擴徑率對直縫埋弧焊管拉伸性能的影響
2016-12-16 03:56:27李為衛趙元雷吉玲康
焊管 2016年3期
李為衛,趙元雷,吉玲康
(1.中國石油集團石油管工程技術研究院,西安710077;2.石油管材及裝備材料服役行為與結構安全國家重點實驗室,西安710077)
擴徑率對直縫埋弧焊管拉伸性能的影響
李為衛1,2,趙元雷1,2,吉玲康1,2
(1.中國石油集團石油管工程技術研究院,西安710077;2.石油管材及裝備材料服役行為與結構安全國家重點實驗室,西安710077)
為了提高油氣輸送管道用直縫埋弧焊管拉伸性能的合格率和性能穩定性,利用擴徑率對屈服強度有顯著影響這一規律,采用信息系統和數理統計分析方法,提出一種制管技術方案和實現方式。并通過實例驗證了該技術方案的可行性。驗證結果表明,在實際生產中可通過建立焊管拉伸性能與擴徑率數據庫的函數關式,針對每批原料選擇不同的擴徑率,實現焊管拉伸性能的準確控制。目前,該技術已申請發明專利(ZL 201310202717.X)。
焊管;直縫埋弧焊管;擴徑率;拉伸性能;波動范圍
油氣管道建設需要大量高性能的管線管,目前高壓、大直徑、大輸量油氣管道使用的鋼管大多為X70或X80直縫埋弧焊(SAWL)管。我國大直徑直縫埋弧焊管技術及裝備已處于國際水平,有的甚至達到國際領先水平,但鋼管質量及穩定性與國外先進國家的鋼管質量還有一定差距[1-3]。隨著管道服役條件要求更加嚴酷,對管線鋼管的性能要求更高、更全面,如何通過現代化的信息系統提高管線鋼和鋼管制造廠的質量保證能力,滿足管道項目規范要求,是取得重要管道項目客戶信賴的關鍵條件。現代化制管過程采用過程自動化、信息化控制技術,可以做到針對每一根鋼管對擴徑率進行實時跟蹤和控制[4-5]。
本研究提出了一種制管工藝技術,針對不同鋼廠、不同合金體系和不同軋制工藝的原材料,通過測量和分析原材料、焊管拉伸性能與擴徑率的相關性,建立相關函數關系,制管過程中針對每批焊管原材料選擇不同的擴徑率,實現焊管拉伸性能的準確控制,提高油氣管道用焊管的質量。
1 焊管生產中出現的拉伸性能問題
拉伸性能是管線鋼管最基本、最主要的性能,是制管過程中必須嚴格控制的性能之一。張偉福[6]對川氣東送工程國產化大直徑X70級Φ1 016mm×21mm厚壁直縫埋弧焊管與國外同類鋼管進行對比分析,指出國產焊管的拉伸性能接近西氣東輸一線進口的同類焊管水平,川氣東送國產化焊管母材的屈服強度均值為556 MPa,高于西氣東輸一線進口的同類焊管的538 MPa,但其母材屈服強度最小值在標準規定的下限值,屈服強度波動相對較大。這是交貨焊管的統計分析,但實際生產中有許多焊管的屈服強度因低于標準要求而報廢。西氣東輸二線用X80級Φ1 219mm×22mm直縫埋弧焊管試制過程中,一個主要的問題就是焊管的屈強比偏高(有的高達0.99),遠超過API SPEC 5L標準要求(≤0.92),雖然經過各種調試,屈強比有所下降,但仍然達不到API SPEC 5L標準要求,使得該工程技術條件的屈強比不得已降低至低于API標準要求,但批量生產過程中仍有許多焊管的屈強比超出工程技術條件要求而報廢。西氣東輸二線X80直縫埋弧焊管大批量生產中焊管屈服強度數據分布帶寬130 MPa,而國產焊管的屈服強度分布在565~755 MPa之間,焊管屈服強度數據分布帶寬190 MPa,控制范圍明顯增大[7]。
綜合分析資料表明,西氣東輸、陜京二線、川氣東送等天然氣管道工程用X70直縫埋弧焊管生產過程中均出現屈服強度低于標準要求的下限,X80直縫埋弧焊管生產過程中經常產生屈服強度偏高、屈強比超出標準上限(≤0.93)的情況,造成焊管報廢。另外,分析國內外直縫埋弧焊管的質量差異,國產焊管主要是屈服強度分散性大,性能不穩定,給管道的現場焊接強度匹配和安全運行帶來不利影響。
