微間隙焊縫磁光圖像Otsu骨架法識(shí)別
2016-12-13 06:53:28李國(guó)華高向東蕭振林陳曉輝
電焊機(jī) 2016年3期
關(guān)鍵詞:焊縫
李國(guó)華,高向東,蕭振林,陳曉輝
(1.廣東工業(yè)大學(xué)機(jī)電工程學(xué)院,廣東廣州510006;2.廣州番禺高勛染整設(shè)備制造有限公司,廣東番禺511400)
微間隙焊縫磁光圖像Otsu骨架法識(shí)別
李國(guó)華1,高向東1,蕭振林2,陳曉輝2
(1.廣東工業(yè)大學(xué)機(jī)電工程學(xué)院,廣東廣州510006;2.廣州番禺高勛染整設(shè)備制造有限公司,廣東番禺511400)
在緊密對(duì)接焊縫跟蹤過程中,針對(duì)磁光傳感的焊縫磁光圖像,研究一種基于Otsu和骨架法的焊縫位置識(shí)別方法。通過自適應(yīng)中值濾波對(duì)焊縫磁光圖像進(jìn)行降噪處理,利用改進(jìn)的Otsu算法和數(shù)學(xué)形態(tài)學(xué)將焊縫磁光圖像分割成母材部分和焊縫部分,最后根據(jù)最大圓盤骨架法提取焊縫中心。試驗(yàn)結(jié)果表明,該方法能準(zhǔn)確提取肉眼難以分辨的微間隙焊縫中心。
焊縫;最大類間方差;骨架法;磁光圖像
0 前言
在焊接過程中,焊縫跟蹤是焊接過程自動(dòng)控制的關(guān)鍵技術(shù),利用各種傳感檢測(cè)技術(shù)進(jìn)行焊縫偏差檢測(cè),及時(shí)糾偏激光束位置以達(dá)到對(duì)準(zhǔn)焊縫[1-2]。目前,焊縫跟蹤方法主要有結(jié)構(gòu)光視覺傳感法、激光頻閃攝像法、焊縫區(qū)直接圖像傳感法[3]。這三種方法對(duì)于緊密對(duì)接的微間隙焊縫都難以實(shí)現(xiàn)自動(dòng)檢測(cè)和跟蹤。
磁光成像技術(shù)以磁感應(yīng)原理和法拉第效應(yīng)為理論基礎(chǔ),以磁場(chǎng)感應(yīng)器激勵(lì)焊件使其感應(yīng)出磁場(chǎng),磁場(chǎng)分布將在焊縫間隙處改變,磁光傳感器在該磁場(chǎng)的作用下獲取焊縫磁光圖像,研究了焊縫在磁光圖像中的特征,能檢測(cè)出微間隙焊縫中心位置并實(shí)現(xiàn)焊縫跟蹤。當(dāng)焊縫間隙小于0.1 mm時(shí),普通攝像機(jī)難以清楚顯示焊縫圖像,而焊縫處的磁場(chǎng)分布會(huì)發(fā)生畸變,利用描述磁場(chǎng)分布的磁光成像傳感器則可檢測(cè)出焊縫位置。針對(duì)焊縫磁光圖像存在較多噪點(diǎn)且退化現(xiàn)象嚴(yán)重,研究一種基于Otsu和骨架法的焊縫中心識(shí)別方法。
