某G105鉆桿接頭損壞原因分析
2016-12-18 01:38:59殷立洪
焊管 2016年9期
關(guān)鍵詞:分析
殷立洪,張 鈞
(1.西安石油大學(xué) 材料科學(xué)與工程學(xué)院,西安710065;2.寶雞石油鋼管有限責(zé)任公司,陜西 寶雞721008)
某G105鉆桿接頭損壞原因分析
殷立洪1,2,張 鈞1
(1.西安石油大學(xué) 材料科學(xué)與工程學(xué)院,西安710065;2.寶雞石油鋼管有限責(zé)任公司,陜西 寶雞721008)
為了找出某油田G105鉆桿內(nèi)、外螺紋接頭損傷原因,對現(xiàn)場使用的失效鉆桿接頭進(jìn)行了宏觀分析、理化性能檢驗、金相及顯微組織分析。結(jié)果表明,受損的鉆桿內(nèi)、外螺紋接頭的化學(xué)成分和力學(xué)性能均滿足API SPEC 5DP—2009標(biāo)準(zhǔn)要求,鉆桿接頭主要的失效原因為粘著磨損,是在上扣過程中扭矩過大造成的,同時,螺紋脂涂抹不均勻、鉆桿接頭鍍層質(zhì)量欠佳也是造成粘著磨損的因素。
鉆桿;接頭;螺紋;粘著磨損
石油鉆桿是用于傳遞動力、輸送泥漿的主要工具,經(jīng)常處于交變應(yīng)力以及與井壁摩擦碰撞的惡劣條件下工作,易磨損、腐蝕和疲勞,往往成為整個鉆井設(shè)備中最薄弱的環(huán)節(jié)。由于鉆桿是主要的傳輸動力裝置,因此,鉆桿損壞造成的經(jīng)濟(jì)損失往往非常大[1-2]。某油田油井在完井甩鉆具作業(yè)時發(fā)現(xiàn)100多根鉆桿損壞,均是內(nèi)、外螺紋接頭臺肩面損傷。根據(jù)現(xiàn)場使用記錄,鉆進(jìn)過程未出現(xiàn)異常工況。為了明確鉆桿損壞的原因,減少損失,筆者對該批損壞鉆桿進(jìn)行了失效分析,以期對后續(xù)鉆桿作業(yè)提供一定的參考。
1 鉆桿接頭失效原因分析
1.1 宏觀分析
試驗采用某油田G105鉆桿,該鉆桿接頭失效試樣分別為匹配的內(nèi)、外螺紋,形貌如圖1所示。外螺紋接頭長220mm,內(nèi)螺紋接頭長287mm。
1.1.1 臺肩面損傷
內(nèi)螺紋接頭臺肩面形貌如圖2所示。由圖2可知,臺肩面的鍍層全被磨掉,且存在凹槽狀損傷痕跡和犁溝。金屬堆積出現(xiàn)在犁溝終端,結(jié)合圖2中金屬堆積位置(見綠色標(biāo)記處),可以推知犁溝的形成方向為順時針,因此確定這些損傷是在上扣過程中形成的。
內(nèi)螺紋臺肩面與倒角錐面之間存在一條環(huán)向凸起的棱,棱的高度為0.21mm,如圖3所示。該棱邊的形成原因為臺肩接觸面擠壓力過大,接觸面由彈性形變轉(zhuǎn)變?yōu)樗苄孕巫兌鵁o法恢復(fù),而內(nèi)螺紋倒角直徑略大于外螺紋倒角直徑,且內(nèi)螺紋臺肩面外側(cè)存在一條圓環(huán)形區(qū)域未被擠壓,從而形成一條環(huán)向凸起的棱。

圖1 失效鉆桿螺紋接頭形貌

圖2 內(nèi)螺紋臺肩面損傷形貌

圖3 內(nèi)螺紋臺肩面塑性變形形貌
外螺紋臺肩面損傷形貌如圖4所示。由圖4可知,外螺紋臺肩面全部損傷,表面已無鍍層,且臺肩面存在較多的犁溝、凹槽和金屬堆積。由金屬堆積位置(見綠色標(biāo)記處),可以進(jìn)一步確定這些損傷是在上扣過程中形成。

圖4 外螺紋臺肩面損傷形貌
1.1.2 螺紋損傷
內(nèi)螺紋牙頂存在從導(dǎo)向面跨過牙頂?shù)竭_(dá)承載面的痕跡,這是錯扣的典型特征,形貌如圖5所示。由圖5可知,該劃痕靠近承載面一側(cè)存在金屬堆積,可以推知該劃痕是由導(dǎo)向面劃向承載面,錯扣為上扣過程中形成。

