WZM1-315C全自動氬弧焊機在換熱器中的應用
2016-12-13 06:53:16王東麗
電焊機 2016年3期
董 研,高 磊,王東麗,王 娜
(撫順化工機械設備制造有限公司,遼寧撫順113122)
WZM1-315C全自動氬弧焊機在換熱器中的應用
董研,高磊,王東麗,王娜
(撫順化工機械設備制造有限公司,遼寧撫順113122)
介紹WZM1-315C全自動氬弧焊機的用途、結構和操作程序。該焊機主要由龍門式焊機操作架、特殊設計的焊機機頭、IGBT逆變控制直流脈沖電源、基于PLC的控制系統四部分組成,具有結構緊湊、功能完善、工作可靠、焊接質量好等特點。采用WZM1-315C全自動氬弧焊機對換熱器中不同結構、不同材質的管-管板接頭進行焊接工藝研究,獲得了合理的焊接工藝參數,提高了生產效率,滿足了煉油系統長周期安全運行的需求。
WZM-315C全自動氬弧焊機;換熱器;管-管板接頭;焊接工藝
0 前言
管殼式換熱器在電力、冶金、石油和化工等行業中應用廣泛,每臺換熱器的管-管板焊接接頭數量少則幾十個,多則數千個,傳統的手工鎢極氬弧焊已經不能滿足需求,而換熱管與管板的焊接是換熱器制造的關鍵工序之一,因此發展高效率、高質量的焊接技術勢在必行。本研究采用WZM1-315C全自動氬弧焊機,針對不同結構、不同材質的管-管板接頭進行焊接工藝研究,獲得了合理的焊接工藝參數,可以用于指導實際生產。
1 WZM1-315C全自動氬弧焊機
1.1用途
WZM1-315C全自動氬弧焊機由武漢星光石油化工設備有限公司生產,是為我國電站鍋爐、石油、化工、原子能、造船和輕工業中熱交換器生產而研制的專用設備,主要用于管-管板焊接。本設備適用于碳鋼、不銹鋼、鈦合金、銅合金等金屬的全位置焊接。
