多,也更加細小[6]。
2.2Dla對焊縫成形的影響
T形結構件的穿透焊接關鍵在于實現壁板完全熔化穿透,通過熱源作用使熔池金屬向下運動,實現筋板與壁板間的良好結合。因此增強激光-電弧復合焊接熱源的穿透能力對于控制焊縫背面成形尤為重要。其中激光與電弧熱源間距Dla對焊接過程產生較大影響,如圖1所示。試驗發現,當Dla<2 mm時熱源間距過小,鎢極燒損嚴重,易產生大量飛濺,因此重點考察Dla≥2mm后的焊縫背面成形。
不同Dla數值下的復合焊接接頭橫截面宏觀形貌如圖3所示。圖3b較圖3a熔寬增大、熔深減小,熱源作用面積變大,并出現了咬邊缺陷;圖3c焊縫中部趨向于形成激光高能束焊接的“釘子”形貌,金屬液向焊縫中部匯聚呈脊狀,咬邊缺陷加重,難以實現焊縫背面的平滑過渡。綜上,Dla越小越有利于增強復合焊接的穿透能力,增大焊縫熔深。隨著Dla的增大,T形件接頭熔深逐漸減小、熔寬變大,這是由于Dla增大使得激光對電弧的壓縮作用逐漸減弱[7],熱源由集中逐漸發散引起的。
兩組患者治療前NT-ProBNP水平、LVEF以及6分鐘步行距離都相差不大,差異無統計學意義(P>0.05),兩周后,實驗組NT-ProBNP水平更低,LVEF更高,6分鐘步行距離更長,差異有統計學意義(P<0.05)。
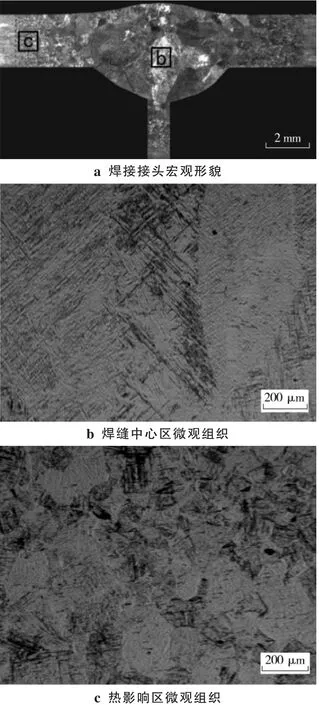
圖2 鈦合金T型結構件激光-TIG復合焊接接頭宏觀形貌及微觀組織
圖3 焊接接頭橫截面
2.3冷填絲對焊縫成形的影響
T形結構件穿透焊接過程中,壁板熔化金屬向下流動與筋板結合,易使壁板正面焊縫產生咬邊及燒穿等焊接缺陷,需要在焊接過程中進行冷填絲來填充焊接熔池。冷填絲的相關參數成為影響T形結構件焊縫正面成形的關鍵因素。
試驗發現,當送絲角度大于40°時,焊絲熔滴狀懸于絲前端不易于過渡到熔池,并且易爆破引起飛濺;當送絲角度小于20°時,焊絲易遮擋激光,干擾焊接效果。試驗中發現當送絲角度為25°時,TIG電弧邊緣的能量就可以熔化焊絲,減少了填絲對復合焊接過程的影響,填絲點正好處于弧坑邊緣時填絲效果最佳,熔化的焊絲直接進入熔池,不會產生飛濺,此時填絲點距激光斑點的間距為4 mm。
在此基礎上分析送絲速度對正面焊縫成形的影響。相同條件、不同送絲速度下的焊縫形貌如圖4所示。送絲速度為2 m/min時,用于熔化焊絲的熱量較大,焊縫背面未能完全熔透;焊接速度為1.7 m/min時,焊縫正背面成形良好,焊縫背面整體飽滿,平滑過渡;送絲速度低于1.4 m/min時,出現咬邊、燒穿的缺陷。
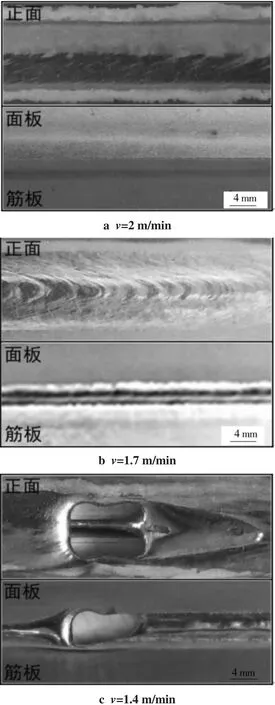
圖4 不同送絲速度下復合焊接焊縫成形
2.4熱輸入對焊縫成形的影響
