基于304L不銹鋼的YAG激光焊接效率評估
2016-12-13 06:53:24琚子來黃曼曼
電焊機 2016年3期
琚子來,黃曼曼
(唐山工業職業技術學院,河北唐山063020)
基于304L不銹鋼的YAG激光焊接效率評估
琚子來,黃曼曼
(唐山工業職業技術學院,河北唐山063020)
要想了解焊接接頭性能,其關鍵在于了解激光與物質的相互作用、熔煉需要控制的工藝參數,以及對凝固過程效率的掌控。研究了304L不銹鋼焊接速度對不同工藝過程效率的影響。通過提高焊接速度來改變304L奧氏體不銹鋼板的焊道。采用新穎的半經驗方法,在測量熔池體積的基礎上,通過實驗結果預測摻入釹釔鋁石榴石激光焊接過程中Nd的熔化效率。無量綱參數模型是用于評估各種類型的可測量的控制參數,這些參數與各種可用的模型有良好的協調性。
304L不銹鋼;YAG激光焊接;效率評估
0 前言
YAG激光焊接工藝一般用于微型工業產品的焊接。焊接的基本要素為流程效率和熱影響區。而基板材料對能量的吸收決定了激光焊接過程的性能,同時也受工藝參數、激光入射功率密度和基體金屬表面條件類型等因素的影響。在激光焊接過程中,激光束的能量要保持在低于工件的汽化溫度下。激光焊接整個過程中的效率是通過用熱量熔化基體材料作為基礎。不同類型激光焊接過程的效率可視為一個可控制的變量函數,其中激光能量傳遞效率、熔化效率、耦合效率、過程效率的激光功率和焊接速度是重要的工藝參數,而襯底材料吸收的功率量則取決于焊接速度。
相關文獻表明,通過改變工藝參數可以對電弧、氣體保護鎢極電弧焊接及激光焊接工藝過程的總效率進行計算分析。本研究的目的是探究摻釹釔鋁石榴石激光焊接在不同效率下焊接速度的快慢,驗證無量綱參數方程在其他焊接過程和開發中是否適用。
1 流程效率的估算
激光焊接工藝的特性取決于焊接速度、激光功率、脈沖持續時間、光束角、熔融池的幾何尺寸、熱特性、處理效率等。在研究中發現可以通過增大襯底材料的熔化功率來提高焊接過程的總效率。
1.1能量傳遞效率
能量轉移效率即為工件吸收熱量和入射激光能量的比率,這在本研究中是一個很重要的因素。激光提供給工件的能量主要用于將其熔化。實驗通過量熱技術來測量CO2激光焊接過程中能量轉移的效率。在一些文獻中報道了直接測量能量傳遞效率的方法。該試驗通過繪制輸出電壓的時間信號來確定基板吸收的總能量ECAL。曲線下的面積可以通過積分來計算,然后乘以量熱計校準常數(0.598 W/V),得出計算能量傳遞效率的計算式

式中ηe為能量轉移效率;ECAL工件吸收的總能量(單位:J);P為激光輸出功率(單位:W);t為激光的時間(單位:ms)。
激光焊接過程中吸收的能量取決于在焊接池腔和轉移到基板上的凈能量。試驗過程中所吸收的激光能量和環境熱損失即為轉移到基底材料中的能量。與此同時內部反射的激光射線數量和熔池形狀決定了材料對能量的吸收效果。當焊縫熔深接近到一個更大的深度時,淺焊縫會吸收小部分激光能量同時深焊縫吸收大部分的能量,如圖1所示。

圖1 深孔滲透與淺孔滲透
式(2)為能量傳遞效率、焊縫熔深與激光束的吸收、鎖孔尺寸、入射激光光束角之間的關系。在這種方法中相對于焊接速度和激光功率,鍵孔的尺寸決定了常數和胎圈的尺寸。

式中ηe為能量轉移效率;rk為錐半徑;d為滲透的深度。
使用材料獨立模型可以預測熔化焊接過程的效率,可參考式(3)

式中A為焊縫橫截面面積(單位:mm2);v為焊接速度;q0為激光輸出功率(單位:W);δh為熔化晗(單位:J/mm3);α為熱擴散率(單位:mm2/s)。
在計算過程中可以使用估計能量傳遞效率和焊縫的橫截面面積方法來計算式(3)中的未知量。制備金相檢測式樣的實驗結果可以確定焊縫的截面面積。
1.2熔化效率
第二個焊接過程中可測量的參數是熔化效率。它的定義為能量,用來描述從能量傳遞到工件熔池的量。該能量的一小部分被用于熔化基體材料,其余部分是由不同的熱傳遞方式散發到周圍環境中。工藝參數、熱流幾何和熱物理特性三者都會影響融化效率。預估鎢極惰性氣體保護電弧焊接和二氧化碳激光焊接熔化效率時通常采用無量綱參數Ry和Ch。
1999年提出了熔化效率和無量綱參數Ch、Ry的比值,即式(4)