1.2焊機結構
焊機由焊機操作架、焊機機頭、焊接電源、控制系統四部分組成,如圖1所示。
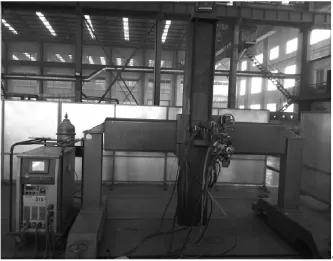
圖1 WZM1-315C全自動氬弧焊機
1.2.1焊機操作架
焊機操作架采用龍門式結構,可通過六軸精確定位。機頭裝在龍門架的橫梁上,可沿橫梁作水平方向移動,橫梁可做垂直方向的升降運動。
1.2.2焊機機頭
焊機機頭由步進電機驅動旋轉,能在水平面上做左右180°旋轉,便于操作時鎢極和焊絲的更換,工作可靠。
1.2.3焊接電源
采用中外合資唐山松下機器有限公司生產的IGBT逆變控制直流脈沖電源,電弧電流為脈沖波形,各參數均可單獨設定,焊接時電流分八段:每段分基值和峰值,八段可設置一樣的參數,也可設置不一樣的參數。脈沖電流使得熔池易于控制,熔寬和熔深均勻一致,成形美觀,焊接質量可靠。
1.2.4控制系統
采用西門子公司生產的可編程控制器(PLC),配以其生產廠家自主設計編寫的軟件,焊接參數通過觸摸屏設置。整個焊接過程根據預先設定的程序和工藝規范自動進行,直接在觸摸屏上顯示,自動化程度高。而且該焊機具有81套程序存儲,相應的參數設置簡單,操作方便。
1.3焊接操作程序
焊接操作程序如圖2所示。
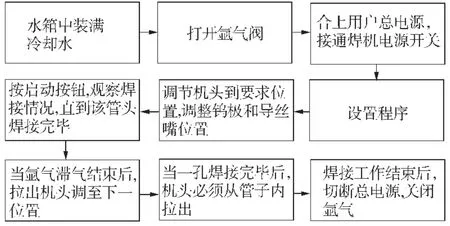
圖2 操作程序
1.4WZM1-315C全自動氬弧焊機焊接特點
1.4.1全位置焊接
管-管板接頭在進行自動化焊接時必然有平焊、仰焊、上坡焊和下坡焊,即全位置焊接(見圖3),焊接過程中熔池金屬會受到重力、電弧吹力和表面張力的綜合作用并隨焊接位置的變化而不斷改變,直接影響焊縫成形[1-8],這是管-管板接頭自動焊工藝的難點之一。