1 試驗(yàn)裝置
試驗(yàn)裝置主要包括YAG激光焊接設(shè)備、磁場(chǎng)激勵(lì)器、磁光傳感器、保護(hù)氣體(氬氣)和焊接工作臺(tái)等,工作臺(tái)配備伺服電機(jī)和夾具。試驗(yàn)裝置結(jié)構(gòu)如圖1所示,試驗(yàn)采用平板對(duì)接焊,焊件為100 mm× 79 mm×1.84 mm的碳鋼板,焊縫間隙0.1 mm。磁光傳感器置于焊件上方,距激光熔池前方約55 mm處,用于采集焊縫磁光圖像,采樣速度25幅/s,分辨率512像素×512像素。
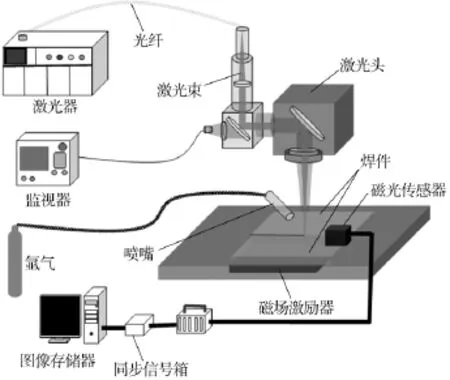
圖1 激光焊接試驗(yàn)裝置結(jié)構(gòu)
2 圖像濾波去噪處理
在焊接過程中,由于存在焊件表面不平整、鐵銹或劃痕,以及各光電傳感元件電路之間產(chǎn)生的光、電、磁等干擾等因素,導(dǎo)致磁光傳感器采集到的焊縫磁光圖具有較多噪聲點(diǎn),且圖像輪廓和邊緣模糊不清。為此在提取焊縫之前有必要對(duì)圖像進(jìn)行濾波降噪處理,以使圖像變得更清晰。
自適應(yīng)中值濾波是一種非線性濾波方法,其采用一個(gè)矩形區(qū)域的窗口模板對(duì)圖像進(jìn)行濾波,此模板通常為奇數(shù),例如3×3、5×5等,以便確認(rèn)賦予中值的像素點(diǎn)位置。在濾波過程中,自適應(yīng)中值濾波根據(jù)一定的設(shè)定條件增加或減少濾窗的大小,使得自適應(yīng)中值濾波在減少圖像邊緣失真、保留完整細(xì)節(jié)方面明顯優(yōu)于傳統(tǒng)中值濾波。
令Sxy表示一個(gè)中心在(x,y)的矩形濾波窗口,Zxy表示在(x,y)處的灰度值,Zmin、Zmed、Zmax分別表示Sxy濾窗內(nèi)灰度的最小值、中值、最大值,Smax為濾窗允許的最大尺寸。自適應(yīng)中值濾波算法由A和B兩部分構(gòu)成,其步驟如下[4]:
A層:如果Zmin<Zmed<Zmax成立,則轉(zhuǎn)到B層,否則增加濾波尺寸Sxy。如果濾窗尺寸Sxy≤Smax,則重復(fù)執(zhí)行A層,否則輸出Zxy。
B層:如果Zmin<Zxy<Zmax成立,則輸出Zxy,否則輸出Zmed。