圖5 內(nèi)螺紋牙頂錯扣形貌
外螺紋損傷形貌如圖6所示。由圖6可知,外螺紋導(dǎo)向面和承載面牙頂都存在卷邊現(xiàn)象。
1.1.3 鍍層表面缺陷
內(nèi)外螺紋鍍層表面形貌如圖7所示。由圖7可以看出,內(nèi)螺紋鏜孔和牙頂存在鍍層脫落,裸露基體為藍(lán)色或黑色;外螺紋頸部存在黑色堆積物形貌,使用酒精和丙酮清洗仍未將其清除。

圖6 外螺紋損傷形貌

圖7 螺紋鍍層表面形貌
1.2 理化性能檢測
1.2.1 化學(xué)成分
分別在內(nèi)、外螺紋接頭上取樣,采用ARL-3460直讀光譜儀對其化學(xué)成分進(jìn)行分析,結(jié)果見表1。由表1可知,試樣的化學(xué)成分均符合API SPEC 5DP—2009[3]的要求。
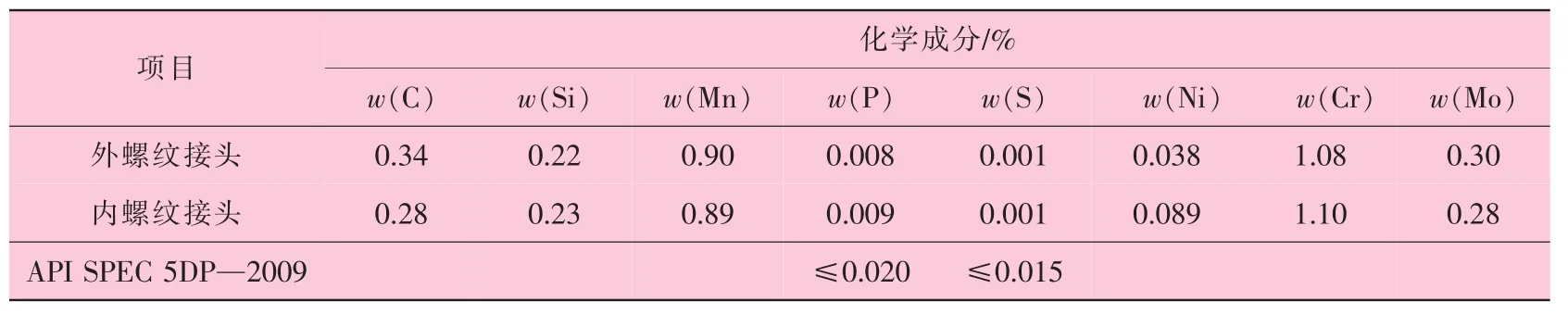
表1 內(nèi)、外螺紋接頭的化學(xué)成分
1.2.2 力學(xué)性能
分別在內(nèi)、外螺紋接頭上取樣進(jìn)行拉伸、沖擊試驗。拉伸試驗采用縱向棒狀試樣,標(biāo)距內(nèi)直徑為12.5mm,試驗溫度為室溫;沖擊試驗采用縱向夏比沖擊試樣,試樣尺寸為10mm×10mm×55mm,沿壁厚方向開V形缺口,試驗溫度為22℃,試驗結(jié)果見表2。由表2可知,內(nèi)、外螺紋接頭的屈服強(qiáng)度、抗拉強(qiáng)度、伸長率和縱向吸收沖擊功均符合API SPEC 5DP—2009對鉆桿接頭的要求。

表2 內(nèi)、外螺紋接頭的力學(xué)性能
分別在內(nèi)、外螺紋接頭上切取硬度塊進(jìn)行布氏硬度試驗,高度為20mm,試驗結(jié)果見表3。由表3可知,內(nèi)、外螺紋接頭的布氏硬度均滿足API SPEC 5DP—2009對鉆桿接頭的要求。

表3 內(nèi)、外螺紋接頭的硬度
1.3 顯微組織分析
在內(nèi)螺紋臺肩面損傷部位取樣進(jìn)行金相組織分析,如圖8所示。由圖8可知,內(nèi)螺紋臺肩面存在較深的劃傷凹槽,凹槽底部存在組織流變特征,局部還夾雜著白亮層,這些白亮層是由于粘結(jié)部位摩擦高溫,驟冷轉(zhuǎn)變?yōu)轳R氏體組織[4],在金相浸蝕過程中馬氏體不易被腐蝕形成。

