大型球罐高效脈沖MAG全位置自動焊接系統
2016-12-13 06:53:14房務農何前進董加利
電焊機 2016年3期
關鍵詞:焊縫
房務農,何前進,董加利,冷 輝
(1.合肥通用機械研究院,安徽合肥230031;2.中石化南京工程公司,江蘇南京210046)
大型球罐高效脈沖MAG全位置自動焊接系統
房務農1,何前進1,董加利2,冷輝2
(1.合肥通用機械研究院,安徽合肥230031;2.中石化南京工程公司,江蘇南京210046)
球罐脈沖MAG全位置自動焊具有綠色環保、高效節能等優點,與焊條電弧焊相比,其焊接工藝參數可控,焊接變形量小,更有利于保證球罐的焊接質量,但需解決曲面爬行軌道、焊接小車、機頭擺動機構、控制系統、配套的金屬粉型焊絲及焊接工藝等諸多技術難題。針對量大面廣的Q370R鋼制大型球罐,通過對球罐脈沖MAG全位置自動焊接系統中多項子系統的攻關試驗研究,實現了自動焊焊接裝備在球罐上全方位平穩運行,且價格低廉,研制的金屬粉芯焊絲質量穩定,適于Q370R鋼制球罐全位置焊接,焊縫金屬力學性能較佳,球罐自動焊焊縫成形美觀,完全替代了原始的焊條電弧焊,應用前景廣闊。
球罐;全位置自動焊;金屬粉芯焊絲
0 前言
隨著我國經濟的發展,對石化原料及能源需求日益增長,每年在新增大批球罐用于儲存的同時,球罐也向著高參數、大型化、輕量化方向發展,如我國有07MnCrMoVR/Q370鋼制10 000 m3的天然氣球罐、06Ni3DR鋼制-100℃3 000 m3乙烷球罐、66 mm厚09MnNiDR鋼制的-70℃3 000 m3乙烯球罐。目前國內大多數球罐采用分析設計,壁厚與常規設計相比約薄10%,但對焊接接頭的技術要求相應提高。
我國焊制球罐的焊工長期疏于管理,片面追求焊接效率、壓縮成本,習慣采用大線能量焊接,大大超出規范允許的范圍;另外市場經濟加速了焊工流動,球罐若出現焊接質量問題對焊工難以追責,給球罐質量帶來了安全隱患。而焊條電弧焊效率低,焊縫成形較差,勞動強度大,厚壁球罐施焊時需預熱,罐內環境溫度可高達50℃以上,內壁焊接時煙塵量較大,難以及時排出,在如此惡劣的環境中施焊影響了焊工身心健康,難以焊出高品質的焊縫,為此,球罐采用高效自動化焊接成為行業上的迫切需求。近年來隨著我國焊接自動化設備、焊接材料的日益成熟,以及焊接勞動力價格的不斷上漲,使球罐自動化焊接的成本優勢逐步顯現。
中石化南京工程公司于2014年負責組織昆山京群焊材科技有限公司和合肥通用機械研究院全面開展了球罐全位置自動焊試驗研究工作,主要針對目前量大面廣的Q370R鋼制大型球罐,采用直流脈沖電源、金屬粉芯焊絲進行MAG全位置自動焊接研究。球罐焊縫均為多立體角度、曲面、弧狀,如圖1所示,由于X型坡口為氣割坡口,表面不平整,組對間隙非常不均勻;此外研制該套裝備主要面對慘淡的球罐安裝行業,需考慮每套裝備成本控制在15萬元以下,這對焊接自動化來說難度巨大。本項目主要需解決焊接電源選配、送絲機構、曲面爬行軌道、焊接小車、控制系統、機頭擺動機構、擺動方式、適于全位置焊且質量穩定的金屬粉芯焊絲、混合氣體配比及MAG全位置焊接工藝等系列問題,經過各單位共同努力,該成果于2015年通過全國壓力容器學會組織的評審,目前已應用于連云港斯爾邦球罐項目,取得了較滿意的效果。