為了比較傳統(tǒng)中值濾波和自適應(yīng)中值濾波的去噪效果,分別采用3×3傳統(tǒng)中值濾波和最大濾窗尺寸為7×7的自適應(yīng)中值濾波對(duì)磁光傳感器采集到的磁光圖像進(jìn)行濾波降噪處理。
圖2為使用傳統(tǒng)中值濾波和自適應(yīng)中值濾波對(duì)原始圖像進(jìn)行去噪處理的效果對(duì)比圖。由圖2可知,使用傳統(tǒng)的3×3中值濾波能有效去除圖像中的微小噪聲點(diǎn),使圖像變得平滑,但圖像焊縫邊緣也因此變得模糊,嚴(yán)重失真;最大窗口尺寸為7×7的自適應(yīng)中值濾波在去除圖像噪點(diǎn)的同時(shí)很好地保留了圖像焊縫邊緣的完整細(xì)節(jié),圖像整體顯得較為清晰明亮。
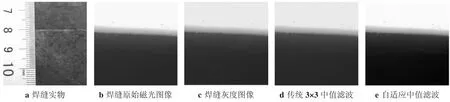
圖2 圖像濾波去噪對(duì)比
3 焊縫圖像二值化分割
Otsu法(最大類間方差法)以圖像灰度直方圖為依據(jù),尋找使得目標(biāo)和背景之間的方差為最大時(shí)的閾值,并以此閾值進(jìn)行圖像分割。設(shè)圖像X有L個(gè)灰度級(jí),初選閾值t將圖像分割成兩個(gè)區(qū)域,A0區(qū)域的灰度級(jí)為[1,2,…,t],A1區(qū)域的灰度級(jí)為[t+1,t+2,…,L],分別計(jì)算兩區(qū)域產(chǎn)生的概率ω0和ω1,兩區(qū)域的平均灰度u0與u1及圖像的整體灰度值u,采用遍歷的方法尋找使得類間方差σt2最大時(shí)的閾值t,即為Otsu法求得的最佳閾值。
類間方差σt2定義為[5]

然而傳統(tǒng)的Otsu法局限于單閾值的灰度圖像分割,對(duì)于具有過渡帶形式的磁光焊縫圖像并不能準(zhǔn)確地將焊縫從母材中分割出來。針對(duì)所處理的磁光圖像,提出一個(gè)新的方法:將焊縫圖像分成上下兩個(gè)子圖像,分別用Otsu進(jìn)行圖像分割,而后再將這兩個(gè)子圖像合并起來。提取圖像第256列各像素點(diǎn)的灰度值(見圖3),計(jì)算兩相鄰像素間的灰度差(見圖4),取灰度變化最快(峰值)的兩個(gè)點(diǎn)的中點(diǎn)所在的那一行作為圖像的分割線。由于磁光圖像較為復(fù)雜且焊縫四周仍存在少數(shù)獨(dú)立噪點(diǎn),導(dǎo)致許多“偽峰值”,為此,引進(jìn)“彈性區(qū)間”這一概念,即在彈性區(qū)間范圍內(nèi),若存在多個(gè)峰值則只取最大峰值所在的點(diǎn)而舍棄其他峰值點(diǎn),從而避免了“偽峰值”的影響。