激光-電弧復合焊接中,焊接熱輸入對焊縫表面成形帶來一定影響。焊接熱輸入為

式中E為焊接熱輸入;v為焊接速度;U和I分別為TIG電壓和電流;PL為激光功率;ηT和ηL分別為TIG電弧和激光的熱效率。TIG電弧熱效率與焊接速度v有關,v=450 mm/min時,ηT≈0.8;v=250 mm/min時,ηT≈0.7[8]。溫度接近熔點時金屬對激光的吸收率約為50%[9],因此ηL取0.5。測得TIG電壓U=10 V。
不同熱輸入下復合焊接鈦合金T形件截面形貌如圖5所示,對應主要焊接參數如表3所示。結合表3與圖5分析發現,適當增大熱輸入,熔寬與熔深都會增加,如圖5a和圖5b所示;TIG熱輸入過大時,熔寬明顯增大,熔深減小,如圖5c所示。大量試驗發現:激光熱輸入決定了焊縫熔深,TIG電弧熱輸入決定了焊縫熔寬;焊接速度350~400 mm/min、熱輸入290~300 J/mm時焊縫成形良好;焊接速度過低時,需要較大的熱輸入才能熔透焊縫,且熔寬較大,不滿足焊縫成形標準。由上述可得激光-TIG復合焊接鈦合金T形件時,焊接速度不宜過低,熱輸入不宜過大。
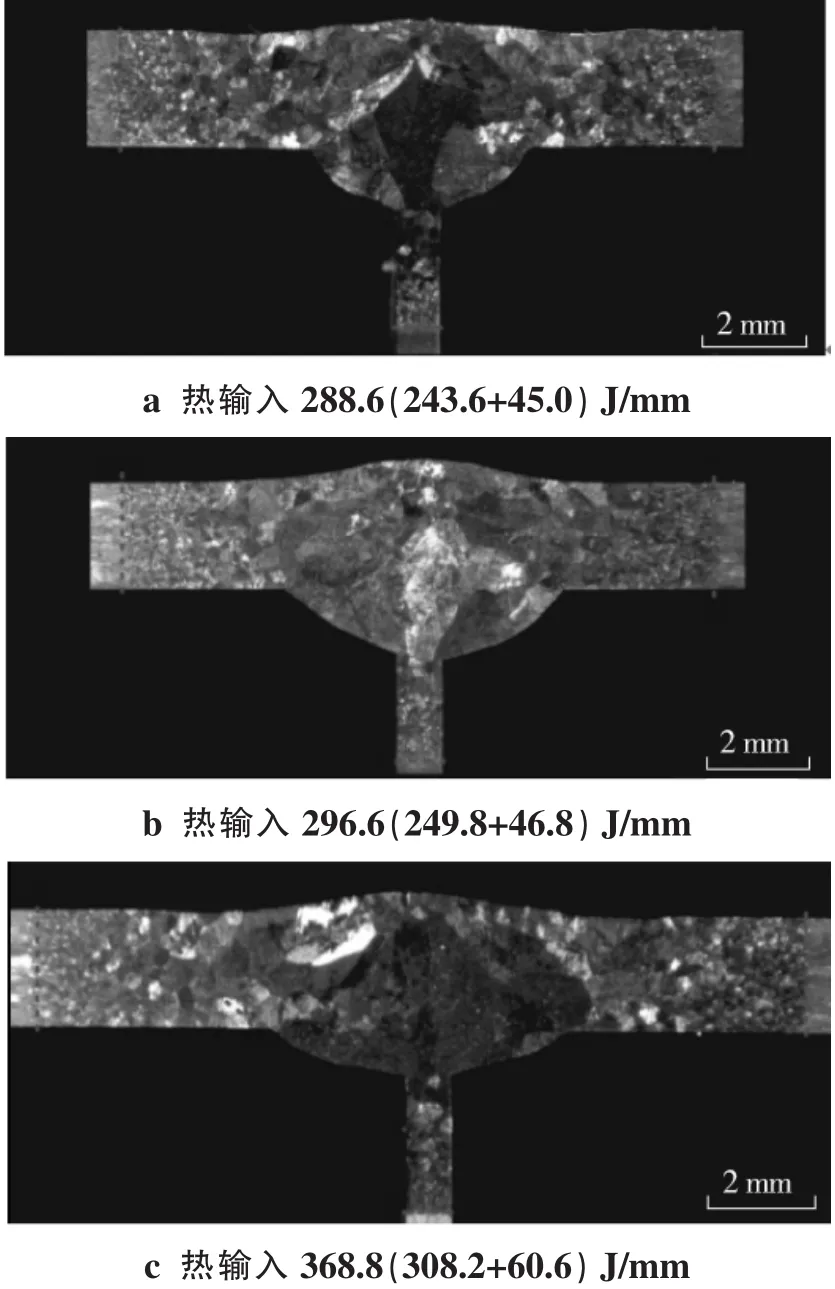
圖5 不同熱輸入焊接接頭形貌
2.5力學性能分析
本研究中進行激光-TIG復合焊接接頭靜拉伸性能測試的試樣依據國家標準《GB/T 26076-2010》加工,利用萬能力學拉伸機測量抗拉性能,最大載荷100kN,加載速率0.08mm/s,使用掃描電鏡(SEM)觀察分析斷口部位,拉伸斷裂試件及焊接接頭斷口如圖6所示。
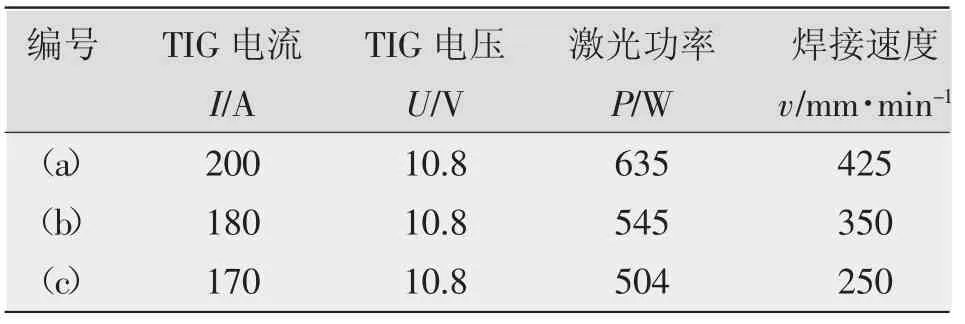
表3 主要焊接參數
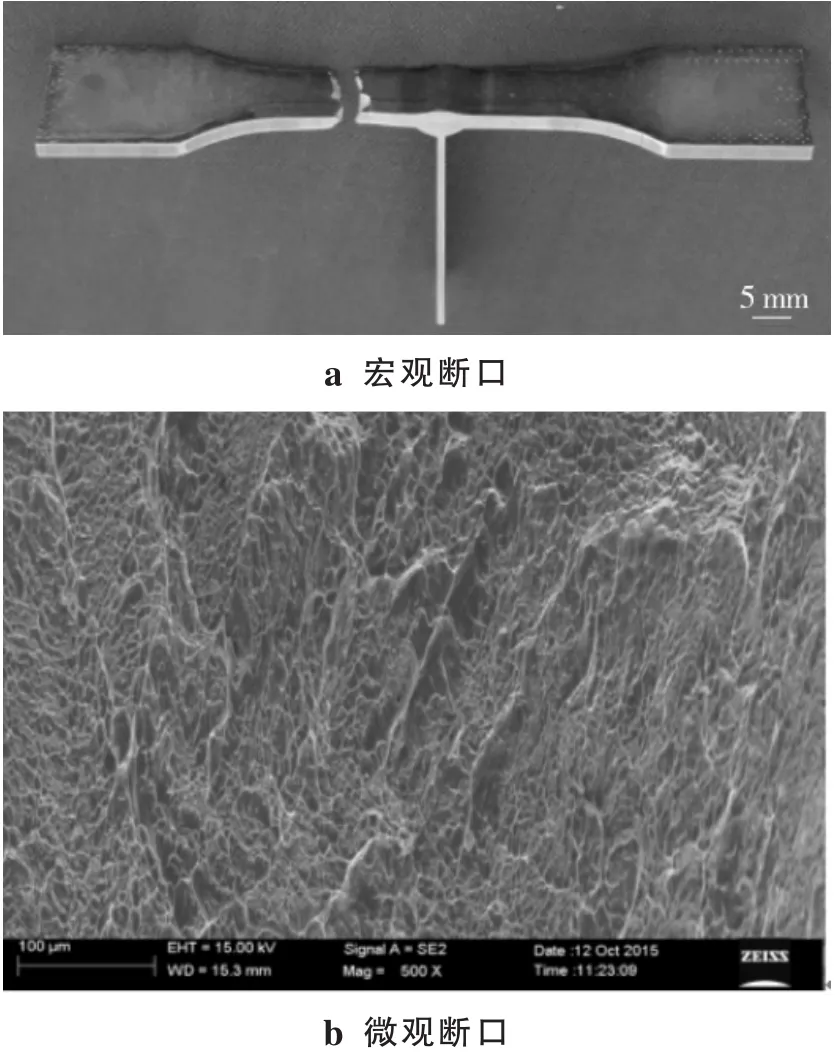
圖6 焊接接頭拉伸斷裂試件及斷口形貌
由圖6可知,試樣均斷裂于距焊縫中心較遠的母材上,說明焊縫的抗拉強度與母材等強或高于母材,這歸因于焊縫處形成的大量針狀馬氏體。延伸率計算結果表明,激光-電弧復合焊接接頭延伸率約為母材的50%~63%,明顯低于母材,這是由于焊縫先共析粗大的β晶粒增加了焊接接頭的脆性[6],T形件的筋板對接頭的拘束力也是導致接頭延伸率降低的主要原因。采用掃描電鏡觀察微觀斷口形貌發現,母材和焊縫的微觀斷口形貌呈韌窩斷口特征,如圖6b所示。拉伸試驗證實復合焊接接頭滿足使用強度要求。
3 結論
(1)鈦合金T形件低功率激光-電弧復合焊接過程中,熱源間距Dla決定熱源復合效果,對焊縫的熔透及背面焊縫成形產生直接影響,調節激光與電弧的熱源間距可獲得不同形貌的焊接接頭。