WZM1-315C全自動氬弧焊機能解決這個問題,因其采用直流正接的脈沖焊方式,焊接開始階段焊接電流上升到設定值后,電流以脈沖的方式進行焊接,峰值電流階段熔化金屬,基值電流階段維持電弧穩定燃燒,最后焊接電流下降到零,焊接工作結束。此設備焊接產品時,熔池深而窄,電弧穩定,熱影響區小[9]。
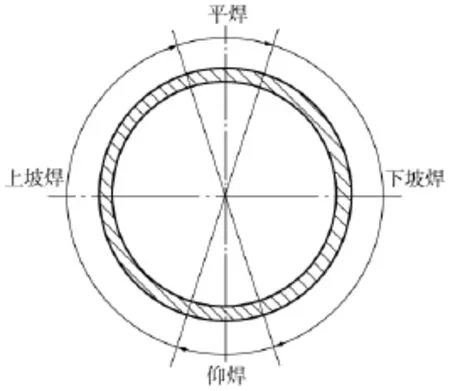
圖3 管頭全位置焊接
1.4.2重疊角焊接
管-管板接頭自動焊工藝的另一個難點就是焊接電流的變化過程要與機頭的運動相互配合。引弧成功后,進入電流上升階段,同時啟動機頭旋轉,進入正常焊接階段,機頭旋轉一周后到達起弧位置。但由于最開始的一段焊縫是在電流上升階段成形的,成形效果不理想,需繼續焊接,此時進入電流下降階段,利用電流下降階段對電流上升階段的焊縫進行補焊,改善成形,至此整個焊接過程結束,機頭停止旋轉。因此,使用WZM1-315C全自動氬弧焊機焊接管-管板接頭時機頭的旋轉運動要大于一周,即形成一個重疊角(見圖4),以保證焊縫成形良好。
2 管-管板接頭焊接形式
WZM1-315C全自動氬弧焊機焊接管-管板接頭時,常用的焊接形式主要有角焊縫、平焊縫、內縮焊縫及減應力槽四種,如表1所示。
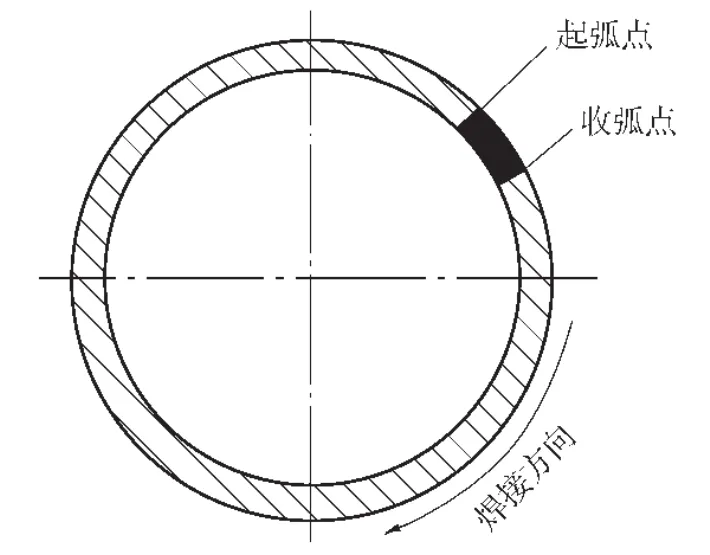
圖4 重疊角焊接
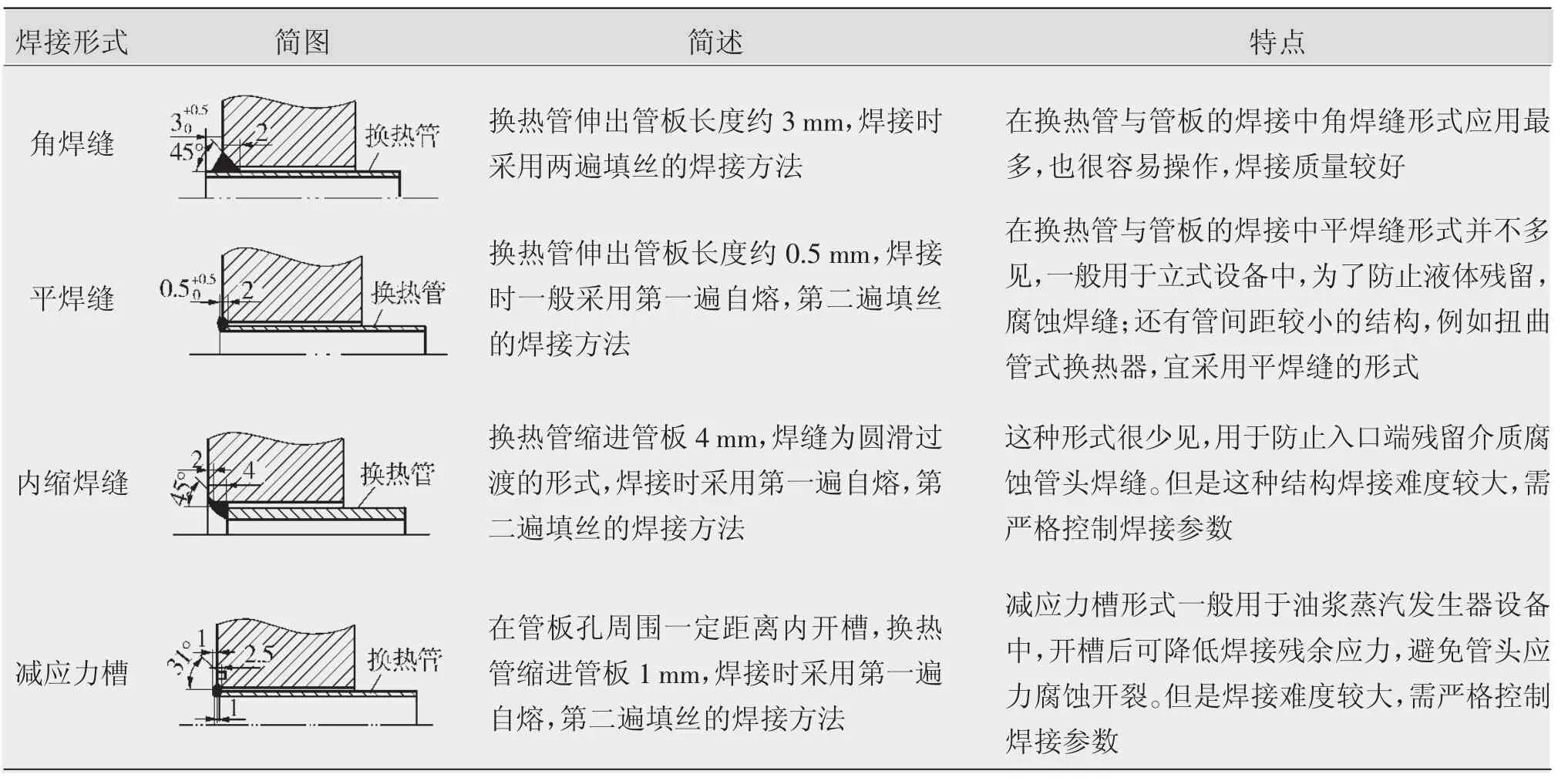
表1 管-管板接頭焊接連接常用的結構形式
3 管-管板接頭常用材料焊接注意事項
3.1碳素鋼及低合金鋼
碳素鋼及低合金鋼換熱器生產過程中常用的換熱管材質為10#碳素鋼,管板材質為16MnⅢ低合金鋼,焊接時要控制熔合比,需焊前清理,焊接過程中注意控制層間溫度不大于250℃。
