電阻焊管焊縫位置的偏轉及調控方法
2016-12-16 03:56:30曹國富
焊管 2016年3期
關鍵詞:焊縫
曹國富
(廣東省江門市儉美實業有限公司,廣東 江門529000)
電阻焊管焊縫位置的偏轉及調控方法
曹國富
(廣東省江門市儉美實業有限公司,廣東 江門529000)
針對電阻焊焊管生產過程中,焊縫位置保持不變會對圓管尺寸和軋輥壽命產生不良影響的問題,從確保焊管尺寸公差、延長軋輥使用壽命和滿足異型管使用要求等方面,分析了焊縫位置調控的必要性。提出了調整焊縫位置的方法,如成型輥法、導向輥法和定徑輥錯位法,并介紹了這些方法控制焊縫位置的基本原理及其控制效果和優缺點。在實際生產過程中,可以結合實際情況單獨使用或組合使用這些調整方法以達到更好地調整效果。
焊管;焊縫;焊縫位置調整;成型輥法;導向輥法;定徑輥錯位法
1 調控焊縫位置的必要性
在電阻焊焊管生產過程中,及時調控焊縫位置能夠維持圓管尺寸公差、延長軋輥使用壽命、滿足異型管深加工的需要。
1.1 保證圓管尺寸公差
在直縫焊管生產過程中,由于焊縫及其熱影響區部位的溫度和硬度相對管體其它部位高,如果焊縫長期與平輥孔型底徑部位接觸,就會造成與焊縫部位接觸的局部孔型很快因磨損而失效,而孔型其他部位則相對磨損較輕微,從而導致與畸形磨損孔型對應的焊管部位尺寸的超差。因此,正確調控焊縫位置,能保證圓管的尺寸公差。
1.2 延長軋輥使用壽命
定徑平輥圓孔型線速度和軋制力分布如圖1所示。由圖1可以看出,與圓管焊縫部位(正上方)接觸的孔型部位,正是圓孔型受力最大及線速度差較大的位置。管速vB與輥速vA、vC之間存在一定的速度差,且vC是孔型上的一個極值點。同時,平輥孔型上的軋制力在C點達到最大值。整個孔型上的線速度v與軋制力f關系為
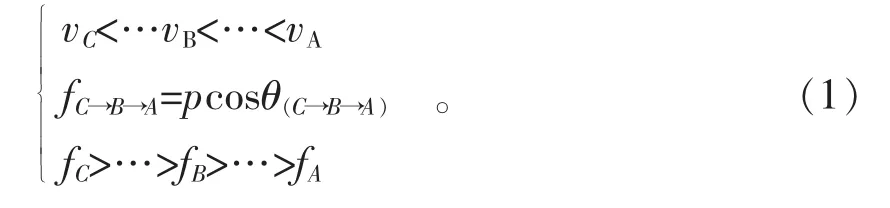
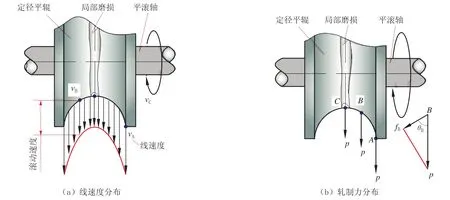
