鋁合金扁錠的尺寸控制
2016-12-13 08:33:02徐正權
鋁加工 2016年3期
徐正權
(西南鋁業(集團)有限責任公司,重慶 401326)
鋁合金扁錠的尺寸控制
徐正權
(西南鋁業(集團)有限責任公司,重慶 401326)
分析了不同結晶器設計收縮率及鑄造工藝參數對鋁合金扁錠尺寸的影響,為如何準確控制鋁合金扁錠尺寸提供了參考。
鋁合金;扁錠尺寸;結晶器設計;鑄造工藝
0 前言
鋁合金扁錠的形狀及尺寸直接影響著后步工序的鋸切量及銑面量,甚至銑面效率。鋸切量或銑面量不夠,會對最終產品質量造成一定影響,同時,過多的鋸切量和銑面量又降低了成品率。本文針對直接水冷半連續鑄造鋁合金扁錠探討了結晶器尺寸設計、鑄造工藝對鋁合金扁錠最終形狀及尺寸的影響,我們針對615mm×1880mm及620mm×1880mm兩個規格結晶器尺寸及在不同工藝下生產出的扁錠產品尺寸進行了測量及分析。
1 結晶器尺寸
錠尾膨脹是在鑄造初始階段由于鑄造工藝不穩定造成的鑄錠尺寸較名義尺寸大的現象,其值為鑄錠中心最大厚度與名義厚度的差值。錠尾膨脹的大小與結晶器尺寸有直接關系。
我們對615mm×1880mm及620mm×1880mm規格結晶器進行了實際尺寸測量,測量位置及實測尺寸如圖1、表1和表2所示。
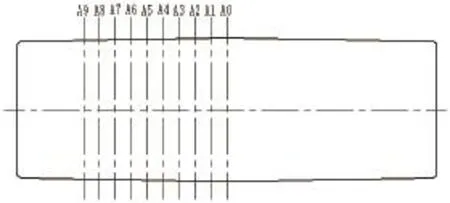
圖1 結晶器測量位置示意圖
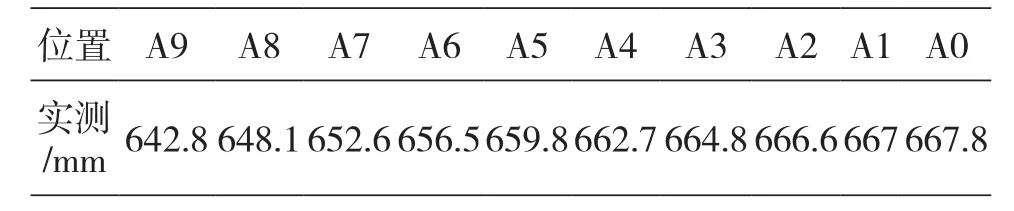
表1 615mm×1880mm規格結晶器實測尺寸
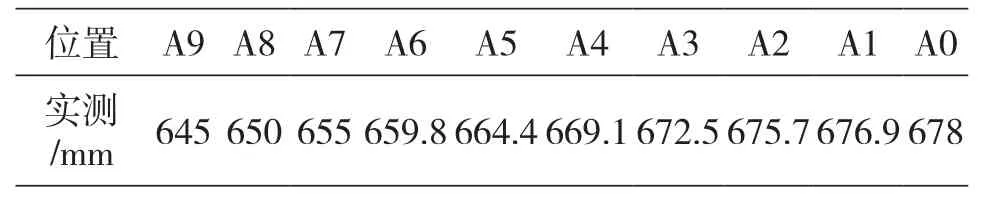
表2 620mm×1880mm規格結晶器實測尺寸
扁錠厚度方向收縮率=(結晶器實測尺寸-鑄錠名義尺寸)/ 結晶器實測尺寸×100%。
615mm×1880mm規格鑄錠厚度方向最大收縮率=(667.8-615)/667.8×100%≈7.9%。
620mm×1880mm規格鑄錠厚度方向最大收縮率=(678-620)/678×100%≈8.6%。
在相同鑄造開頭工藝下,鑄錠鋸切450mm后所測得的截面最大厚度如表3所示。
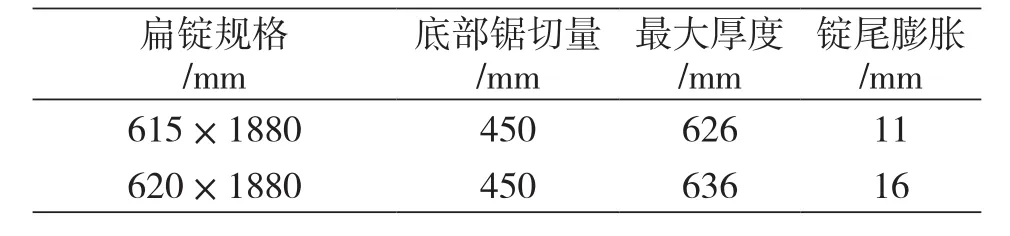
表3 不同結晶器收縮率對應的錠尾膨脹
但為了在穩定階段獲得與鑄錠名義厚度相近的尺寸,615mm×1880mm規格的鑄造速度為50mm/min,而620mm×1880mm規格的鑄造速度為55mm/min。