式中ηm為融化效率;A為焊縫橫截面面積(單位:mm2);v為焊接速度(單位:mm/s);δh為熔化晗(單位:J/mm3);ηe為能量轉移效率;q0為激光輸出功率(單位:W)。
無量綱參數Ry可以有效估算焊接過程中的熔化效率,它是熱輸入和焊接速度的非線性函數。若知道熔化工件所需要的能量,則可以估算出轉移到工件上的能量。若知道熱輸入氣體金屬電弧焊接過程中熔化的物質,則可以利用半經驗方程(5)來預測融化效率
式中ηm為融化效率;v為焊接速度(單位:mm/s);ΔHf為熔化潛熱(單位:J/mm2);ηe為能量轉移效率;t為激光時間(單位:ms);q0為激光輸出功率(單位:W)。
在電弧焊接過程中建議用二維和三維來對預測的熔化效率進行熱流分析,見式(6)、式(7)

式中ηm為融化效率;v為焊接速度(單位:mm/s);α為擴散速度(單位:mm2/s);w為焊縫寬度(單位:mm)。
在電弧焊接過程中可以通過電源裝置與基板材料間的傳遞來估計熔化效率,見式(8)

在式(8)中,電壓和電流產生能量的效率可以替代pi。通過最佳擬合曲線得到的Ch和Ry的關系,見式(9)

式中ηm為融化效率;α為熱擴散率(單位:mm2/s);pi為傳遞到金屬的功率(單位:W)。
半經驗方程式(9)用于預測摻釹釔鋁石榴石激光焊接過程中Nd的熔化效率。熔化效率會受到工藝參數、熱流幾何和基礎金屬熱物理性質的影響。
1.3耦合效率
耦合效率是一個無量綱的術語,用來描述焊接接頭的熱源效率,可以理解為焊接所吸收的能量與激光源的比值。焊接所吸收的能量可以由量熱計,熱電偶,測定熔融池區域來測量。通過無量綱參數,歸一化速度(NS)和歸一化功率(NP)來計算耦合效率,給出式(10)。其定義的基礎就是焊接過程中所吸收金屬的功率。

通過考慮所有類型的損失和能量平衡方程來計算材料所吸收的能量。計算CO2焊接過程無量綱參數之間的關系時可以使用式(11)。

式中NS為歸一化速度;v為焊接速度(單位:mm/s);w為焊縫寬度;Tm為熔化溫度(單位:K);pab為金屬所吸收的激光功率(單位:W);ηc為耦合效率。
通過代熱物理性能、焊接速度、焊接寬度來計算基板材料吸收過程中的耦合效率和功率。
1.4流程效率
流程效率是所有焊接過程中的主要測量參數。描述了工件到焊接熔池過程中輸送的總能量。流程效率的定義為能量轉移效率和融化效率乘積。

式中ηc為耦合效率;ηm為融化效率;ηp為流程效率。
流程效率取決于焊縫尺寸、激光源類型、熱物理特性和材料特性。
2 實驗程序
本實驗選擇304L奧氏體不銹鋼作為釹不同效率的研究對象:摻釹釔鋁石榴石激光焊接過程。試驗期間使用的熱物理性能和工藝參數見表1~表3。
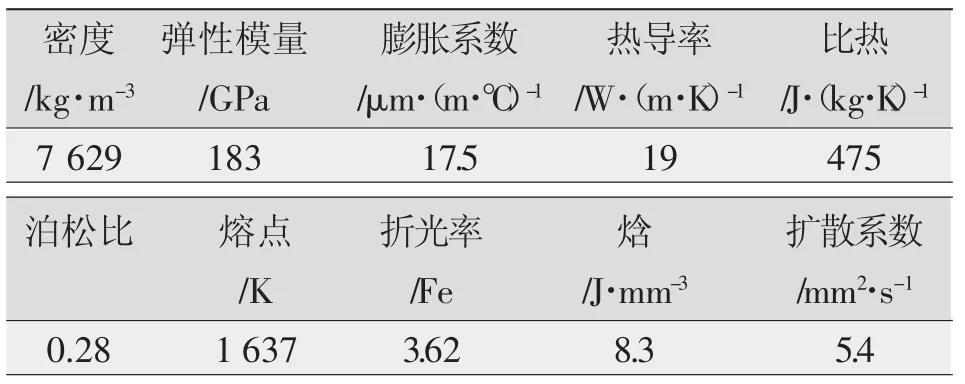
表1304 L不銹鋼的熱物理性質