圖1 定徑平輥圓孔型線速度分布、軋制力分布與局部磨損示意圖
當最大軋制力與較大速度差重合后,必然導致C點容易磨損。定徑圓孔型的這種磨損規律決定了即使孔型C點不與焊縫接觸,也會容易磨損,因此焊管調整時應注意將焊縫避開此位置。
防止孔型局部畸形磨損的最有效方法之一是對焊縫位置進行人工干預,即每生產一定量的焊管后就將焊縫移位,使孔型磨損因之變得“均勻”,該方法可成倍地延長定徑圓軋輥的使用壽命。
1.3 確保異型管焊縫位置滿足深加工需要
通過對焊縫顯微硬度與母材硬度的大量檢測數據對比發現,焊縫顯微硬度比母材硬度高得多,而且碳當量越高的焊縫,其顯微硬度越高。因此,在無特別要求時,一般不將焊縫放在異型管正角位置,而是放置在距角邊t~(t+5)mm的位置,以降低焊縫裂紋風險。
除此之外,從有些異型管后續加工的需要來看,存在需要避開焊縫進行沖壓或者帶芯模沖孔、彎曲加工等情況,這也要求生產者能夠將焊縫位置控制在某一區域。如某型貨架立柱用80mm×40mm×3mm焊管形狀如圖2所示。由圖2可見,焊管管面需要四面沖雙排孔,客戶要求將焊縫位置固定在80mm面正中±5mm以內。
圖2 某型雙排孔貨架立柱
2 控制焊縫位置的方法與原理
目前,控制焊縫位置的方法主要有成型輥法、導向輥法以及定徑輥錯位法。
2.1 成型輥法
成型輥法控制焊縫位置的原理:通過成型實軋孔型輥,對管坯某側進行偏重一點的軋制,使該側縱向纖維得到較多延伸,從而在隨后的焊接、冷卻及強制等過程中,形成多于另一側的縱向應變和縱向張應力。這樣,焊縫就會被推向縱向應變與應力小的一側,以此實現控制焊縫位置的目的。成型單邊縱向延伸與焊縫偏移之間的關系如圖3所示,圖中箭頭多的一側表示縱向應變和應力較大。但使用成型輥法控制焊縫位置時,存在焊縫響應慢,且不易精準控制焊縫偏移量的缺點。
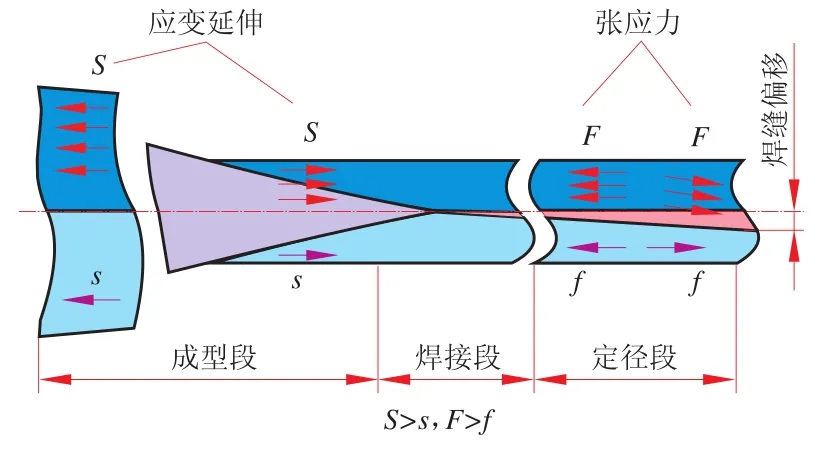
圖3 成型單邊縱向延伸與焊縫偏移的關系
2.2 導向輥法