2 擴徑率對焊管強度的影響
擴徑是直縫埋弧焊管制造過程中的重要工序,擴徑技術是大直徑直縫焊管制造的核心技術,其發展程度直接決定著我國的制管技術水平[8]。形變強化是金屬材料的一般規律,對X80高強度管線鋼尤其明顯,國內外進行了大量的研究,1%左右的形變就可使焊管的屈服強度產生顯著的升高。韓秀林等[9]系統研究了擴徑率對X80焊管強度的影響規律(見表1和表2),并得出結論:擴徑率對X80直縫焊管外觀尺寸、拉伸性能的影響較大;焊管屈服強度基本隨著擴徑率的增加而增加,但擴徑率對抗拉強度的影響不大。

表1 不同擴徑率下焊管屈服強度的增加值
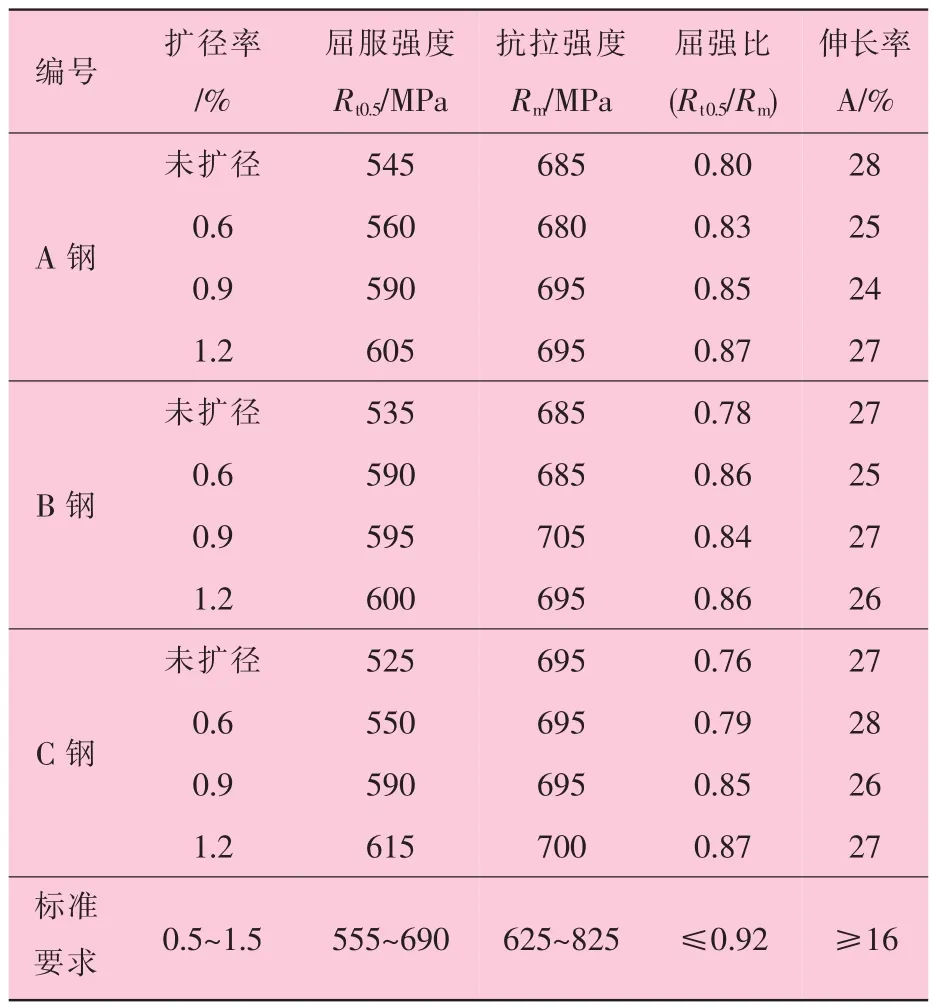
表2 不同擴徑率下焊管的拉伸性能
高強度埋弧焊管經常出現屈服強度、屈強比不合格,且數據分布比較分散的問題,其主要原因是制管用鋼板的屈服強度波動范圍較大,而制管廠制管過程采用單一的制管工藝參數(主要是板寬加工和擴徑率)。造成直縫埋弧焊管屈強比超標的主要原因有鋼板拉伸性能波動和制管時的擴徑率。鋼板拉伸性能的波動是客觀存在的,波動大小與鋼廠的冶煉和軋制水平有關。
范利鋒等[8]提出了建議:收集管線鋼材料性能數據,運用統計學方法分析其波動性及其對管坯形狀和工藝參數的影響,建立起對應不同規格管坯擴徑工藝參數的數據庫。對直縫埋弧焊管而言,ISO和API以及國家標準要求的擴徑率均為0.3%~1.5%,實際生產中一般控制在0.6%~1.3%,在該范圍尺寸變化不大且可以滿足標準要求,而這個變化范圍對焊管的拉伸性能影響很大,文獻[10]指出擴徑率控制在0.8%~1.5%為最佳。文獻[9]研究表明,當擴徑率在0.8%~1.2%范圍內變化時,能使X80焊管達到較合適的外觀尺寸,且變化不大,既保證了焊管的外觀尺寸精度,又很好地控制了擴徑后焊管屈服強度和屈強比的上升幅度。因此,可以利用擴徑率變化對焊管拉伸性能的影響規律,根據不同原材料屈服強度選擇不同的擴徑率,從而控制焊管的拉伸屈服強度和屈強比。
3 提高焊管拉伸性能的技術
關于高鋼級管線鋼管拉伸性能及其影響因素,尤其是形變和擴徑率對直縫埋弧焊管拉伸性能的影響規律,國內外進行了大量的研究,對提高焊管拉伸性能起到了很好的作用。但現有研究成果的應用僅限于批量確定原材料鋼板的內控指標和焊管的加工參數,沒有提出針對不同鋼廠、不同合金體系、不同爐批鋼板進行的個性化控制,因而經常出現焊管拉伸性能不合格、且波動范圍較大的情況。根據上述擴徑率對焊管拉伸強度的影響規律,提出一套技術方案,利用準確的試驗分析技術,精密的變形控制和加工技術,以自動化、信息化為手段,個性化生產每根焊管,以提高合格率和質量。
3.1 技術方案
(1)對某鋼廠供應的鋼板進行試驗分析,或者利用現有生產數據進行統計分析,在成型工藝不變的情況下,分析擴徑率變化(從0.6%~1.3%)對材料屈服強度、抗拉強度和屈強比的影響規律。找出焊管屈服強度(Rsg)、鋼板屈服強度(Rsb)與擴徑率(Sr)的函數關系,即

(2)借助原材料入廠檢驗時的強度數據,針對每爐批鋼板,確定目標屈服強度,再利用式(1)針對性計算擴徑率Sr,最后依據擴徑率Sr確定板邊加工量。
(3)制管過程中,建立每張鋼板的跟蹤編碼,輸入加工信息,進行實時跟蹤和控制,按確定的工藝參數進行制管。
(4)對焊管實物進行拉伸性能檢測,分析性能指標的優劣,并反饋循環,優化板邊加工量和擴徑率,保證焊管的性能指標滿足訂貨技術條件要求,提高焊管性能的穩定性。