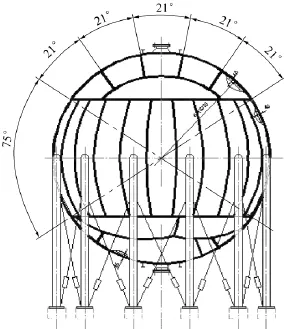
圖1 球罐焊縫示意
1 我國球罐自動焊的現狀
20世紀80年代,我國開始進行大型球罐自動焊接試驗研究,到20世紀90年代逐漸應用。1999年某公司建造的撫順石化公司16MnR鋼制2 000 m3LPG球罐,采用藥芯焊絲自動化焊接,焊縫表面成形極差,X射線檢測發現焊縫內部未熔合、夾渣類焊接缺陷非常嚴重,甚至產生了“空洞”,最終橫焊、仰焊位置的焊縫全部刨除,重新采用焊條電弧焊焊接,返修量很大。而藥芯焊絲焊縫金屬力學性能不穩定,立焊位置低溫沖擊功波動性很大,中石化三公司1996年采用自動化焊接的球罐焊縫金屬-10℃ KV2平均值最低僅28 J,如表1所示[1],因此球罐全位置自動焊工藝不成熟。另外國外進口球罐自動焊裝備每套約250萬元,進口藥芯焊絲價格又高,2000年以后球罐自動焊處于停滯狀態。
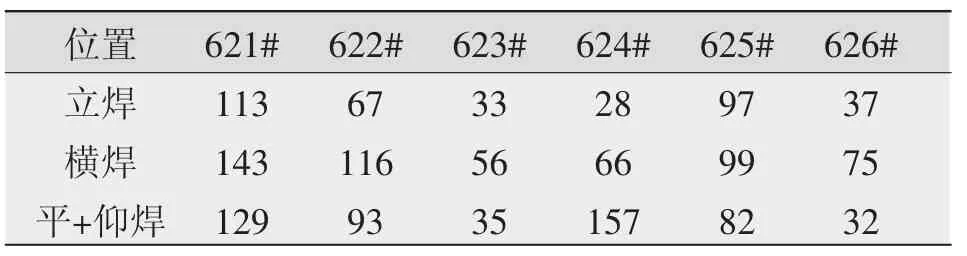
表1 產品試件的焊縫金屬-10℃沖擊功(平均值)
2 球罐脈沖MAG全位置自動焊優點
2.1綠色環保
球罐自動焊由機器代替人工焊接,焊工只需在焊接過程中操控機器進行輔助作業,勞動強度大大降低,可避免在厚壁球罐焊接過程中因加熱和焊接所帶來的高溫熱輻射,自動焊產生的煙塵和有毒氣體相比焊條電弧焊明顯減少,施焊環境得到極大改善,降低了對焊工身體傷害程度,并且焊渣少、無焊條頭,有利于環保。
2.2高效節能
自動焊時焊前需鋪設小車行走軌道,調整機頭運動軌跡,焊前準備時間要長于焊條電弧焊,但自動焊的電流密度遠高于焊條電弧焊,如表2所示[1],大大提高了焊絲的熔化速度,即增大了填充速率,且運行過程中不需更換焊條和重新引弧,從起點到終點焊接一次完成,而金屬粉型焊絲施焊的焊縫表面焊渣很少,省去了大量脫渣時間,球罐自動焊焊接效率是焊條電弧焊的3~3.5倍[2]。由于全位置自動焊一般使用較細的φ1.2 mm金屬粉芯焊絲,坡口根部電弧可達性較好,焊縫X型坡口角度可由焊條電弧焊的55°/60°優化為40°,如圖2所示,仍有較好的熔透性,還不易產生夾渣等缺陷[3]。以2 000 m3球罐為例,自動焊焊接材料消耗量與焊條電弧相比可節約3/5,焊接生產率大幅度提高,如表3所示,節能效果明顯。
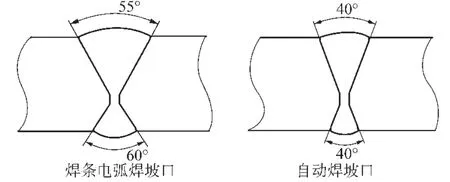
圖2 焊縫坡口角度優化
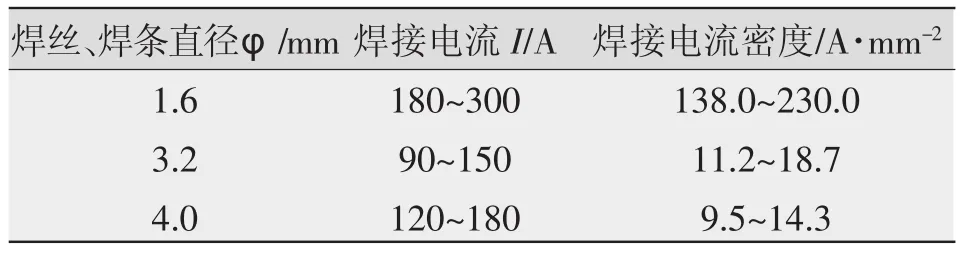
表2 焊接電流參數

表3 自動焊與焊條電弧焊比較(以2 000 m3球罐為例)
2.3焊接工藝參數可控
球罐自動化焊接工藝參數(焊接電流、電弧電壓、焊接速度)均由機器控制,調節方便,與焊條電弧焊相比,焊接線能量始終處于可控狀態,避免了焊條電弧焊片面追求效率的野蠻作業,焊接工藝參數實際記錄真實可靠,更好地保證了球罐整體焊接質量。