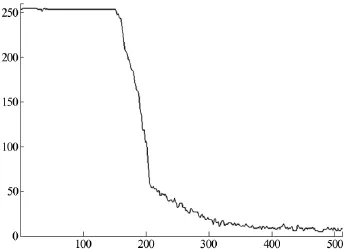
圖3 圖像第256列各像素點(diǎn)灰度值
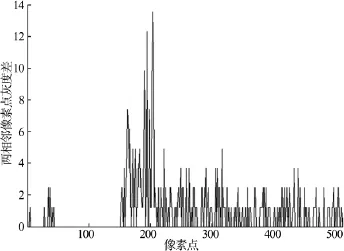
圖4 圖像第256列灰度變化
Otsu二值化焊縫圖像如圖5所示,Otsu算法能有效地將母材區(qū)域和焊縫區(qū)域分割,但二值化圖像存在較多的獨(dú)立點(diǎn),且邊緣比較粗糙。因此,采用數(shù)學(xué)形態(tài)學(xué)開-閉運(yùn)算對(duì)二值化圖像進(jìn)行處理。先采用半徑為3的圓形結(jié)構(gòu)元素對(duì)二值化圖像進(jìn)行開運(yùn)算以去除圖中孤立的“小島”和毛刺,然后采用相同結(jié)構(gòu)元素對(duì)其進(jìn)行閉運(yùn)算以填充圖像內(nèi)部細(xì)小空洞和平滑圖像邊緣,處理后圖像如圖6所示。
圖5 Otsu二值化焊縫圖像
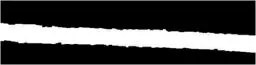
圖6 形態(tài)學(xué)開-閉運(yùn)算后焊縫圖像
4 焊縫中心提取與誤差分析
4.1骨架法提取焊縫中心
得到焊縫二值化圖像后,需要識(shí)別和提取出表征焊縫信息的像素點(diǎn)所在位置,特別是焊縫中心線的位置。以往在提取焊縫中心線之前都會(huì)用邊緣檢測(cè)算子對(duì)焊縫邊緣進(jìn)行檢測(cè)和提取,一般用到的邊緣檢測(cè)算子有Canny算子、Sobel算子等。骨架法中軸的概念如下:想象一片與物體形狀相同的草,在某一時(shí)刻將圖像邊緣上的所有點(diǎn)同時(shí)點(diǎn)燃,火焰以相同速度向圖像內(nèi)部蔓延,當(dāng)波前相遇時(shí),火焰熄滅,火焰熄滅處各點(diǎn)的軌跡就是圖像的中軸(骨架)。最大圓盤形態(tài)學(xué)骨架法略過邊緣提取步驟而直接用對(duì)二值化圖像進(jìn)行焊縫中心線提取,避免了因二次操作而增大的疊加誤差。
骨架法提取的焊縫中心線如圖7所示,針對(duì)焊縫中心線首尾兩端出現(xiàn)分岔的情況,提出一個(gè)優(yōu)化方法:對(duì)分岔部分,用上下兩個(gè)邊緣像素點(diǎn)的中點(diǎn)表示中心線位置,提取后效果如圖8所示。

圖7 骨架法提取焊縫中心

圖8 優(yōu)化后骨架法提取焊縫中心效果