3.2不銹鋼
不銹鋼換熱器生產過程中,換熱管與管板常用材質為S30403,由于容易滲碳,所以需將工件單獨放置,與碳素鋼隔離。焊接時需采用小線能量、小電流、快速焊,控制好熔池溫度,以防止氧化。焊接前注意清理,保護氣體氬氣的純度在99.9%以上,焊接過程中注意控制層間溫度不大于150℃。
3.3碳鋼/低合金鋼與不銹鋼
制造過程中經常會遇到換熱管材質為不銹鋼,管板材質為低合金鋼,即異種鋼管頭焊接,如換熱管為S30408,管板為16MnⅢ,此種結構很容易出現裂紋缺陷,經過長期的實踐,總結出以下幾點:(1)在焊接前要將管板孔內雜質清理干凈;(2)采用兩遍填絲的焊接方法;(3)在保證焊透的情況下盡量降低熔合比,采用小電流、高電壓、快速焊;(4)選用高Cr、Ni含量的E309型焊絲;焊接過程中注意控制層間溫度不大于150℃。
3.4鎳基材料、鈦材
在高溫下鎳基材料、鈦材易與氧氣、氫氣反應,焊接時易產生氣孔、裂紋等缺陷,焊接時,焊絲的加熱端應始終有氬氣保護。為加強保護效果可在側面加一輔助輸送保護氣拖罩。焊接時注意焊前清理,保護氣體(氬氣)的純度在99.99%以上,焊接時在保證焊透和熔合良好的前提下,盡量采用小的焊接線能量;嚴格控制層間溫度小于100℃。在此以UNS N06625換熱管與管板焊接接頭為例來介紹。
常用換熱管與管板材料及其焊材的化學成分如表2所示。
4 工藝試驗
使用WZM1-315C全自動氬弧焊機對表2中4組材質進行管頭焊接試驗,組號對應的是上表的序號,每組包括平焊縫和角焊縫兩種形式。管板規格300 mm×200 mm×20 mm,換熱管規格19 mm×2 mm。
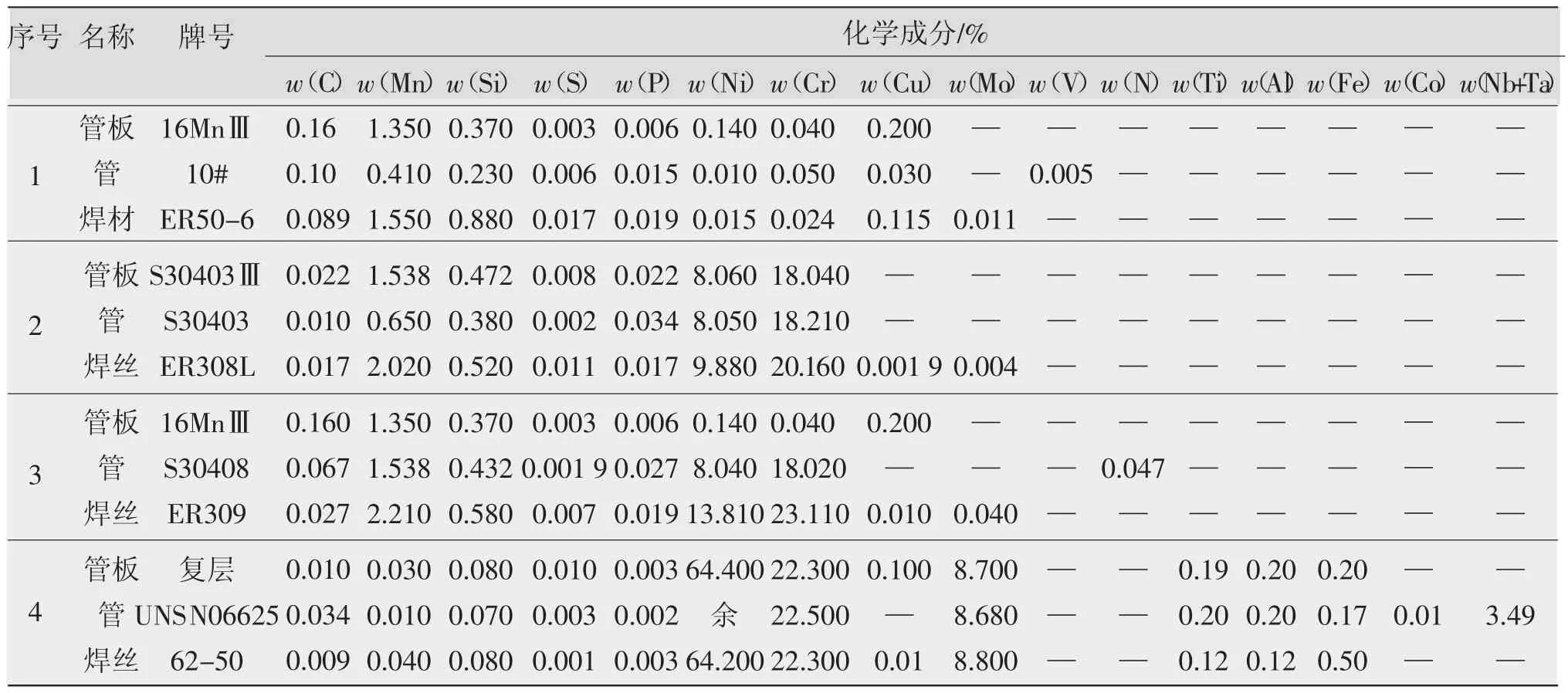