2.4焊接變形量小
球罐焊縫X型坡口角度由55°/60°優化為40°,焊縫金屬填充量可減少約1/3,焊縫總熱輸入量減少,加上焊接速度快、焊接線能量小、熱影響區窄,因而焊接接頭的變形量與焊條電弧焊相比可減小約1/2。
3 金屬粉芯焊絲脈沖富氬氣體保護焊特點
(1)金屬粉芯焊絲雖在我國被歸為藥芯焊絲,但由于加入的非金屬焊劑低于10%,有別于鈦型、堿性藥芯焊絲,如圖3所示,其熔滴的過渡特性與實心焊絲相似,合金成分的調整非常方便,無需依賴鋼廠,其性能優于實心焊絲,在脈沖富氬氣體保護焊時易實現穩定的射滴過渡,可用于球罐全位置焊接。
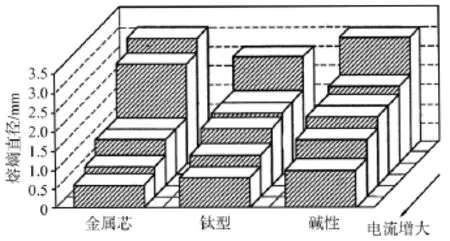
圖3 各種類型藥芯焊絲熔滴直徑范圍
(2)通過送絲速度來調節脈沖頻率,改變單位時間內熔滴過渡的滴數,實現一脈一滴的射滴過渡,電弧呈鐘罩狀,如圖4所示,焊縫成形好,焊縫呈圓弧狀熔深,可避免出現“指狀”熔深[4]。

圖4 脈沖射滴過渡示意
(3)熔滴溫度低,焊接發塵量小,合金元素的燒損少,有利于合金元素向焊縫金屬中過渡,也改善了球罐內壁施焊環境。
(4)球狀熔滴沿焊絲軸向過渡,電弧穩定,基本無飛濺。
(5)弧長短,電弧指向性好,熔滴主要受電弧力作用,可克服仰焊位置熔池重力的影響,實現球罐全位置焊接。
(6)脈沖頻率低時焊接平均電流較低,電弧仍可穩定燃燒,擴大了焊接電流使用范圍,可從幾十安培到射流過渡臨界值。
(7)焊接操作時因周圍環境振顫所引起的弧長變化有較強的補償能力。
4 球罐脈沖MAG自動焊焊接電源及送絲機選擇
(1)球罐脈沖MAG自動焊焊接電源選用美國米勒公司的Invision 450 MPA逆變焊接電源,如圖5所示。該設備具有一元化脈沖MAG、銳弧技術和雙脈沖技術,先進的電弧控制技術可以保持穩定的短弧脈沖,更容易實現全位置焊接,金屬粉芯焊絲配合內置脈沖程序,可以獲得穩定的噴射電弧。

圖5 焊接電源
(2)便攜式送絲機采用美國米勒公司的手提式送絲機SuitCase 12RC,如圖6所示,全封閉、抗阻燃、抗沖擊工程塑料機箱,可移動性強,便于遠途搬運。

圖6 手提式送絲機
(3)一元化脈沖MAG為電源、送絲機、焊槍之間提供了通信通道,脈沖參數自動匹配送絲速度,當送絲速度改變時,通過設備的控制電路自動調整脈沖頻率與之適應,也調節了平均焊接電流。
5 焊接小車及擺動機構
焊接小車及擺動機構如圖7所示。
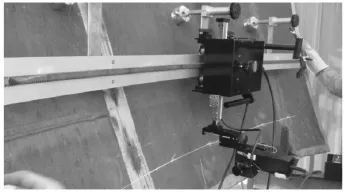
圖7 焊接小車及擺動機構
(1)焊接小車具有行走穩定、調速范圍寬、能和擺動同步聯動的特點,同時還具有載荷能力強、質量輕、尺寸小、易搬動的特點。
(2)小車面板上有多個調節控制旋鈕,通過控制送絲速度來調節脈沖頻率和平均焊接電流,通過控制焊絲干伸長度來調節電弧電壓,通過控制小車行走速度來調節焊接速度,通過對焊接機頭左右和上下位置、小車行走速度微量調節來糾正坡口角度和組對間隙偏差。
