城軌車輛貫通道頂板粘接的工藝設計與驗證
2016-12-15 07:02:30夏榮文
工程技術研究 2016年11期
夏榮文
(湖南工業大學,湖南 株洲 412007)
城軌車輛貫通道頂板粘接的工藝設計與驗證
夏榮文
(湖南工業大學,湖南 株洲 412007)
按照歐洲粘接體系要求,對于受力件的粘接工藝設計和驗證要求較高,并且也是體系里面的一個難點。文章以城軌車輛貫通道頂板的粘接工藝設計與驗證為例,介紹了按照體系要求對A2級接頭的工藝設計和驗證的需要的過程。
頂板;粘接;工藝;驗證
貫通道頂板是為了達到貫通道內裝美觀與行車穩定的一個平板結構,由于要求平面上無任何孔結構或焊接變形,所以選擇通過粘接來實現改板與支撐座板組成的連接,再由支撐座板組成連接到車的連接框架上。該連接是一種受力連接,失效后存在較大安全風險。因此在此接頭的設計中,必須充分考慮到粘接的受力載荷與耐久性,且在工藝施工中必須嚴格定義,以實現產品的設計需要。文章首先計算接頭等級,確定其為A2等級,其次提出粘接需求清單,設計出滿足要求的粘接接頭,再通過老化試驗確定其耐久性與可靠性。編制工藝指導書,來控制現場的作業,配合過程記錄達到特殊工序控制的要求,最終完成此工藝的設計。
1 頂板粘接的介紹
頂板的粘接就是通過粘接的連接方式將兩塊板連接到一起。以避免因為鉚接或機械連接對頂板的破壞,以及因為焊接造成的對兩塊板的熱變形以及應力集中等不良。若粘接的力失效,頂板將向下墜落導致可能砸傷人或物。其結構如圖1所示。
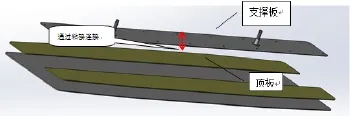
圖1 頂板粘接的模型
2 貫通道頂板粘接的工藝設計及驗證流程
2.1 貫通道頂板粘接等級的確定
產品的粘接等級是由該結構粘接件在粘接失效后造成的損失嚴重程度進行劃分的。DIN6701-2的標準中明確對等級劃分依據做了介紹,如表1所示。
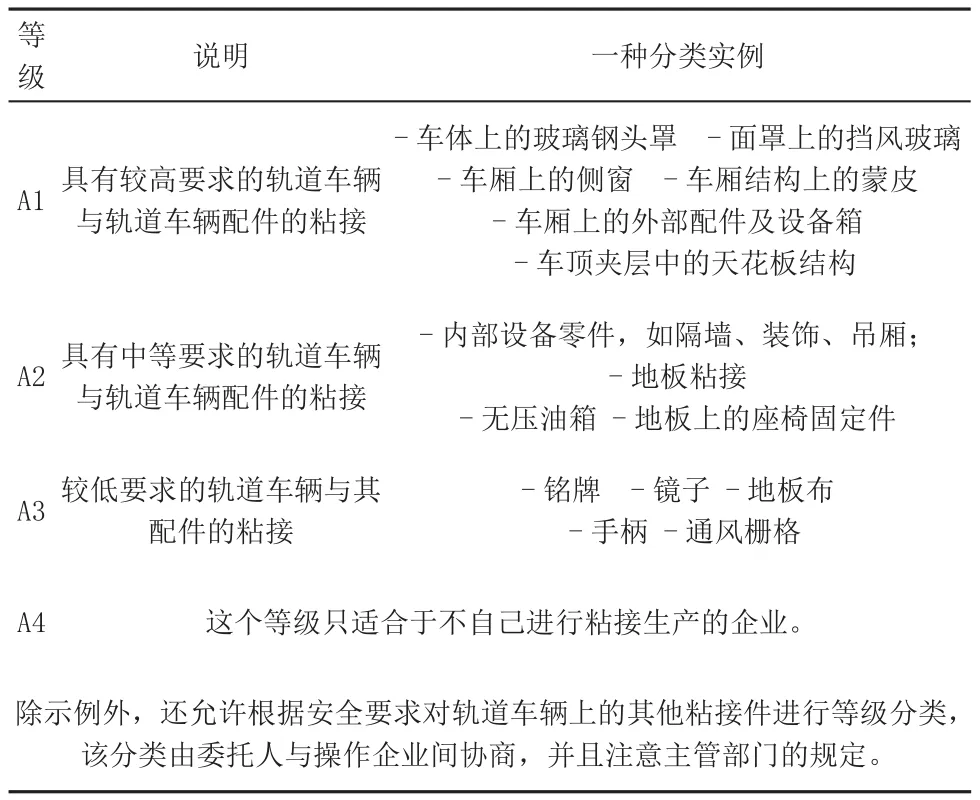
表1 產品的粘接等級劃分
計算軟件也是根據這個等級要求進行設計的。通過對貫通道頂板的等級計算得出這個粘接接頭為A2級。按照A2等級需要對接頭的設計進行計算和驗證,如圖2所示。