4.2焊縫識(shí)別誤差分析
為進(jìn)一步驗(yàn)證Otsu法和骨架法用于檢測(cè)磁光圖像微間隙焊縫的有效性,進(jìn)行了焊縫偏差的測(cè)量試驗(yàn)。同時(shí),與傳統(tǒng)的焊縫中心線提取方法作比較,驗(yàn)證其精準(zhǔn)性。此處采用傳統(tǒng)方法,將中值濾波去噪后的磁光圖像經(jīng)數(shù)學(xué)形態(tài)學(xué)處理后用Canny算子提取焊縫邊緣線,根據(jù)磁場(chǎng)在焊縫兩側(cè)分布的對(duì)稱性,取兩邊緣的中心作為焊縫中心線。試驗(yàn)過程中對(duì)同一試驗(yàn)條件下的像素當(dāng)量進(jìn)行標(biāo)定,標(biāo)定值為102 pixel/mm。試驗(yàn)結(jié)果如圖9、圖10及表1所示。
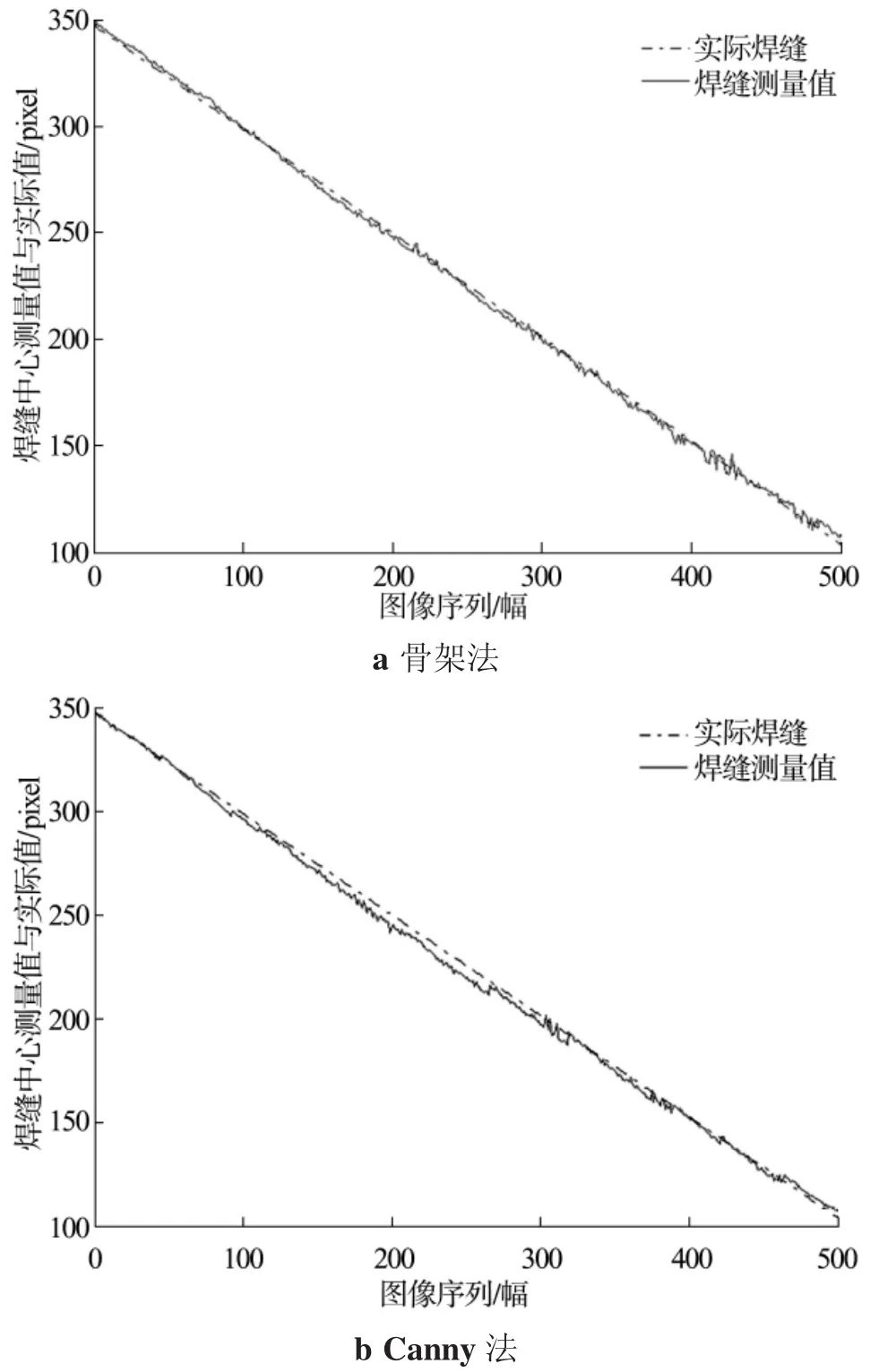
圖9 焊縫中心實(shí)際值與焊縫中心測(cè)量值
圖9分別列出了骨架法和Canny法的實(shí)際焊縫位置和焊縫測(cè)量位置的曲線;圖10分別列出了骨架法和Canny法的焊縫實(shí)際中心線和測(cè)量中心線的誤差絕對(duì)值隨圖像序列變化的曲線;表1列出了骨架法和Canny法焊縫測(cè)量誤差的各種統(tǒng)計(jì)參數(shù)。測(cè)量誤差e定義為

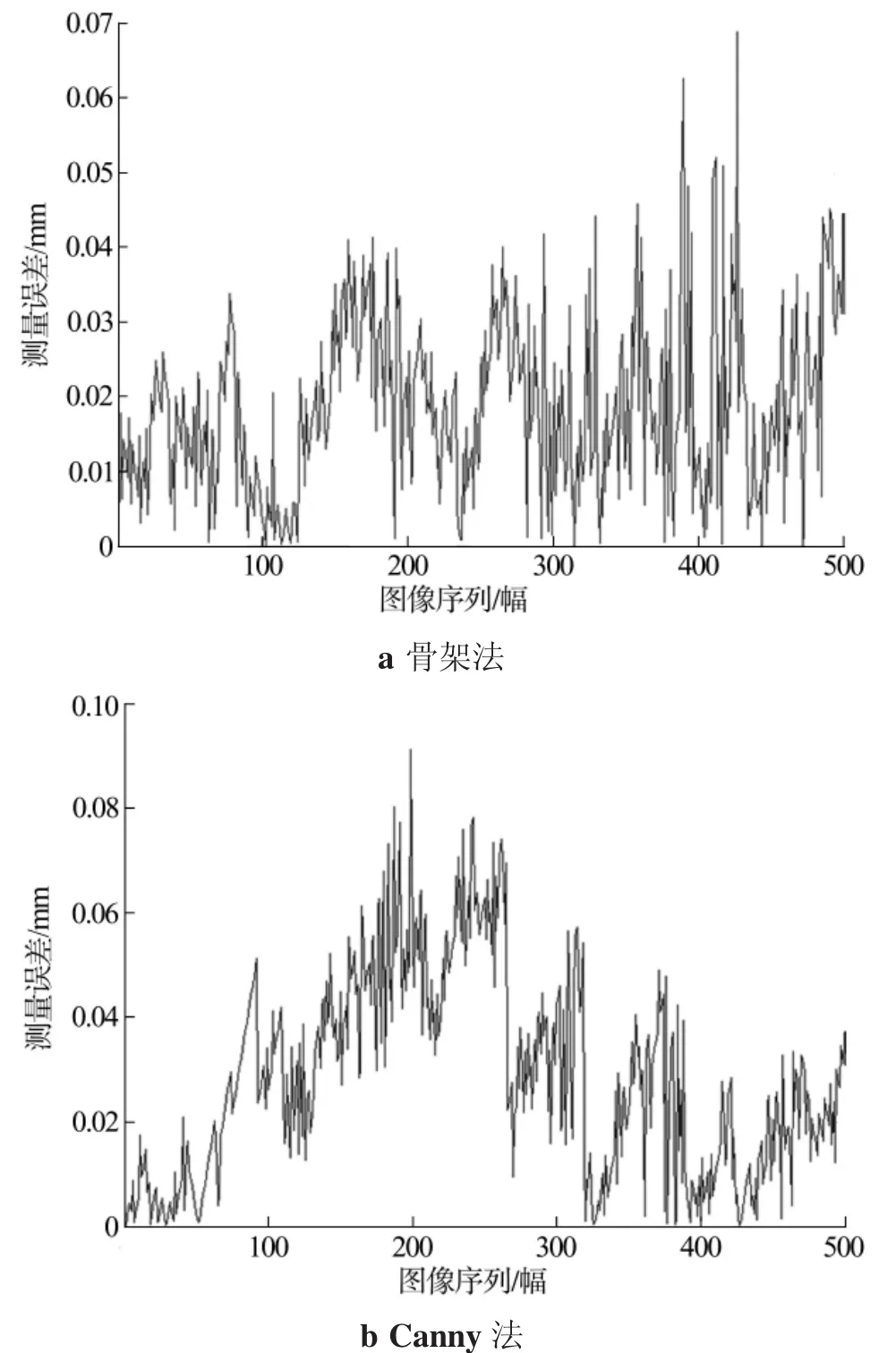
圖10 焊縫位置測(cè)量誤差
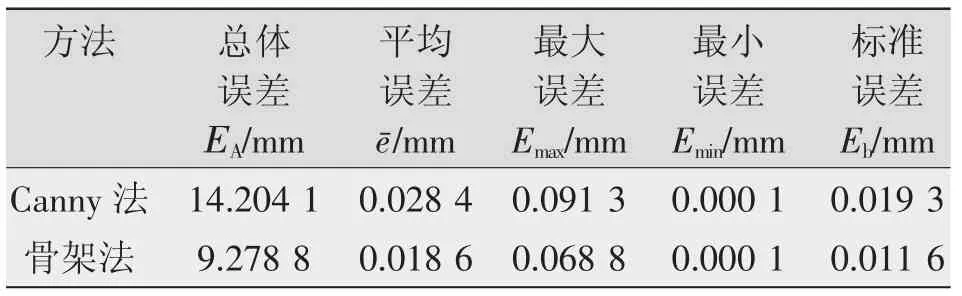
表1 焊縫測(cè)量誤差統(tǒng)計(jì)
式中Mn為第n幅圖像焊縫中心測(cè)量值;Ma為對(duì)應(yīng)的焊縫中心實(shí)際值。
系統(tǒng)的測(cè)量誤差平均值ē為

式中en為第n幅圖像測(cè)量誤差。
標(biāo)準(zhǔn)誤差Εb定義為

從表1可以看出,相比Canny法,
Page 131
Recognition of micro-gap weld seam magneto-optical image based on Otsu algorithm and skeleton method
LI Guohua1,GAO Xiangdong1,XIAO Zhenlin2,CHEN Xiaohui2