(3)焊接機頭實際上是受控于爬行機構的長柄焊槍,其端部帶有耐高溫燒嘴和送絲嘴,長柄焊槍另一端與擺動機構連在一起,可按擺動機構設定的擺動方式完全模擬焊工操作,按球罐焊接要求來完成三角形、月牙形、斜拉形等不同的擺動方式,如圖8所示,并可調整焊槍在焊縫兩側的停留時間,避免焊縫兩側產生未熔合及咬邊缺陷,以匹配不同的焊接位置,使焊縫成形美觀。
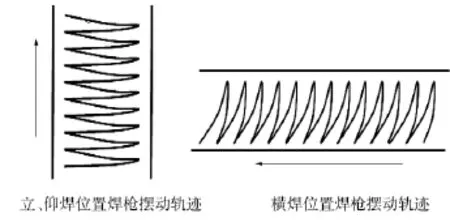
圖8 球罐自動焊焊槍的擺動軌跡
(4)小車外形尺寸較小,因此不增加腳手架搭設難度,也不影響操作人員自由上下所需要的空間。
(5)焊接小車與行走軌道結合在一起,可用于球罐的縱、環焊縫的平、橫、立及仰焊全位置焊接,可操作性強。
6 小車行走軌道及調節支架
小車行走軌道及調節支架如圖9所示。
(1)軌道采用5 mm×80 mm雙齒條鋁合金半柔性軌道,沿球殼板曲面呈弧線爬行,剛度適中可保證小車平穩行走,并不受小車重力的影響而改變爬行速度(小車不可過重)。
(2)軌道由全方位可調節支架進行調節,使半柔性軌道彎曲變形,最終在球罐表面鋪設出一個柱體形軌道,柱體曲率與焊縫曲率相同。

圖9 行走軌道及調節支架
(3)可連續或分段鋪設,靠耐高溫封閉磁性牢固地吸附在球殼板的表面,該吸力足可承受小車及擺動機構的質量。
(4)焊接時,焊接小車在柱體形狀軌道上運行,此時與焊接小車連結在一起的擺動機構產生的等距離線,其曲率與焊道的曲率完全相同,很好地解決了軌道與焊道不等距的問題。
7 GCR-81Ni1MP金屬粉芯焊絲質量穩定試驗
藥芯焊絲熔敷金屬的成分及力學性能的穩定性一直是壓力容器行業爭論的焦點,因此未將其納入NB/T47018-2011《承壓設備焊接材料訂貨技術條件》標準。一是料斗中粉料的自重變化對進入皮帶的粉料數量有影響,即加粉的不均勻性;二是粉料在移動的皮帶上落入U型鋼帶中,由于粉料組成物自身比重、目數差異等易受機械振動而使藥粉分層;三是不同混合粉料的流動性各異,在減徑變形過程中易造成竹節外形和斷絲現象,焊接時送絲不暢,有斷弧現象;四是焊縫中易產生“氫白點”。這些因素均導致藥芯焊絲熔敷金屬成分的不均勻,力學性能也隨之波動[5]。
京群焊接材料科技有限公司為本項目研制的GCR-81Ni1MP金屬粉芯焊絲,以冷軋鋼帶作外皮,經裁成窄帶并清洗后再冷彎成U型管,加入金屬合金粉,閉合成O型管,再多次拉拔而成。該焊絲針對Q370鋼制球罐全位置焊接進行了多次配方調整及試驗,并通過先進的技術手段很好地解決了上述問題,保證了該焊絲生產質量的穩定性。熔敷金屬化學成分及力學性能分別如表4、表5所示,可看出其以Mn-Ni-Mo為合金體系,在Ni名義含量1.0%基礎上添加微合金化元素,形成鐵素體+少量貝氏體組織,雜質元素含量和擴散氫含量極低,也大幅度提高了其低溫沖擊功。當采用脈沖電源、φ(Ar)80%+φ(CO2)20%富氬氣體保護時,全位置自動焊焊接工藝性能良好,表面成形美觀,焊縫兩側基本無咬邊。