圖2 粘接等級計算圖
2.2 接頭需求清單的制定與計算
按照體系的要求該接頭必須清晰列出其在運載條件的所受的各種載荷。根據這些要求,選擇膠黏劑設計出滿足需要載荷的粘接接頭。將這些要素整理出一張表格,通過計算,得到選用聚氨酯彈性膠黏劑,通過使用2mm膠條粘接頂板和支撐板的結論。以滿足所需的載荷強度和冷熱沖擊下的彈性形變造成的內部應力破壞。根據需求,考慮到需要的強度不大,而由于大而長的板容易導致變形而引起應力集中,導致膠層出現裂紋,因此選擇彈性聚氨酯膠SIKA252,其技術參數如表2所示。
在強度性能上能滿足要求,為單組份膠,施工方便,具有彈性,車輛運行過程中對震動有緩沖和吸收震動能的作用。在膠層厚度上由于平面度的原因需要膠層厚度2mm以上,根據基材熱膨脹性能及聚氨酯剪切最大變形為tgγ=0.25計算膠條的高度應滿足:
△α=α鋁-α鋼=(24.2-16.8)e-6=7.4e-6;
△T=Tmax-Tmin=40.6-(-12)=52.6℃;
△ξ=△α×△T=7.4×52.6e-6=389.24e-6;
△ξ=△l/l0,△l=l0×△ξ/2=1414×389.24e-6/2=0.25mm;
tgγ=△l/d,d=△l/tgγ=0.25mm/0.25=1mm。
選擇的膠層厚度2mm>1mm,滿足要求。
選擇膠條的直徑時,由于膠條截面為7mm的等邊三角形;壓平后為2mm高邊長為12mm的矩形截面。單條粘接面積為12×120=1440mm2;共9條,總面積為12960mm2。
根據面積以及對應公式計算,可以承受的拉伸力為F=σ×S×80%=4×12960×0.8=41472N,重約3t。達到拉伸載荷要求。

表2 技術參數
根據面積以及對應公式計算,可以承受的拉伸力為F=σ剪切×S×80%=2.5×12960×0.8=25920N,重約2t。達到剪切載荷要求。
因此這種設計方式滿足需求清單的要求。
2.3 粘接接頭的驗證
根據改產品的載荷狀況,主要需要驗證此接頭在冷熱老化后的粘接強度,根據DVS1618和DIN54457對其老化驗證,經過4個周期的老化程序,驗證結果滿足客戶的需要。如圖3所示。

圖3 老化驗證報告
2.4 編制作業指導書和過程記錄表
在完成上述的計算和驗證后,證明此種方式可以滿足設計的需要。最后經過工藝試制和驗證,確定了作業方法和條件,并將這些要求進行標準化,統一到作業指導書中,并且制定過程記錄表,來控制操作過程的溫度、時間、表面處理方式、以及夾持和固化的條件是否滿足作業指導書要求。通過巡檢的監督對過程進行控制。最終這個項目的工藝設計和驗證通過了粘接體系的審核和認可。
3 結束語
文章介紹了結構粘接件在早期的設計和驗證過程中需要掌控的要點;通過對歐洲粘接體系的全面剖析,給出了一套用以解決粘接工藝設計和驗證的方法及工具。對于粘接工序的質量保證予以極大的支持。通過案例的介紹,對有意于通過DIN6701(歐洲粘接體系)認證的企業或機構有一定的指導意義。
[1]劉鑫.工業生產物流供應鏈大數據資源融合技術[J].軟件導刊,2016,(7):57-59.
[2]鐵路車輛和零件的粘接性.第2部分:粘接材料制造商質量認證資質[S].DIN 6701-2-2006.
[3]劉鑫.云計算下裝備制造業金屬材料物流的優化遍歷機制[J].世界有色金屬,2016,(3):19-22.
[4]結構粘合劑.膠粘粘合連接件的試驗.Grub peel試驗[S].DIN 54457-2007.
[5]劉鑫.大數據高效分類模型的研究與仿真[J].中國西部科技,2015,(7):90-92.
TH162
A
2096-2789(2016)11-0173-02
夏榮文(1985-),男,湖南永州人,碩士,工程師,研究方向:企業質量管理體系、粘接體系、IRIS體系認證、工藝質量管理的研究。
猜你喜歡
新世紀智能(數學備考)(2020年11期)2021-01-04 00:38:16
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
故事大王(2016年7期)2016-09-22 17:30:08
銅業工程(2015年4期)2015-12-29 02:48:39
新高考·高一物理(2014年1期)2014-09-18 01:26:07
石油化工應用(2014年8期)2014-03-11 17:40:03
兒童故事畫報(2013年3期)2013-06-24 05:40:30
中國火炬(2010年7期)2010-07-25 10:26:09
