高鋼級螺旋埋弧焊管補焊工藝研究
2016-12-18 05:22:09常永樂
焊管 2016年7期
常永樂, 楊 軍, 權(quán) 勇
(1.西安石油大學(xué) 材料科學(xué)與工程學(xué)院,西安710065;2.國家石油天然氣管材工程技術(shù)研究中心,陜西 寶雞721008;3.寶雞石油鋼管有限責(zé)任公司,陜西 寶雞721008)
高鋼級螺旋埋弧焊管補焊工藝研究
常永樂1,3, 楊 軍2,3, 權(quán) 勇3
(1.西安石油大學(xué) 材料科學(xué)與工程學(xué)院,西安710065;2.國家石油天然氣管材工程技術(shù)研究中心,陜西 寶雞721008;3.寶雞石油鋼管有限責(zé)任公司,陜西 寶雞721008)
為了分析L555M鋼級Φ1 219 mm×16 mm螺旋埋弧焊管補焊焊縫的性能,采用夏比沖擊試驗、顯微硬度分析、焊縫全壁厚彎曲和拉伸試驗對補焊焊縫的性能進行了對比研究。結(jié)果表明,J557低合金鋼焊條和開發(fā)的補焊工藝完全適合于L555M鋼級螺旋埋弧焊管焊縫缺陷的手工修補,且補焊焊縫各項性能均達到標(biāo)準要求。補焊焊縫表層熔敷金屬微觀組織為先共析鐵素體(PEF)+針狀鐵素體(AF)+少量珠光體(P),隨著熔深的增加,組織轉(zhuǎn)變?yōu)榇执驪F+少量P。
螺旋埋弧焊管;高鋼級;補焊;微觀組織
隨著能源需求的不斷增長,油氣管道的輸量和運輸距離不斷增加,管道建設(shè)越來越多地使用到大直徑、高強度、高韌性的管線鋼管[1]。高強度管線鋼在我國近20年得到了飛速發(fā)展,在包括原料成分設(shè)計、冶煉和軋制及焊管制造等技術(shù)方面日益完善[2],并在內(nèi)、外焊熱循環(huán)[3]、焊管止裂能力[4]、焊接熱影響區(qū)脆化[5]等方面進步明顯,尤其在焊管制造生產(chǎn)中,焊縫缺陷的檢測、控制和修補等均得到了長足發(fā)展。
鋼管焊接過程常見缺陷主要有:燒穿、焊偏、未焊透、未熔合、氣孔、夾渣、咬邊、斷弧等[6]。這些焊接缺陷的存在對管道安全構(gòu)成了極大威脅。生產(chǎn)中,需要按照API SPEC 5L《管線鋼管規(guī)范》[7]對管道焊縫進行逐根檢測,一旦發(fā)現(xiàn)焊縫缺陷,則需嚴格按照產(chǎn)品標(biāo)準及補焊工藝要求進行補焊處理。
本研究采用J557焊條和設(shè)計的補焊工藝方案對L555M鋼級Φ1 219 mm×16 mm螺旋埋弧焊管焊縫缺陷進行補焊,并對補焊焊縫進行-20℃夏比沖擊試驗、顯微硬度分析、導(dǎo)向彎曲和拉伸試驗研究,為該螺旋縫埋弧焊管的批量化、規(guī)模化生產(chǎn)提供補焊工藝理論基礎(chǔ)和條件。
1 試驗材料和方法
1.1 試驗材料
試驗用鋼管為L555M鋼Φ1 219 mm×16 mm螺旋縫埋弧焊管,焊接工藝參數(shù)及焊材見表1。在焊縫缺陷位置從外焊縫經(jīng)專業(yè)碳弧氣刨,將缺陷完全刨除并形成10~14 mm深的“U”形凹槽,形狀參數(shù)如圖1和表2所示。補焊用焊條為J557低氫型低合金鋼焊條,采用松下YD-630SS型焊機設(shè)備,電源極性為直流反接,焊接參數(shù)見表3。補焊操作過程完全由同一位焊工獨立完成,補焊時將待補溝槽置于11點位置,采用上坡焊, 傾斜角 β<6°。