該制備直縫埋弧焊管的技術方案,利用擴徑率變化對焊管屈服強度的影響規律,根據不同原料鋼板的屈服強度選擇不同的擴徑率,從而控制焊管的屈服強度和屈強比。針對不同鋼廠、不同合金體系和不同軋制工藝的原料鋼板,通過測量和分析原料鋼板、焊管的拉伸性能與擴徑率的相關性,建立起相關的函數關系,在制管過程中針對每批原料選擇不同的擴徑率,從而實現焊管拉伸性能的準確控制,提高合格率,減小波動范圍,解決了現有技術中X80直縫埋弧焊管經常出現的屈服強度不穩定的技術問題。
3.2 實際應用
某鋼管企業為西氣東輸二線生產X80級Φ1 219mm×22mm直縫埋弧焊管,采用某鋼廠某爐批屈服強度585 MPa、抗拉強度680 MPa、屈強比0.86的鋼板,采用擴徑率1.3%的工藝制成焊管。隨后測定焊管的性能參數,屈服強度670 MPa,抗拉強度705 MPa,屈強比0.95。其中屈強比超出了標準要求(≤0.93)。改進制管工藝,減少板邊加工量19mm,即增加加工后的實際板寬19mm,制管時擴徑率降為0.8%,制成焊管后的屈服強度為640 MPa,抗拉強度為695 MPa,屈強比為0.92,滿足了標準要求。
與上述情況相反,某爐批鋼板的屈服強度為510 MPa,抗拉強度為595 MPa,屈強比0.87,采用擴徑率為0.8%的工藝制成焊管。隨后測定焊管的性能參數,屈服強度為545 MPa,抗拉強度為610 MPa,屈強比為0.89。其中,屈服強度低于標準要求(≥555 MPa),抗拉強度低于標準要求(≥620 MPa)。改進制管工藝,增加板邊加工量16mm,即減少加工后的實際板寬16mm,制管時擴徑率增大為1.2%,制成焊管后的屈服強度為575 MPa,抗拉強度為625 MPa,屈強比為0.92,滿足了標準要求。
該示例表明,在實際生產過程中,可以通過數據統計分析,建立焊管拉伸性能與擴徑率數據庫和函數公式,精確控制每爐批焊管的擴徑率,控制材料的變形量及屈服強度的變化范圍,從而減小焊管屈服強度和屈強比的波動,提高焊管拉伸性能的穩定性。
4 結 論
(1)對高強度直縫埋弧焊管出現屈服強度偏低、屈強比偏高導致的不合格以及屈服強度波動范圍偏大的問題,應該引起足夠的重視。
(2)擴徑率對高強度直縫埋弧焊管的屈服強度和屈強比有顯著影響,通過控制焊管擴徑率可以實現精確控制焊管的拉伸性能,減少不合格以及波動范圍,提高焊管質量穩定性。
(3)對于具體的原材料,通過測量和分析原材料、焊管的拉伸性能與擴徑率的相關性,建立相關函數關系,針對每批原材料選擇不同的擴徑率,實現焊管拉伸性能的準確控制。現代制管過程的自動化、信息化技術為焊管拉伸性能的精確控制提供了工藝上的可行性。
(4)該技術已申請發明專利(ZL201310202717.X),目前僅限于技術方案,需要在具體實施中進一步完善,希望能與制管企業共同開發、應用,提高國產高強度管線鋼管的質量水平。
[1]李鶴林,吉玲康,田偉.高鋼級鋼管和高壓輸送:我國油氣輸送管道的重大技術進步[J].中國工程科學,2010,12(5):84-90.
[2]侯帥,張海軍,蘭興昌.大口徑直縫埋弧焊管生產技術與裝備的新進展[J].鋼管,2009,38(1):46-52.
[3]李為衛,左晨.國外大直徑焊接鋼管制造技術[J].現代焊接,2007(10):23-26.
[4]黃志潛.加速石油機械制造業信息化實現跨越式發展(一)[J].石油機械,2010,28(10):1-5.
[5]王曉香.以焊管裝備技術進步推動焊管產業可持續發展[J].鋼管,2012,41(5):1-5.
[6]張偉福,高建忠,李云龍,等.川氣東送大口徑厚壁直縫埋弧焊管國產化國內外對比[J].石油工業技術監督,2011(4):51-52.