從京群公司批量生產的GCR-81Ni1MP焊絲中隨機抽取49T1748、49R3641、4AR4001三個批號焊絲,按NB/47018分別測定其熔敷金屬化學成分和低溫沖擊功,結果分別如圖10、圖11所示,不同批號焊絲熔敷金屬化學成分和力學性能波動性不大,表明該焊絲質量較穩定。

表4 GCR-81NI1MP金屬粉芯焊絲熔敷金屬的化學成分%

表5 GCR-81NI1MP金屬粉芯焊絲熔敷金屬力學性能
8 GCR-81Ni1MP金屬粉芯焊絲熔敷金屬擴散氫試驗
將GCR-81Ni1MP金屬粉芯焊絲分別裸露放置于室內、室外環境中,室內溫度3℃~12℃、濕度25%~60%,室外溫度0℃~10℃、濕度25%~75%。焊絲在室內和室外均放置24 h、48 h后分別測量熔敷金屬擴散氫含量,結果見表6。數據表明該焊絲放置在室內或室外48 h后,熔敷金屬擴散氫含量仍不大于3 mL/100 g,吸潮性很低。但考慮到諸多因素,該焊絲的儲存環境必須符合JB/T3223《焊接材料質量管理規程》,當焊絲盤拆封后,盡可能在當天用完,否則應取下放回二級庫采用塑料袋進行密封包裝,第二天優先使用,并于當天用完,開封后存貯時間不宜過長。

圖10 不同批號熔敷金屬主要元素化學成分
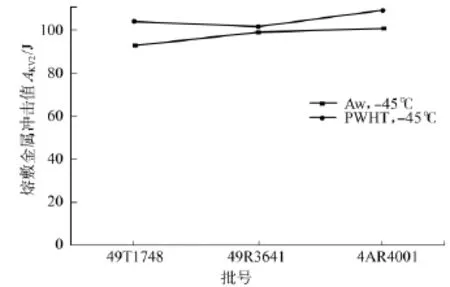
圖11 不同批號焊絲熔敷金屬低溫沖擊功
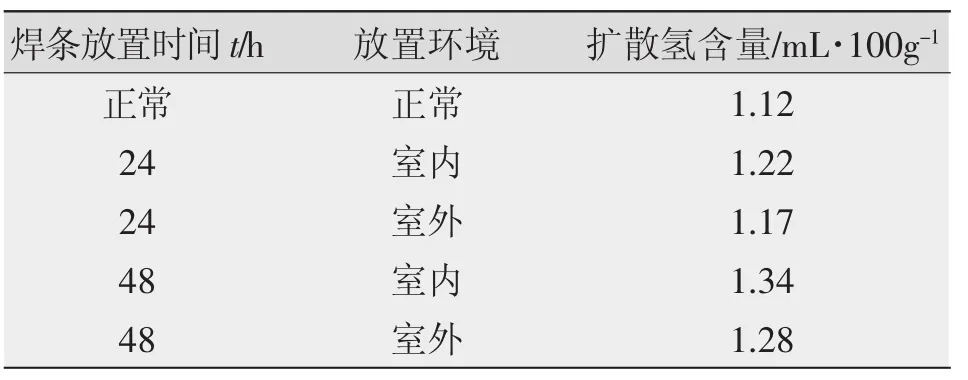
表6 不同環境中熔敷金屬擴散氫含量
9 斜Y型坡口焊接冷裂紋試驗
為評價Q370R鋼采用GCR-81Ni1MP金屬粉芯焊絲脈沖MAG自動焊接的焊接熱影響區焊接冷裂紋敏感性,采用40 mm厚Q370R鋼板,按GB 4675.1-1984《斜Y型坡口焊接裂紋試驗方法》進行試驗,結果如表7所示。發現收弧處有小的弧坑裂紋,這是由于自動焊接收弧點無法按標準收到焊道以外,且收弧時無法擺動造成的,按標準可以不予考慮。
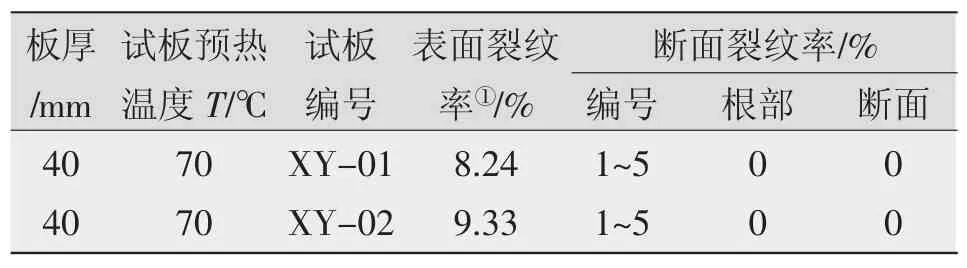
表7 斜Y型坡口焊接裂紋試驗結果
由表7可知,40 mm厚Q370R鋼板焊前預熱溫度70℃,采用GCR-81Ni1MP金屬粉芯焊絲、脈沖MAG自動焊接,除弧坑有微裂紋外,未發現任何冷裂紋。若按通常當裂紋率小于20%時可判定該試板無冷裂紋傾向的原則,可認為Q370R鋼焊前經70℃以上預熱,采用該方法在現場球罐的拘束狀態下,實際焊接接頭出現冷裂紋的可能性很小。
10 GCR-81Ni1MP金屬粉芯焊絲自動化焊接線能量選擇試驗
Q370R鋼焊接接頭中焊縫金屬的低溫沖擊性能遠低于熱影響區,因此確定現場可用于球罐的最大焊接線能量取決于焊縫金屬的低溫沖擊性能。采用40 mm厚的Q370R鋼進行焊接線能量選擇試驗。焊接試板預熱溫度為100℃,焊接后按(590℃± 15℃)×2.5 h進行二次焊后熱處理,按NB/T47014-2011規定在1/4T處制取焊縫金屬的沖擊試樣,同時制取熱影響區沖擊試樣作參考,分別進行-20℃低溫沖擊試驗,試驗結果如圖12、圖13所示。