表2 化學成分%
為避免失真,采用電火花加工機切割線,將樣品切成30 mm×50 mm的矩形試樣。平板上的珠是通過對應表中0.5 mm厚度改變焊接速度(2~10 mm/s)制造的。實驗裝置如圖2所示。

表3 工藝參數和材料機械性能

圖2 實驗裝置和試樣安裝
將焊接樣品進行橫向切割,且橫截面的表面已經進行金相檢查。用電解刻蝕技術觀察焊接接頭的顯微組織。制備金相檢驗的樣品如圖3a和圖3b所示。利用光學顯微鏡和圖像分析儀測量焊縫尺寸。通過物理觀察金相檢驗制備的樣品發現,穿透深度越大,增大焊接速度就越低。焊接速度為10 mm/s時滲透深度最大。

圖3 制備金相檢驗和滲透焊道寬度和深度測量樣品
3 結果和討論
圖4為焊接速度對襯底材料吸收功率的影響。隨著焊接速度的加快材料吸收的總功率也會跟著增加,產生的主要熱量用于維持熔池的溫度。當焊接速度大于7 mm/s,或者小于4 mm/s時,大量的功率被吸收到熔融材料中了。摻釹釔鋁石榴石激光源是高度反光的金屬材料,其波長為1.064 μm,拋光的不銹鋼表面的反射率是在室溫下約98%,并降低了表面溫度的上升。當平行的激光光線滲透度是[10]時,304L不銹鋼材料的熔池具有85%的反射率。

圖4 在不同的焊接速度下樣品的凈熱吸收量
損失到周圍環境中的熱量是所吸收的激光能量的10%。通過激光輸出量熱法可測得所得到的能量轉移效率為87%。用材料模型和激光反射方法計算不同的焊接速度所對應的能量傳遞效率。用材料無關模型和激光反射法計算得到的結果分別為13%和28%。這兩個模型得到的結果如圖5所示。研究人員通過不同的熔化效率模型,提出了能量傳遞效率的變化,所得結果如圖6所示。

圖5 不同焊接速度下的變異能量轉移效率
通過使用圖像分析儀觀察尺寸不同的熔池的熔化效率比其他方法的估計值要高。通過觀察熱輸入能源供應的產品,可以得到能量轉移效率和脈沖頻率成正比的結論。隨著焊接速度減小,熔化效率會提高,這與熱輸入、熱擴散率、薄板厚度、焊縫幾何和焓的計算熔化效率等工藝參數的選擇有關。

圖6 焊接速度對應的熔化效率
鎢電極惰性氣體保護焊、電弧焊、等離子弧焊過程的最大傳熱效率理論值分別為37%、44%和48%。使用半經驗方法獲得熔化的最大效率和最小效率:摻釹釔鋁石榴石激光焊接過程分別是37%和68%。從上述結果可以發現,熔化效率隨焊接速度、焊接熔池體積的增加而增加。用于傳輸遠離局部熱融化所用的時間越少,基板材料融化的速度就越快。這是由于能量中很大一部分被焊接熔池所吸收。在激光焊接中,基板材料的光束耦合是高度依賴于材料特性,光學反射率值會因為不同的材料而不同。計算二氧化碳激光焊接速度高低時均可利用耦合效率式(6)。通過圖7可以發現在激光焊接過程中,焊接速度扮演著重要的角色,因為耦合效率會隨著隨焊接速度的增加而增加。傳導和鎖眼激光焊接的耦合效率為15%~65%。