(1.School of Electromechanical Engineering,Guangdong University of Technology,Guangzhou 510006,China;2. Guangzhou Panyu Gofront Dyeing&Finishing Machinery Manufacturer Ltd.,Panyu 511400,China)
During the weld-seam tracking,a method is introduced for weld centre recognition based on Otsu algorithm and skeleton method.The weld seam magneto-optical images were collected by a magneto-optical sensor.The adaptive median filtering was applied to reduce noises,and the weld region was segmented by the improved Otsu algorithm with mathematical morphology method.Then the weld-centre was extracted by skeleton method.Experimental results showed that the micro-gap weld centre which is difficult to be identified by our eyes could be extracted efficiently and accurately.
weld seam;Otsu algorithm;skeleton method;magneto-optical image
TG409
A
1001-2303(2016)03-0109-05
10.7512/j.issn.1001-2303.2016.03.23
2014-10-08;
2015-01-05
國(guó)家自然科學(xué)基金資助項(xiàng)目(51175095);廣東省學(xué)科建設(shè)科技創(chuàng)新項(xiàng)目(2013KJCX0063);廣州市科學(xué)研究專項(xiàng)(1563000554)
李國(guó)華(1990—),男,在讀碩士,主要從事焊接自動(dòng)控制的研究工作。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