圖8 內(nèi)螺紋臺肩面損傷金相分析 200×
分別在內(nèi)、外螺紋臺肩面取樣,用掃描電子顯微鏡觀察其損傷形貌,如圖9所示。由圖9可知,外螺紋臺肩面存在大量的金屬遷移、碾壓和犁削痕跡;內(nèi)螺紋臺肩面存在較多摩擦擠壓所形成的磨削裂紋和金屬遷移。
分別在內(nèi)、外螺紋部位取樣,用掃描電子顯微鏡觀察其損傷形貌,如圖10所示。由圖10可知,外螺紋的導(dǎo)向面和承載面均存在嚴(yán)重的劃傷,兩側(cè)面的牙頂部位均存在凸起的卷邊,且導(dǎo)向面損傷更為嚴(yán)重,卷邊更高;內(nèi)螺紋導(dǎo)向面損傷嚴(yán)重,導(dǎo)向面牙頂部位存在卷邊。

圖9 內(nèi)、外螺紋臺肩面損傷顯微形貌

圖10 內(nèi)、外螺紋部位損傷顯微形貌
2 分析及討論
由以上分析可知,該內(nèi)、外螺紋接頭的金相組織為回火索氏體,化學(xué)成分和力學(xué)性能均符合API SPEC 5DP—2009的要求。內(nèi)、外螺紋臺肩面存在較多的犁溝、凹槽和金屬堆積等損傷,臺肩表面鍍層全被磨掉,外螺紋臺肩面尤為嚴(yán)重,外螺紋的導(dǎo)向面和承載面均存在因接觸應(yīng)力過大而形成的卷邊。因此可推知,該鉆桿接頭屬于螺紋和臺肩面粘著磨損。
2.1 粘著磨損失效機(jī)理
粘著磨損[5-6]是由很高的擠壓力作用下金屬表面的滑移造成的,一般是因為接觸面間潤滑不夠。發(fā)生粘著磨損的主要因素為:①擠壓力。鉆桿接頭螺紋在旋合過程中,臺肩面擠壓力越大,接觸面摩擦力越大,塑形變形越嚴(yán)重,接觸面之間易于焊合;②潤滑狀態(tài)。螺紋脂涂抹不均或者螺紋脂質(zhì)量較差,都不能夠起到理想的潤滑效果;③摩擦副材料的互溶性。金屬摩擦雙方的互溶性對粘著磨損有很大的影響。鉆桿接頭螺紋表面鍍層可以起到隔離作用,減少臺肩面焊合的可能性,而鍍層質(zhì)量和結(jié)合力較差,在臺肩面摩擦過程中容易剝落,使得鉆桿接頭材料裸露發(fā)生焊合。
2.2 扭矩分析
鉆桿接頭臺肩面發(fā)生塑性變形[7]主要有2個因素:一是上扣過程中扭矩正常,但鉆桿接頭的屈服強(qiáng)度不滿足要求;二是扭矩超過了鉆桿接頭的屈服強(qiáng)度。以上分析中,內(nèi)螺紋臺肩面與倒角錐面之間存在一條環(huán)向凸起的棱,該棱為臺肩接觸面擠壓力過大造成,而鉆桿接頭的屈服強(qiáng)度符合API SPEC 5DP—2009標(biāo)準(zhǔn)要求,這說明鉆桿接頭臺肩面和螺紋側(cè)面的接觸應(yīng)力均超過了材料的屈服強(qiáng)度。另外,金屬堆積通常出現(xiàn)在犁溝終端,根據(jù)內(nèi)螺紋和外螺紋臺肩面犁溝中金屬堆積方向,進(jìn)而確定這些損傷是在上扣過程中形成。因此,可以確定鉆桿接頭臺肩面粘著磨損是上扣過程中扭矩過大造成的。
2.3 鍍層質(zhì)量和螺紋脂潤滑狀態(tài)
內(nèi)螺紋鏜孔和螺紋牙頂存在鍍層脫落,裸露基體呈藍(lán)色或黑色,且外螺紋頸部鍍層發(fā)烏。這些特征表明,鉆桿接頭的鍍層質(zhì)量欠佳,在臺肩面摩擦過程中,鍍層容易剝落,使得鉆桿接頭材料裸露出來而焊合,發(fā)生粘著磨損。
在上扣過程中,若螺紋脂涂抹不均勻,甚至不涂抹螺紋脂,內(nèi)外螺紋在嚙合過程中潤滑狀態(tài)欠佳,在扭矩作用下,也會導(dǎo)致鉆桿接頭螺紋和臺肩面發(fā)生粘著磨損。根據(jù)以往經(jīng)驗,可以推測該鉆桿接頭螺紋和臺肩面發(fā)生粘扣磨損也可能與螺紋脂涂抹不均有關(guān)。
2.4 其他因素分析
鉆桿接頭在上扣過程中,如果臺肩面之間存在雜質(zhì)顆粒,螺紋在旋進(jìn)過程中,雜質(zhì)顆粒對摩擦表面起切削和犁刨作用[8-9],會引起鉆桿接頭鍍層脫落,進(jìn)而發(fā)生粘扣。因此上扣之前應(yīng)將螺紋和臺肩面清理干凈,涂抹螺紋脂時防止異物進(jìn)入螺紋脂內(nèi)。
由宏觀分析可知,與內(nèi)螺紋臺肩面相比,外螺紋臺肩面損傷更為嚴(yán)重,這是因為外螺紋接頭強(qiáng)度相對較低,扭矩過大時,外螺紋臺肩面首先屈服而發(fā)生塑性變形,內(nèi)外螺紋旋合時其變形量較大,因此損傷也較為嚴(yán)重。
內(nèi)螺紋牙頂劃傷痕跡從導(dǎo)向面跨過牙頂?shù)竭_(dá)承載面,該劃痕靠近承載面一側(cè)存在金屬堆積,可以推知該劃痕是由導(dǎo)向面劃向承載面的,因此推測該錯扣痕跡是在上扣過程中形成的[10]。另外,根據(jù)上述臺肩面的損傷形貌可知,鉆桿接頭臺肩面明顯存在相互擠壓痕跡,因此確定螺紋嚙合上扣到位,進(jìn)而推測內(nèi)螺紋牙頂?shù)腻e扣痕跡是在上扣初期對扣過程中產(chǎn)生的。因此,錯扣并不是導(dǎo)致鉆桿接頭失效的主要因素。
3 結(jié) 論