導向輥法是指通過改變導向輥孔型與軋制中線的位置,實現對定徑段焊縫位置的控制,該方法分為偏移法和偏轉法兩種。
2.2.1 偏轉法
偏轉法是以軋制中心豎直平面為基準,將導向輥逆時針或順時針偏轉一定角度,從而使經過孔型的管坯產生相應的扭力,實現焊縫位置偏移。
偏轉法控制焊縫位置的基本原理如圖4所示。由于管坯是一個剛性體,當在導向輥處對開口管筒施加扭力后,該扭力便沿著管體、經過擠壓輥向定徑方向傳遞,迫使管體發生同向扭轉,繼而帶動焊縫偏轉。
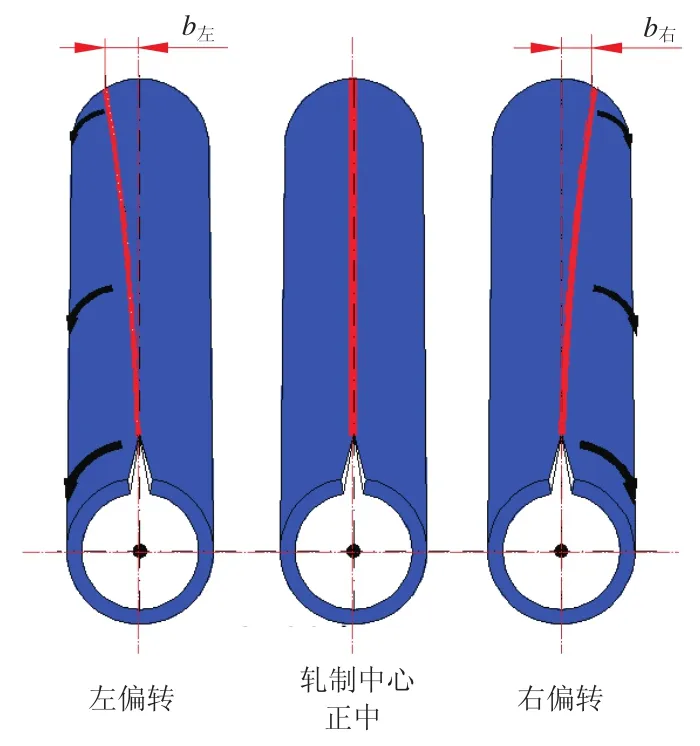
圖4 導向輥偏轉控制焊縫位置原理
偏轉量、偏轉角度與壁厚之間存在以下關系:①偏轉角越大,偏轉量越大;②厚壁管偏轉響應靈敏,同等偏轉角實現的偏轉量比薄壁管大。但無論厚壁管還是薄壁管,焊縫實際偏轉角度總是小于導向輥的偏轉角度。
偏轉法具有控制靈敏度高,管越大、壁越厚響應越積極,偏轉量易控制的優點。缺點在于有時影響焊縫對接狀態及外毛刺去除,并需要做相應調整。但整體而言,偏轉法對控制厚壁管的焊縫位置效果明顯。
2.2.2 偏移法
偏移法在將導向輥向軋制中線右側偏移后,焊管在擠壓輥中便受到一個向左的推力-f1作用,推力-f1與焊管上的牽引力f2合成后,形成一個向左前方的力F,如圖5所示。該力強迫包括焊縫在內的管體向左偏轉。
偏移法的優缺點與偏轉法類似,但動作響應比偏轉法靈敏,控制更精準;從調整焊縫的實際效果來看,偏移法更有利于薄壁管焊縫位置的調整。
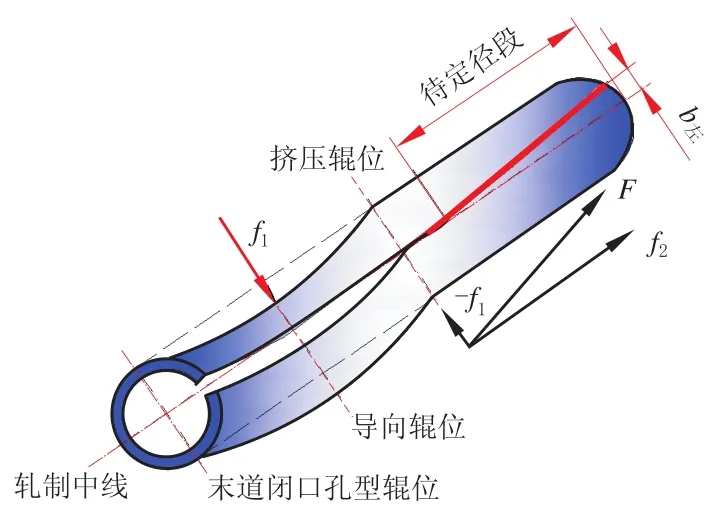
圖5 偏移導向輥控制焊縫位置的原理
2.3 定徑輥錯位法
一般在設計異型孔型輥時,通常都將定徑第1道平輥(或立輥)的孔型設計成圓孔型,定徑輥法就是將該道平輥(或立輥)孔型調整成人為錯位(如圖6所示)并利用錯位孔型對焊管施加一對力偶,促使定徑段的管體定向“旋轉”,實現控制焊縫位置的目的。
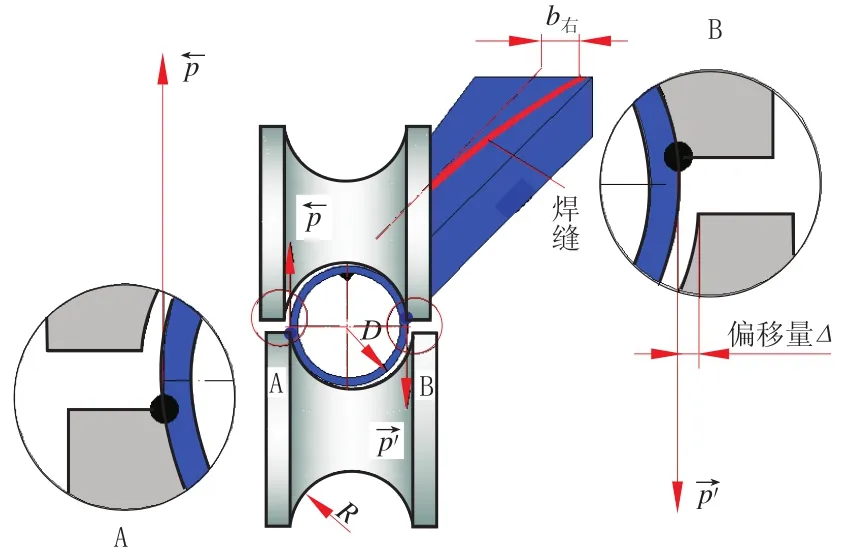
圖6 定徑輥法控制焊縫位置原理