從而可得出如下結論:錠尾膨脹的大小隨結晶器厚度方向最大收縮率的增加而增加,增加穩定狀態的鑄造速度會提高結晶器厚度方向的最大收縮率。在結晶器尺寸設計時,需平衡穩態鑄造速度與錠尾膨脹之間的關系。
2 鑄錠在長度方向上的截面尺寸
鑄錠在長度方向上的截面尺寸是存在差異的。對615mm×1880mm規格鑄錠在長度方向上不同位置對應的截面尺寸進行了解剖測量,測量位置如圖2所示。
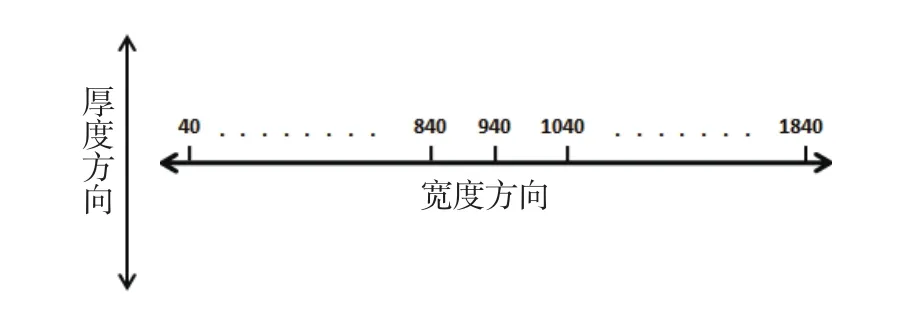
圖2 扁錠測量位置示意圖
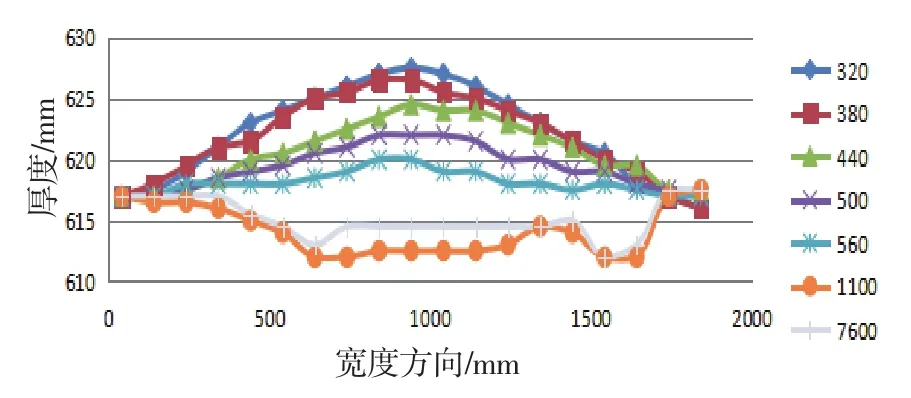
圖3 不同長度對應鑄錠截面尺寸
從圖3可以看出,錠尾膨脹隨著鑄造長度的增加而減小,穩態時(1100mm)鑄錠截面尺寸比底部(560mm)和澆口部(7600mm)都要小。
3 鑄造速度對鑄錠截面尺寸的影響
隨著鑄造速度的提高,鑄錠液穴變深。而鑄錠液穴的深淺影響了鑄錠的收縮。鑄錠液穴越深,收縮越容易,反之則越困難。故鑄造速度的快慢會對鑄錠截面尺寸造成較大影響。
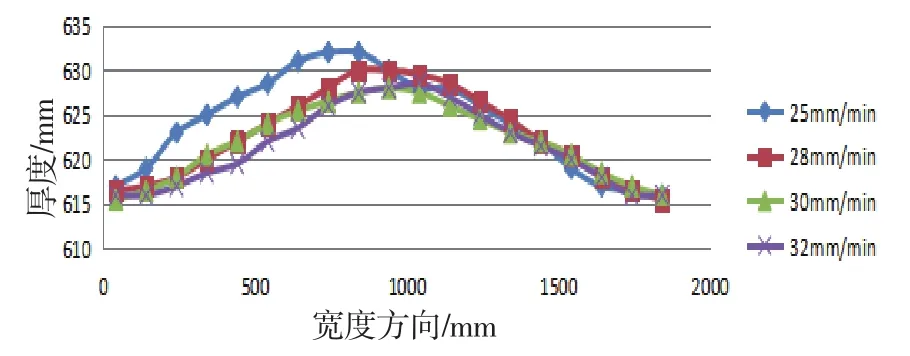
圖4 不同開頭速度對應鑄錠底部截面尺寸(底部切280mm)
從圖4可以看出,鑄錠底部膨脹大,在底部鋸切280mm的情況下比名義厚度大15mm左右。這是由于鑄錠底部由于工藝未穩定,鑄造速度低、冷卻水流量低、熔體溫度低,且熔體與底座直接接觸后冷卻強度大,鑄錠底部液穴淺,熔體收縮受阻所致。同時可看出,在相同的底部鋸切量及工藝條件下,隨著開頭鑄造速度的增加,其截面尺寸有減小的趨勢,但趨勢不是很明顯,這主要是因為開頭階段的熱傳導較復雜,鑄造速度對液穴深淺的影響不敏感所致。
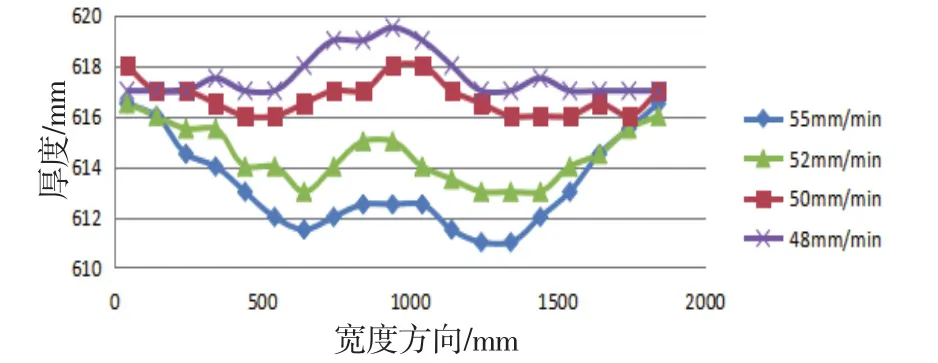
圖5 穩態不同鑄造速度對應鑄錠截面尺寸(澆口部切120mm)
從圖5可以看出,在鑄造的穩定階段及其它工藝條件不變的情況下,隨著鑄造速度的增加,鑄錠液穴變深,鑄錠收縮更加容易,故鑄錠厚度逐漸減小,在52mm/min最接近鑄錠名義厚度。
4 結論
(1)錠尾膨脹的大小隨結晶器厚度方向最大收縮率的增加而增加,增加穩定狀態的鑄造速度
會提高結晶器厚度方向的最大收縮率。在結晶器尺寸設計時,需平衡穩態鑄造速度與錠尾膨脹之間的關系。
(2)由于鑄錠在澆口部和底部的液穴比穩定狀態淺,鑄錠在底部和澆口部的厚度比穩態大。
(3)結晶器收縮率的大小決定了鑄錠底部厚度的大小,且通過工藝調整的空間較小。
(4)隨著鑄造速度的增加,鑄錠在穩態時厚度逐漸減小。
(編輯:余東梅)
預測多軸負荷條件下鋁合金疲勞壽命的系統和方法