表2 材料化學成分
4.1坡口加工及組對定位
根據NB/T47014-2011《承壓設備焊接工藝評定》附錄D的要求制作焊評試板,試板管孔直徑、允許偏差及管板孔中心距應符合GB/T 151《管殼式換熱器》中的相關規定,管孔坡口采用機械加工方法加工,坡口45°,然后穿入換熱管,清理坡口、管板面及管頭的油污、銹蝕、水漬等雜物。用點焊方法對管板與管子進行固定,焊接位置為12點和6點方位,如圖5所示。
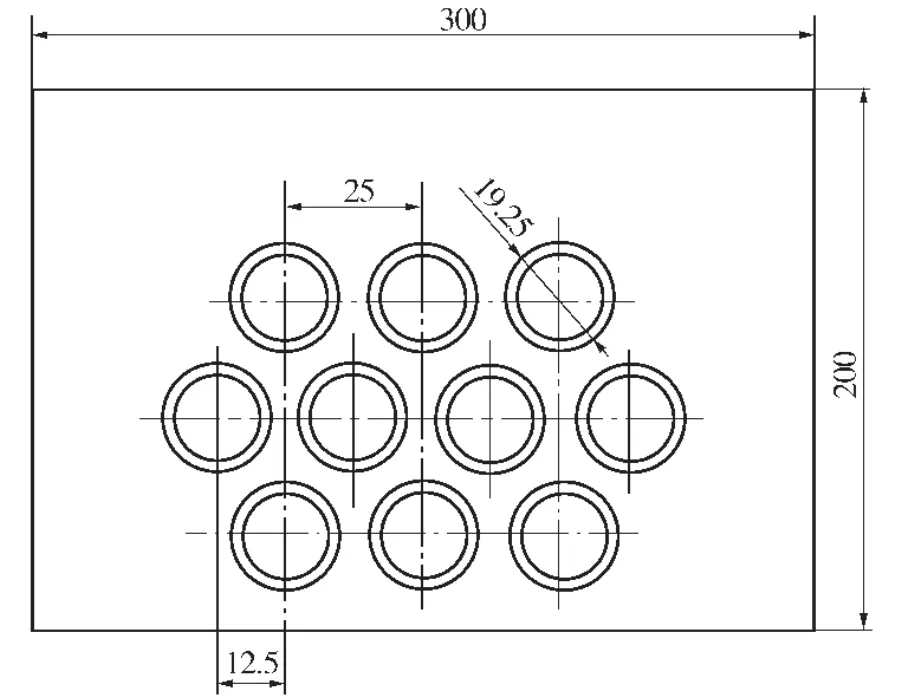
圖5 焊評試板
4.2管-管板接頭的焊接
平焊縫選用第一遍自熔,第二遍填絲的焊接方法;角焊縫選用兩遍填絲的焊接方法;由于第3組為異種鋼焊接,焊接時平焊縫與角焊縫均選用兩遍填絲的焊接方法。焊接時第二層的起弧位置要避開第一層的起弧位置;熄弧時,弧坑要填滿,過渡要平滑,不應有明顯的凸棱和凹陷。通過試驗驗證,最終獲得了合理的焊接工藝參數,如表3所示。
5 焊后檢測
5.1外觀檢測
焊接后對試件進行外觀檢測,檢測結果為4組試件均無裂紋、咬邊、氣孔、夾渣等缺陷,焊肉飽滿,成形良好,外觀檢查合格。
5.2滲透檢測
4組試件經著色法滲透檢測后無任何缺陷,Ⅰ級合格。
5.3宏觀金相檢測及熔深測量
5.3.1宏觀金相檢測
任取對角線位置的兩個管接頭切開,兩切口互相垂直。切口一側面應通過換熱管中心線,該側面即為金相檢驗面,共取8個,其中應包括一個取自接弧處。經檢驗,4組試件每個檢驗面均無裂紋、氣孔及夾渣等缺陷。通過5倍放大鏡觀察,熔合區和焊縫清晰可見,無微型裂紋,管板焊接情況良好,如圖6所示。
5.3.2焊縫厚度
對每個檢驗面進行焊縫厚度測量,經檢測,試驗結果滿足NB/T47014-2011附錄D的要求,具體結果如表4所示。