(1)受損的鉆桿內(nèi)、外螺紋接頭的化學(xué)成分和力學(xué)性能均滿足API SPEC 5DP—2009標(biāo)準(zhǔn)要求。
(2)該鉆桿接頭主要的失效機(jī)理為粘著磨損,是在上扣過程中扭矩過大造成的。另外,螺紋脂涂抹不均勻、鉆桿接頭鍍層質(zhì)量欠佳也是造成粘著磨損的因素。
[1]孫智,江利,應(yīng)鵬展.失效分析基礎(chǔ)與應(yīng)用[M].北京:機(jī)械工業(yè)出版社,2009.
[2]王銀強(qiáng).油氣管線穿越鉆桿失效分析及預(yù)防[D].西安:西安石油大學(xué),2015.
[3]API SPEC 5DP—2009,Specification for Drill Pipe[S].
[4]李炯輝,林德成.金屬材料金相圖譜[M].北京:機(jī)械工業(yè)出版社,2006.
[5]續(xù)海峰.粘著磨損機(jī)理及其分析[J].機(jī)械管理開發(fā),2007(S1):101-102,104.
[6]馬麗心,劉義翔,李文新.粘著磨損及影響因素的研究[J].哈爾濱商業(yè)大學(xué)學(xué)報,2001(1):76-78.
[7]張毅,王治國,劉甫清.鉆桿接頭雙臺肩抗扭應(yīng)力分析[J].鋼管,2003(5):9-12.
[8]李方坡,劉永剛,林凱,等.G105油井鉆桿失效分析[J].金屬熱處理,2009,34(10):94-96.
[9]劉志超,馮爽,姚久紅,等.鉆桿的失效分析和檢測現(xiàn)狀及其研究進(jìn)展[J].熱加工工藝,2015(6):16-19.
[10]張毅,趙仁存,張汝忻.國內(nèi)外高強(qiáng)度鉆桿的技術(shù)質(zhì)量評述[J].鋼管,2000,29(5):1-8.
Damage Reason Analysis of Some G105 Drill Pipe Joint
YIN Lihong1,2,ZHANG Jun1
(1.School of Materials Science and Engineering,Xi’an Shiyou University,Xi’an 710065,China;2.Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China)
In order to find out the damage reason of G105 drill pipe internal and external thread joint,the macro analysis,physical and chemical properties test,metallographic and microstructure analysis were carried out for the failure drill pipe joint.The results indicated that the chemical composition and mechanical properties of damaged internal and external thread joint of drill pipe can meet the requirements of API SPEC 5DP—2009 standard,the main failure reason of drill pipe joint is adhesive wear and tear,which caused by excessive torque in the process of screw on,at the same time,the uneven thread compound daub and poor quality of drill pipe joint coating both are the factors for adhesive wear and tear.
drill pipe;joint;thread;adhesive wear and tear
TE921
B
10.19291/j.cnki.1001-3938.2016.09.012
殷立洪(1972—),男,高級工程師,西安石油大學(xué)在讀碩士研究生,長期從事焊管生產(chǎn)管理工作。
2016-08-06
李 超
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機(jī)設(shè)計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代經(jīng)濟(jì)研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學(xué)學(xué)報(社會科學(xué)版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06