表1 L555M鋼級Φ1 219 mm×16 mm螺旋縫埋弧焊管焊接工藝參數(shù)
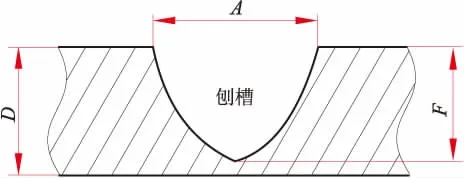
圖1 焊縫缺陷刨槽形狀

表2 焊縫缺陷刨槽參數(shù)

表3 補焊焊接工藝參數(shù)
1.2 試驗方法
在焊縫補焊處取樣,分別進行力學(xué)性能檢測和顯微組織分析。
(1)夏比沖擊試驗按照GB/T 229—2007《金屬材料夏比擺錘沖擊試驗方法》進行,采用10 mm×10 mm×55 mm的V形缺口夏比沖擊試樣,缺口夾角45°,在NAI500F擺錘式?jīng)_擊試驗機上進行。低溫控溫介質(zhì)采用無水乙醇和液氮混合物,試樣在規(guī)定溫度溶液中保溫15 min以上,以保證試樣表面與內(nèi)部溫度一致,試驗溫度為-20℃。
(2)拉伸試驗在WAW-2000型微機控制電液伺服萬能材料試驗機上進行,橫向垂直于補焊焊縫取板狀拉伸試樣,試樣標(biāo)距內(nèi)寬38.1 mm,標(biāo)距段長50 mm,厚度為16 mm。
(3)導(dǎo)向彎曲試驗在CSS-88100萬能材料試驗機上進行。試樣長度大于200 mm,寬度38 mm,邊角倒棱處理,彎軸直徑A不大于(1)式[6]。式(1)中的1.15為尖峰系數(shù)。計算結(jié)果(圓整至1 mm),加載方向垂直于焊縫,加載速度為1 mm/min。兩支輥間的距離=A+2t+3.2 mm,彎曲角度為180°。導(dǎo)向彎曲試驗符合API SPEC 5L及ASTM A370標(biāo)準要求。

式中:D—焊管規(guī)定外徑,mm;
t—焊管規(guī)定壁厚,mm;
ε—應(yīng)變值。
(4)焊縫顯微硬度試驗采用司特爾Durascan-70型顯微維氏硬度計,按照圖2測試點進行,加載載荷為10 kg。
(5)焊縫組織形貌采用Olympus GX71金相顯微鏡觀察,腐蝕液為4%硝酸酒精溶液。
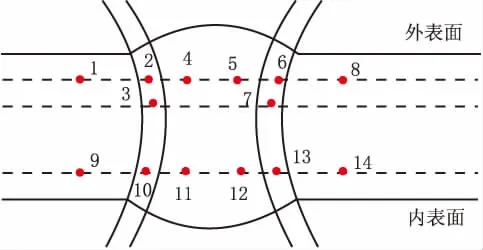
圖2 焊縫硬度測試點分布
2 結(jié)果及討論
2.1 低溫沖擊韌性
表4給出了手工電弧補焊焊縫和埋弧焊縫-20℃下的沖擊功。由表4可知,在-20℃下,6組試樣補焊焊縫沖擊功均低于原埋弧焊縫,這可能與補焊過程熱循環(huán)作用有關(guān)。由于補焊焊縫采用多層熔敷,且每層熔敷填充均會造成下層和刨槽邊部材料組織受高溫?zé)嵊绊懀菀讓?dǎo)致組織粗大,降低焊縫韌性。補焊焊縫沖擊功最小單值和平均值分別為78 J和106.5 J,原埋弧焊縫沖擊功最小單值和平均值分別為109 J和147.5 J,兩種焊縫低溫沖擊功均滿足CDP-S-NGP-PL-012-2011-2《天然氣管道工程螺旋縫埋弧焊管技術(shù)條件》的標(biāo)準要求(單值≥80 J,平均值≥100 J)。試驗結(jié)果表明,該補焊工藝下的焊縫低溫沖擊韌性性能可靠。
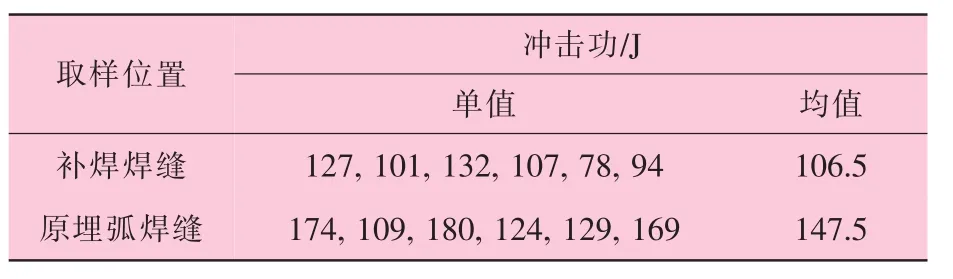
表4 -20℃下兩種焊縫沖擊功對比
2.2 拉伸和彎曲性能
表5是手工電弧補焊焊縫和原埋弧焊縫拉伸、導(dǎo)向彎曲試驗結(jié)果。圖3是兩種焊縫抗拉強度柱狀圖及彎曲試驗照片。根據(jù)標(biāo)準CDP-S-NGP-PL-012-2011-2要求,L555M鋼級Φ1 219 mm×16 mm螺旋埋弧焊管焊縫的抗拉強度Rm≥625 MPa。通過比較發(fā)現(xiàn),補焊焊縫和原埋弧焊縫均滿足標(biāo)準要求,且兩種焊縫抗拉強度值相差不大。補焊焊縫和原埋弧焊縫正、反180°彎曲均符合標(biāo)準要求, 拉伸面無裂紋(見圖 3(c))。