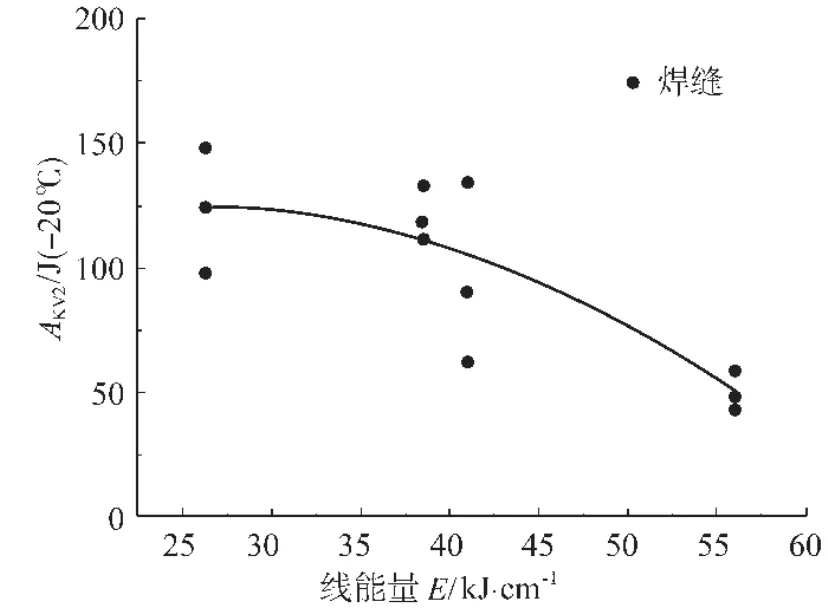
圖12 焊接線能量對焊縫金屬AKV2的影響
由圖12可知,隨著焊接線能量的增加,焊縫金屬-20℃AKV2降低,線能量達56 kJ/cm時,焊縫金屬-20℃AKV2=50 J,下降幅度較大,因此Q370R鋼制球罐采用GCR-81Ni1MP焊絲進行脈沖MAG自動化焊接時,焊接線能量宜控制在40 kJ/cm以下。
11 球罐焊接工藝評定試驗
按NB/T47014-2011《承壓設備用焊接工藝評定》標準,球罐按立焊位置進行焊接工藝評定,試驗采用GCR-81Ni1MP對56mm厚的Q370R鋼試板進行立焊位置焊接,焊后按(590℃±15℃)×2.5 h進行二次焊后熱處理,然后截取試樣分別進行焊接接頭的拉伸試驗、彎曲試驗及焊縫金屬和熱影響區的-20℃沖擊試驗(沖擊試樣軸線位于1/4T處),結果如表8所示。
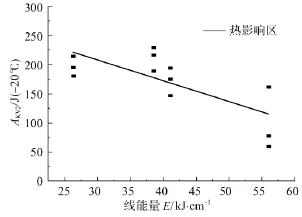
圖13 焊接線能量對熱影響區AKV2的影響
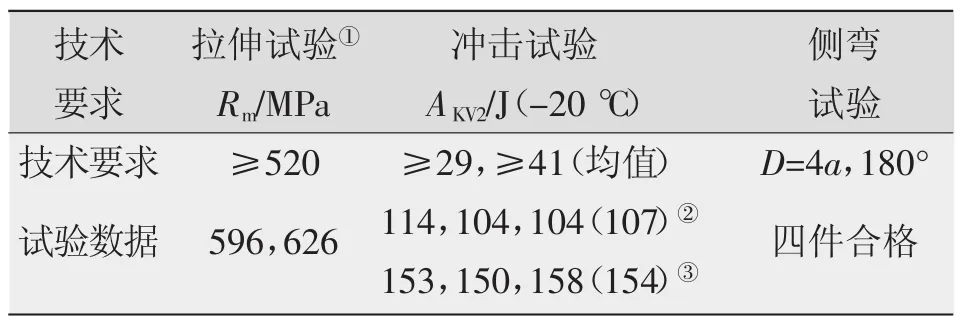
表8 Q370R+GCR-81Ni1MP 3G位置焊接接頭拉伸及彎曲試驗結果
從立焊位置焊接工藝評定結果可看出,在同樣的焊接位置,金屬粉芯焊絲脈沖MAG自動焊的焊接線能量比焊條電弧焊小得多,焊縫金屬AKV2(-20℃)達107 J,與技術要求相比富裕量較大。
12 焊縫金屬系列溫度沖擊試驗
焊接試板的制備、檢驗參照NB/T 47014-2011《承壓設備焊接工藝評定》執行。試板采用56mm厚的Q370R鋼板對接,在立焊位置施焊,預熱溫度為100℃,層間溫度控制在200℃以下,試板焊后進行(590℃±15℃)×2.5 h二次SR處理。沖擊試樣軸線位于1/4T板厚處,取樣處最大焊接線能量46 kJ/cm,沖擊試樣V型缺口垂直于表面。溫度沖擊試驗結果如圖14、圖15所示,由圖14、圖15得出的焊縫金屬韌性特征值見表9。

圖14 焊縫金屬AKV2與溫度的關系
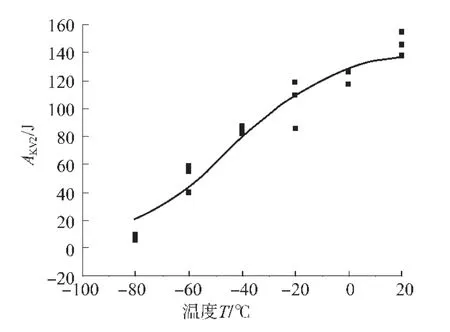
圖15 焊縫金屬纖維斷面率與溫度的關系

表9 焊縫金屬的韌脆性轉變溫度
由圖14、圖15可知,焊縫金屬延性斷裂與脆性斷裂過渡比較平緩,表明焊縫金屬不易發生脆性斷裂。由表9可知,由不同判據評定的焊縫金屬韌脆性轉變溫度均低于-37℃,說明該焊絲用于Q370R鋼制球罐脈沖MAG自動焊時,只要焊接線能量控制在適當范圍內,就有足夠的韌性儲備。
13 焊縫金屬落錘試驗
落錘試驗實際是一種裂紋傳播試驗,也稱止裂試驗,表征含有小裂紋的鐵素體焊縫金屬在動態加載屈服應力下發生脆斷的最高溫度,即無塑性轉變溫度(NDTT)。焊接試板為3G位置,并經(590℃±15℃)×2.5 h×2焊后熱處理后,制取P2試樣,試驗結果如表10所示。經兩次(590℃±15℃)×2.5 h焊后熱處理后,脈沖MAG自動焊立焊位置的焊縫金屬的NDTT溫度為-55℃,說明焊縫金屬止裂能力較強。