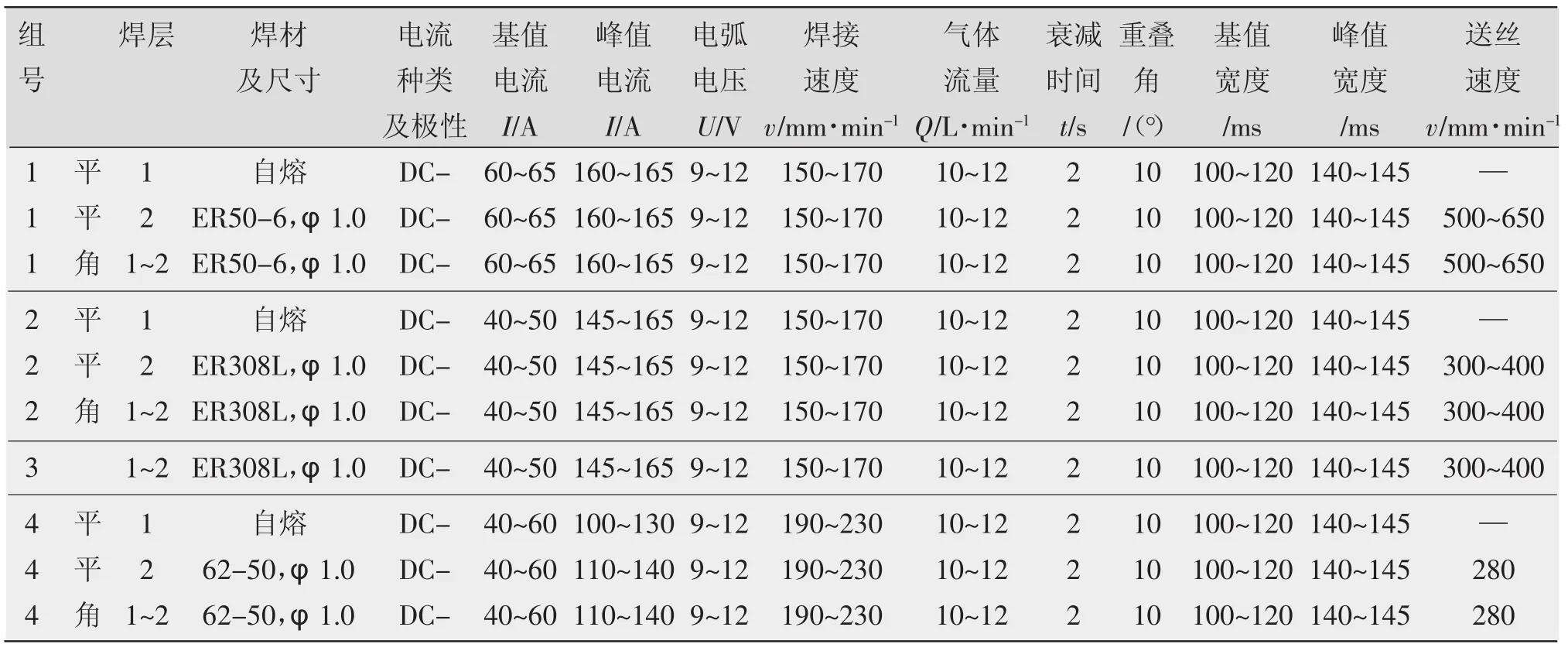
表3 管-管板接頭焊接工藝參數
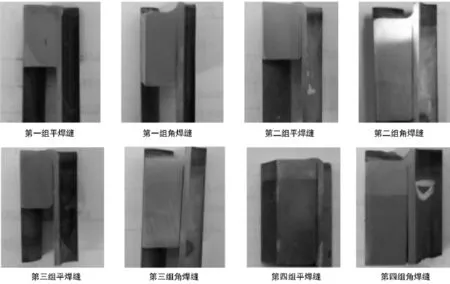
圖6 各組試樣宏觀金相組織
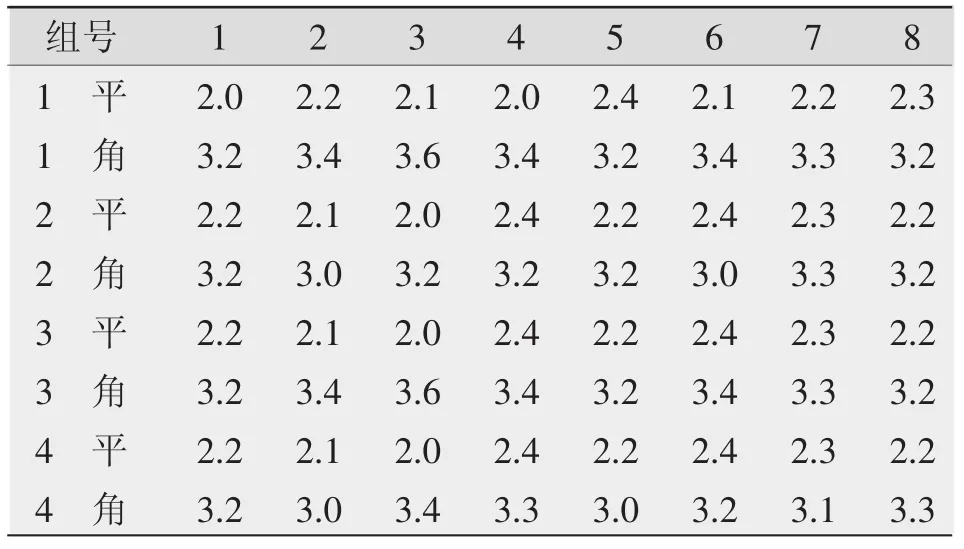
表4 剖切面與相應角焊縫厚度mm
6 結論
(1)采用WZM1-315C全自動氬弧焊機對不同結構、不同材料管-管板接頭進行焊接試驗,焊后檢驗合格,該設備可以保證焊接接頭質量,能夠滿足生產要求。
(2)采用WZM1-315C全自動氬弧焊機焊接管-管板接頭能夠大大減輕工人的勞動強度,提高工作效率。由于是數控式自動操作,焊接參數可控,可以保證穩定的焊接質量,減少人為因素造成的缺陷。
(3)使用WZM1-315C全自動氬弧焊機將上述試驗獲得的焊接參數應用到實際產品焊接生產中,經過一個檢修周期,未出現管頭泄漏問題,足以驗證該設備的可靠性。
[1]張忠厚,嚴冬,仇鵬.管-板全自動鎢極氬弧焊接裝置的研制及主要參數的計算[J].焊管,1999,22(5):35-37.
[2]李敏,黃禹,龔時華,等.WZM-315C全自動管-板焊機的研制[J].電焊機,2007,37(8):42-44.
[3]李晉.基于ARM CORTEX-M3的全數字化多功能管板焊接電源的研究[D].廣州:華南理工大學,2009:65-80.
[4]王振民,白中啟,孫雨,等.嵌入式數字化控制的核電建設用多功能逆變焊機[J].華南理工大學學報:自然科學版,2008,36(10):146-150.
[5]陳國余,董文宇.全位置自動管板焊系統在電建冷凝器制造中的應用[J].電焊機,2005,35(8):5-6.