(2)在鈦合金T形件激光-電弧復合熱源焊過程中,冷填絲能夠有效減少消除咬邊缺陷。研究發現,送絲角與水平面呈25°、送絲點距激光斑點為4 mm、送絲速度為1.7m/min時獲得最佳的正面及背面焊接成形。
(3)鈦合金T形件激光-電弧復合熱源焊接過程中,激光熱輸入直接影響焊縫熔深的大小,TIG電弧熱輸入直接影響焊縫熔寬的大小;焊接速度為350~400 mm/min、熱輸入330~360 J/mm時獲得最佳的焊接質量。
[1]王者昌.國外鈦合金壓力容器研制[J].稀有金屬材料與工程,1984(04):54-63+92-93.
[2]Lawrenec J K.Pressure Vessels for the Apollo Spacecraft[J]. Metal Progress,1966,90(3):93-99.
[3]李陳賓,劉黎明.激光-電弧復合熱源焊接鈦合金薄板T形結構件[J].焊接學報,2012(01):29-32.
[4]Page C J,Devermann T,Biffin J,et al.Plasma augmented laser weldinganditsapplications[J].Scienceand Technology of Welding&Joining,2002,7(1):1-10.
[5]Liu L,Hao X,Song G.A new laser-arc hybrid welding technique basedonenergyconservation[J].Materialstransactions,2006,47(6):1611-1614.
[6]楊靜,程東海,黃繼華,等.TC4鈦合金激光焊接接頭組織與性能[J].稀有金屬材料與工程,2009(02):259-262.
[7]劉黎明,李陳賓.激光誘導電弧耦合熱源的構建及綠色焊接技術應用[J].電焊機,2015,45(05):36-42.
[8]Kou S.Welding Metallurgy[M].John Wiley&Sons,2003.
[9]Chen F F.Introduction to plasma physics[M].New York:Plenum press,1974.
Laser-arc hybrid welding of titanium alloy T-shaped joint appearance
WANG Hongyang,ZHANG Yongchao,ZHU Meili,LIU Liming
(Dalian University of Technology,Dalian 116024,China)
Low-power laser-induced arc hybrid welding technology is used in TC4 titanium alloy T-shaped structure welding process. The influence of the distance between the laser and arc tungsten,cold filler wire conditions,welding heat input on the weld appearance are analyzed in the experiments.Structure shape and microstructure of the cross sections,mechanical property and fractures of T-shaped joint are examined.The results show that the front and back appearance of titanium alloy T-shaped structure can be controlled precise by the laser-TIG hybrid welding technology.As the Dla=2,the best coupling effect of laser and TIG is obtained,which increases the penetration and improves the appearance of the back side.The addition of the cold filler wire can improve the front side undercut and burn through defects.The coordination of laser and arc heat input is one of the major factors on the controlling of the front side weld width.
laser-TIG hybrid welding;titanium alloy T-shaped joint;weld appearance;cold filler wire;heat input
TG456.7
A
1001-2303(2016)03-0014-05
10.7512/j.issn.1001-2303.2016.03.04
2015-12-20;
2016-01-26
國家科技重大專項(2013ZX04001)
王紅陽(1982—),男,博士,副教授,主要從事輕合金焊接技術的研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