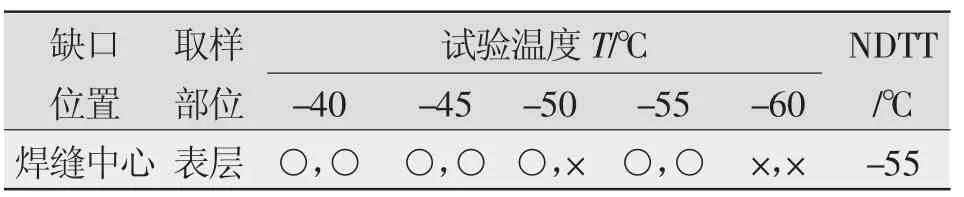
表10 焊縫金屬落錘試驗結果
14 焊縫金屬的組織及硬度
對SR處理狀態下的焊縫金屬進行金相組織檢驗,如圖16所示,焊縫金屬的金相組織為鐵素體+少量回火貝氏體。
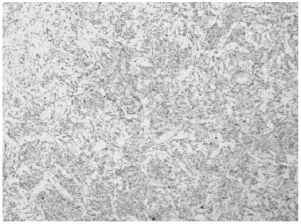
圖16 近表層(200×)
檢驗SR處理狀態下焊接接頭的表面硬度,數據如表11所示,焊縫金屬、熱影響區硬度值均比較低。
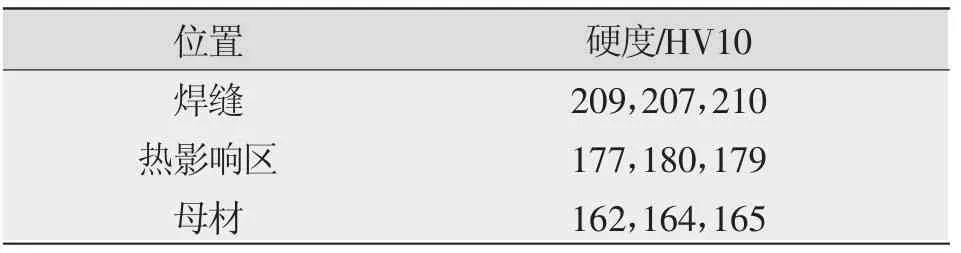
表11 焊接接頭的硬度
15 現場應用情況
中石化南京工程于2015年將該項目研制成果應用于張家港斯爾邦兩臺Q370R鋼制1 000 m3球罐自動化焊接,球罐焊接一次合格率約為95%,這主要是焊工初次使用球罐自動焊焊接系統,操作不太熟練所致;另外由于送絲機距小車太遠,金屬粉芯焊絲剛度又較小,造成送絲不通暢,已針對現場情況進行了改進。兩臺球罐共6塊產品焊接試件的力學性能結果優良。
16 結論
(1)球罐自動焊降低了焊工勞動強度,改善了焊工施焊環境,該方法綠色環保、高效節能,且焊接工藝參數可控。
(2)焊接行走機構、焊接小車、擺動機構設計合理,可滿足球罐全位置自動焊接需要。
(3)采用GCR-81Ni1MP金屬粉芯焊絲、脈沖電源進行全位置自動焊接,焊縫成形良好,抗冷裂性好,其韌脆轉變溫度、沖擊韌性、NDTT溫度等力學性能與Q370R相匹配。
(4)焊絲的利用率、焊接效率比焊條電弧焊高,可降本增效、提高焊接接頭質量,且每套球罐自動焊裝備價格低廉,具有較好的應用前景。
[1]陳定岳,劉平.大型球罐全位置自動焊接[J].鍋爐壓力容器安全技術,1996(2):36-39.
[2]張運川.球形貯罐自動化焊接技術的進展[J].壓力容器,1997(4):49-56.
[3]王嘉麟.球形儲罐焊接工程技術[M].北京:機械工業出版社,2000:231-232.
[4]吳林.焊接手冊[M].北京:機械工業出版社,2001:199-200.
[5]孫咸.藥芯焊絲生產裝備特性及其與焊絲品質的相關性[J].焊接,2011(2):14-18.
All-position automatic high efficiency pulse MAG welding system for large spherical tanks
FANG Wunong1,HE Qianjin1,DONG Jiali2,LENG Hui2
(1.Hefei General Machinery Research Institute,Hefei 230031,China;2.Sinopec Nanjing Engineering&Construction Incorporation,Nanjing 210046,China)
Spherical tanks all-position automatic pulse MAG welding has the advantages of high efficiency and energy saving,green environmental protection.Compared with shielded metal arc welding,the welding process parameters can be controlled,the welding deformation is small and the welding quality is easy to be ensured.But many technical problems need to be solved,such as curved surface crawling track,welding trolley,head swinging mechanism,control system,matching metal powder welding process and so on. Through the research on a number of subsystems in the all-position automatic pulse MAG welding system,automatic welding equipment in spherical tank on the full range of stable operation is realized,and the price is very low.The quality of metal powder wire is stable,the mechanical properties of weld metal is good,automatic welding seam molding is very beautiful.The metal powder wire is suitable for Q370R steel spherical tank for all-position welding,has broad application prospects,the original shielded metal arc welding is completely replaced.
spherical tank;all-position automatic welding;metal powder welding wire
TG444+.72
A
1001-2303(2016)03-0019-08
10.7512/j.issn.1001-2303.2016.03.05
2015-12-17;
2016-01-03
房務農(1965—),男,安徽人,教授級高工,學士,主要從事壓力容器用高性能鋼板及配套焊接材料開發、新工藝的試驗研究,球罐EPC總承包工作,負責承壓設備行業焊接標準的編制等工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