如圖6所示,上輥孔型被人為向左錯位,孔型左側與焊管間形成空隙(見圖6中A),僅剩右側與焊管右上部接觸(見圖6中的B),焊管在孔型右側切應力作用下產生順時針旋轉趨勢。與此同時,下輥孔型右側與焊管間形成空隙(見圖6中的B),僅剩左側與焊管左下側接觸(見圖6中的A),焊管在孔型左側切應力作用下也產生順時針旋轉趨勢。這樣,焊管就在這一對大小相等、方向相反的力偶(p←,p→′)作用下發生順時針扭轉,焊縫因之向右偏轉。
根據力學原理,控制焊縫扭轉位置的靈敏度即力偶矩m取決于焊管直徑D、偏移量Δ和力偶p←和p→′的大小,其計算關系為

式(2)中,正負號表示力偶使焊縫扭轉的方向,焊縫逆時針扭轉取負號,順時針扭轉取正號。式(2)中,當焊管直徑D確定之后,焊縫扭轉量大小取決于力偶和′與孔型偏移量 Δ,也就是孔型對焊管的施力情況和錯位程度。孔型偏中較少,壓得較輕,力偶較小,焊縫扭轉就少;反之,孔型偏中較多,壓得較重,焊管扭轉就多。
定徑輥錯位法控制焊縫位置時,由于焊縫偏轉主要發生在定徑段,故對焊接段的焊縫對接狀況和去除外毛刺影響較小。但是,該方法可偏移焊縫的量較少,對小直徑管的靈敏度也差(力偶矩較小),因此稍不留神就會壓傷管面。
應用定徑輥錯位法調整焊縫位置需要注意以下兩點:①軋輥偏移量在中小直徑圓管范圍內,一般只有零點幾毫米或1~2mm,通常不會壓傷管面;②如果管面因之產生壓痕壓傷,則應棄用。定徑輥偏移與焊縫位置的關系參見表1。
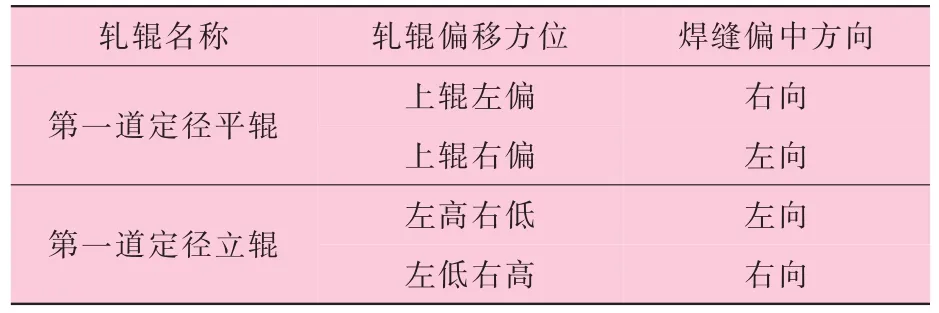
表1 定徑輥偏移方向與焊縫偏中方向對照表
3 結 語
在生產過程中對焊縫位置進行有效控制,既是焊管生產工藝的需要,也是部分異型管深加工的需要。這些調整、控制焊縫位置的方法,可以單獨使用,也可以組合使用,各有優缺點,應用時要根據焊管外徑和壁厚,結合異型軋輥孔型方位,因勢利導,揚長避短。
[1]呂立華.金屬塑性變形與軋制原理[M].北京:化學工業出版社,2006.