[6]孫國輝,李春光.薄壁不銹鋼換熱管與管板焊接工藝[J].壓力容器,2003,20(6):36-38.
[7]王天先.高壓換熱器管子管板自動脈沖鎢極氬弧焊[J].電焊機,2007,37(8):64-68.
[8]白中啟.基于ARM的嵌入式數字化管板焊接電源的研究[D].廣州:華南理工大學,2008:3-15.
[9]王振民,張棟,李晉,等.換熱器管板的全位置自動化焊接工藝[J].華南理工大學學報(自然科學版),2010,38(5):100-104.
Application of the WZM1-315C full automatic agron arc welding machine in the heat exchanger
DONG Yan,GAO Lei,WANG Dongli,WANG Na
(Fushun Chemical Equipment Manufacture Co.,Ltd.,Fushun 113122,China)
The WZM1-315C full automatic argon arc welding machine is introduced in this paper,including its use,structure and operating procedure.There are four major parts which include a welding machine operating frame with gantry structure,a special welding head,a IGTB inverter dc pulse power supply and a PLC control system.This machine is characterized with its compact structure,complete functions,high degree of reliability,and good welding quality.Tube-tube sheet joints welding process with different structure,different material of heat exchangers is researched by the WZM1-315C full automatic agron arc welding machine,and getting reasonable welding parameters,it can improve production efficiency and meet the need of the long-term safe operation of refining system.
WZM-315C full automatic agron arc welding machine;heat exchanger;tube-tube sheet joint;welding process
TG434.5
A
1001-2303(2016)03-0033-06
10.7512/j.issn.1001-2303.2016.03.07
2016-01-08
董研(1986—),女,遼寧沈陽人,工程師,學士,主要從事壓力容器焊接方面的技術工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