圖7 耦合效率與焊接速度的變化
釹的耦合效率:摻釹釔鋁石榴石激光焊接獲得的實驗結果是38%到55%。通過分析釹的歸一化速度和功率參數來計算效率:在摻釹釔鋁石榴石激光焊接的容許范圍內可以求得激光焊接效率。加速光子密度水平、焊接速度和峰值功率的脈沖或者改善表面吸收率等相關條件可以提高耦合效率。
使用材料獨立模型和反射法可以計算流程效率。通過反射法和材料獨立模型計算得到最大流程效率分別是9.05%和9.05%。圖8和圖9描述了流程效率隨焊接速度的增加而變化的趨勢,材料獨立模型比反射法效果更好。這是由于多次反射的激光射線主要用在了熔化基板材料。材料獨立模型主要通過考慮熱機械和材料的性能,而反射法是基于小孔內部反射和深度。從反射法得到的結果顯示,淺焊接區吸收能量的同時深度超過1 mm的深焊縫會吸收更多能量。這項研究顯示,當使用半經驗方法進行計算時流程效率隨焊接速度的增加而增加,反射法則與之相反。
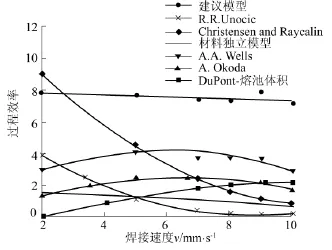
圖8 焊接速度對過程效率的影響(反射法)

圖9 焊接速度對過程效率的影響(獨立模型)
4 結論
流程效率是焊接過程中重要的可測量參數。它取決于加工和操作參數、材料的熱機械和化學性質、表面條件和激光電源。焊接速度對任何類型的效率都會產生影響。當焊接速度在7 mm/s以上時,熔化材料所需的電量較高,焊接速度帶走的傳導熱量較低。此研究中可以發現半經驗方法預測效率要高于其他所有模型。若焊縫無缺陷,在選定的焊接范圍內可以計算出速度。也可以嘗試研究脈沖持續時間、氣體流速和焦點位置對流程效率的影響,設計出有效的方法計算效率。
[1]宋剛.鎂合金低功率激光—氬弧復合焊接技術的研究[D].遼寧:大連理工大學,2006.
[2]劉達樊.CO2激光-MIG復合熱源焊接熔滴過渡的行為分析[D].黑龍江:哈爾濱工業大學,2006.
[3]呂高尚.激光—電弧復合焊接不銹鋼的研究[D].遼寧:大連交通大學,2004.
[4]張旭東,陳武柱.激光-電弧同軸復合焊炬[P].中國專利:CN1446661.
Page 74
并且能夠著減少焊接缺陷,說明LL焊接質量優于AL。

圖75 號樣品微觀硬度
4 結論
應用激光電弧復合焊接技術對退火態AA5754鋁合金的焊接性能進行研究。
(1)在以電弧焊為主導作用的復合焊接中,焊接速率與熔池深度呈現正相關性,焊縫熱影響區較寬,且焊縫缺陷較多。
(2)在以激光為主導作用的復合焊接中,焊接效率更高,且低電弧電流有助于增強焊接穩定性,改善焊縫形狀,降低焊接缺陷。
(3)激光電弧復合焊接對于AA5754合金來說是一種有效工藝,適用于在工業生產中進行鋁合金焊合。
[1]朱加雷,崔志芳,焦向東.高強度管線鋼激光電弧復合焊接技術研究現狀[J].電焊機,2014,44(5):115-119.
[2]王威,王旭友,秦國梁,等.鋁合金激光—小功率脈沖MIG電弧復合熱源焊接特性分析[J].焊接學報,2011(10):37-40,61,115.
[3]許良紅,田志凌,彭云,等.高強鋁合金的激光-MIG復合焊接的實驗研究[J].稀有金屬,2011(5):773-779.
[4]王承偉,曲仕堯,王新洪,等.鋁合金激光焊接的研究現狀和發展趨勢[J].金屬加工,2012(8):38-40.
Efficiency evaluation of YAG laser welding based on 304L stainless steel
JU Zilai,HUANG Manman
(Tangshan Industrial Vocational Technical College,Tangshan 063000,China)
To understand the welding joint performance,the key is to understand the interaction between laser and material,the controlling process parameters during melting,and the control of solidification process efficiency.The effect of 304L stainless steel welding speed on different process efficiency is studied.Change 304L austenitic stainless steel weld bead by improving the welding speed.New semi-empirical method is used,on the basis of measuring the volume of molten pool,through experimental results predicted with neodymium yttrium aluminum garnet laser welding process of the melting efficiency of Nd.Dimensionless parameter model is used to evaluate the various types of control parameters which can be measured,these parameters have good coordination with a variety of available models.
304L stainless steel;YAG laser welding;efficiency evaluation
TG456.7
A
1001-2303(2016)03-0093-06
10.7512/j.issn.1001-2303.2016.03.20
2015-01-17;
2015-04-03
琚子來(1981—),男,河北豐南人,講師,碩士,主要從事材料加工工程方面的研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
商周刊(2017年9期)2017-08-22 02:57:49
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
時代英語·高二(2015年1期)2015-03-16 00:08:11