美國專利 US8515688
本發明披露了一種預測鋁合金疲勞壽命的系統,這種系統包括以顯微力學理論為基礎的多軸向循環負荷疲勞壽命模型與計算機可讀介質配合。這種系統對獲得的與鋁合金及鋁合金所受的應力狀態有關的信息進行處理,然后通過疲勞壽命模型對鋁合金疲勞壽命進行預測。合金的缺陷和顯現組織特征可以用鑄造、凝固和熱處理工藝數學模型基于冶金測量的極值統計學進行計算。
減少鑄件氣體缺陷的空心芯
美國專利 US8540009
本發明涉及一種鑄造用空心砂芯的制造方法,用這種方法制造的砂芯可以顯著減少鑄件氣體缺陷的發生。該方法包括以下步驟:制備帶有許多輻條的砂芯嵌入體,諸多輻條之中至少有一條具有端部;圍繞砂芯嵌入體制備砂芯的先驅體;對砂芯先驅體進行硬化處理,形成圍繞砂芯嵌入體的整體砂芯結構;去除或轉化至少部分砂芯嵌入體,包括去除或轉化砂芯嵌入體的許多輻條中的至少一條,使硬化的砂芯中形成至少一條通道以及至少一個通道出口。
低壓鑄造模具頂模
中國專利 CN203371022U
本專利所介紹的低壓鑄造模具頂模由排氣盤與內頂模組成。排氣盤上設有冷卻通道與排氣孔道,冷卻通道與排氣孔道正交排布,并環繞在排氣孔道外側,排氣孔道數量至少為10個,每條直徑最大為5mm。每條排氣孔道上端設置空腔,空腔與大氣連通。本發明的最有利效果在于可解決鋁車輪低壓鑄造充型過程中模具排氣不暢、形成模具型腔壓力,造成鑄造缺陷的問題。
Dimension Control for Aluminum Alloy Slab
XU Zheng-quan
(Southwest Aluminum (Group) Co.,Ltd., Chongqing 401326, China)
The effect of various shrink rate of molds and casting parameters on dimensions of aluminum alloy slab was analyzed, which provided reference for controlling the dimensions of aluminum alloy slab.
aluminum alloy; slab; dimensions; mold design; casting process
TG292
B
1005-4898(2016)03-0034-03
10.3969/j.issn.1005-4898.2016.03.08
徐正權(1987-),男,重慶人,助理工程師,大學本科。
2016-03-15