[7]馬秋榮,陳宏達,王海濤.西氣東輸二線用 X80級Φ1 219mm×22.0mm直縫埋弧焊管質量分[J].焊管,2013,36 (1):14-19.
[8]范利鋒,高穎,李強,等.大口徑直縫焊管機械擴徑工藝的研究進展[J].重型機械,2011(5):1-5.
[9]韓秀林,李國鵬,張麗娜,等.X80直縫埋弧焊管制管前后拉伸性能的變化[J].焊管,2012,35(3):19-23.
[10]肖曙紅.管線用直縫焊管機械擴徑及其影響因素研究[J].石油機械,2007,35(3):1-4.
Effect of Expansion Rate on Tensile Performance of Longitudinal Submerged Arc Welded Pipe
LI Weiwei1,2,ZHAO Yuanlei1,2,JI Lingkang1,2
(1.CNPC Tubular Goods Research Institute,Xi’an 710077,China;2.State Key Laboratory for Oil Tubular Goods Equipment Material Service Behavior and Structural Safety,Xi’an 710077,China)
In order to improve the qualified rate and performance stability of tensile performance of longitudinal submerged arc welded pipe which used for oil and gas transportation,according to the rule that the expansion rate significantly affects the yield strength,adopting information system and mathematical statistic analysis method,a kind of pipe manufacturing technical scheme and implementation was put forward,and the feasibility of this technology scheme was verified by examples.The results indicated that in actual production,it can built function relation between tensile performance and expansion rate database,selecting different expansion rate according to each batch raw material,to realize accurate control for welded pipe tensile performance.This technology has applied for a patent(ZL 201310202717.X).
welded pipe;SAWL pipe;expansion rate;tensile performance;fluctuation range
TE973 文獻標志碼:B DOI:10.19291/j.cnki.1001-3938.2016.03.009
李為衛(1965—),男,碩士研究生,高級工程師,1988年畢業于西安交通大學焊接專業,現主要從事油氣輸送管材料及焊接研究工作。
2015-11-23
羅 剛