[2]樊映川.高等數學講義[M].北京:人民教育出版社,1958.
[3]鄭文偉,吳克堅.機械原理[M].北京:高等教育出版社,1997.
[4]首鋼電焊鋼管廠.高頻直縫焊管生產[M].北京:冶金工業出版社,1982.
[5]曹國富.定徑輥磨損機理及半包容孔型[J].上海金屬,1997,19(3):18-22.
[6]王先進.冷彎型鋼生產及應用[M].北京:冶金工業出版社,1994.
[7]蔣朝明.機械基礎[M].北京:科學普及出版社,1982.
[8]成大先.機械設計手冊[M].北京:機械工業出版社,2009.
[9]楊可楨.機械設計基礎[M].北京:高等教育出版社,2014.
[10]齊克敏,丁燁.成型材料工藝學[M].北京:冶金工業出版社,2006.
Weld Position Deflection of ERW Pipe and Adjusting Method
CAO Guofu
(Guangdong Jiangmen Jianmei Industrial Co.,Ltd.,Jiangmen 529000,Guangdong,China)
During ERW pipe production process,the unchanged weld position has a harmful effect on pipe size and roll life.In this article,it analyzed the necessity of weld position adjusting from several aspects,such as to ensure welded pipe size tolerance,prolong service life of roll,meet operating requirements of special pipe and so on.It put forward the methods of adjusting weld position,including forming roll,guide roll and sizing roll displacement method,it also introduced the fundamental principles of these control methods,as well as control effect,advantages and disadvantages.In the process of practical production,these adjustment methods can alone or in combination be used combined with actual situation,in order to achieve better adjustment effect.
welded pipe;weld;weld position adjustment;forming roll method;guide roll method;sizing roll displacement method
TE973 文獻標志碼:B DOI:10.19291/j.cnki.1001-3938.2016.03.013
曹國富(1957—),男,長期從事焊管生產工藝、孔型設計及生產管理工作,發表論文40余篇。
2015-12-10
張 歌
《焊接鋼管軋輥》國家標準正式發布
《焊接鋼管軋輥》國家標準,經國家質量監督檢驗檢疫總局和中國國家標準化管理委員會正式批準發布,標準號為GB/T 31936—2015,實施日期2016年6月1日。
該項標準由山東省四方技術開發有限公司負責起草制訂,計劃項目編號為20130733-T-605,主管部門是中國鋼鐵工業協會,技術歸口單位為全國鋼標準化技術委員會。標準工作組先后通過發函調研、實地走訪等,收集了國內外相關資料及進口美國、德國、日本等焊管軋輥的使用情況和相關企業建議。通過整理分析征集到的資料,結合相關政策要求,先后完成了標準討論稿、預審稿、送審稿及各文稿的編制說明。經全國鋼標準化技術委員會于2014年10月25日召開的審定會審定,評價為國際先進水平。標準工作組根據審定會意見,進行了認真修改,于2014年10月完成了標準報批稿。2014年12月1日由中國鋼鐵工業協會質量標準化委員會上報國家標準化管理委員會。
該項標準的制訂發布,對促進和適應焊管行業和焊管軋輥的進步和發展,提高產品的市場競爭力,規范市場準入等方面具有重大意義。
(李 超 摘自中國鋼管網)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07