表5 焊縫拉伸、導(dǎo)向彎曲試驗結(jié)果
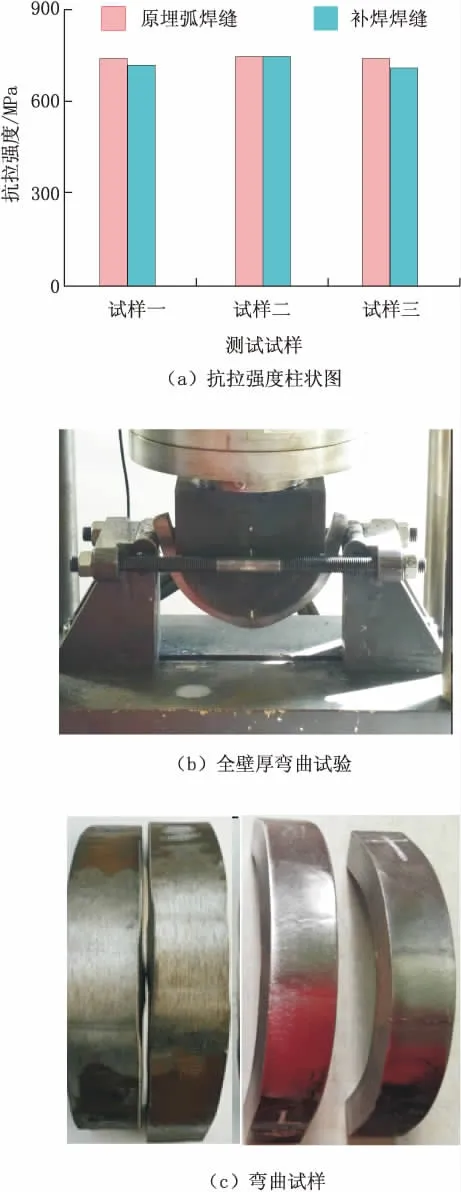
圖3 焊縫抗拉強度柱狀圖及彎曲試驗照片
2.3 顯微硬度比較
手工電弧補焊焊縫和原埋弧焊焊縫橫截面顯微硬度見表6,顯微硬度分布情況如圖4所示。由表6和圖4可以看出,兩焊縫顯微硬度分布變化趨勢相似,均呈現(xiàn)波浪式交互起伏變化,波動范圍在214~250 HV10,無明顯差異,均復(fù)合標(biāo)準要求。

表6 焊縫顯微硬度檢測結(jié)果
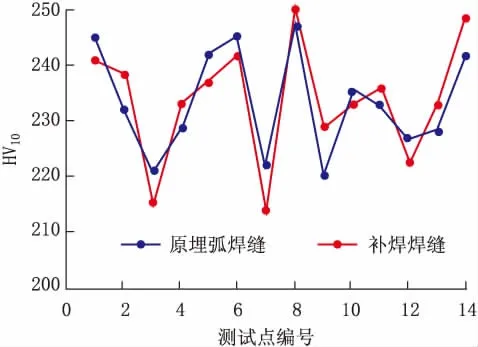
圖4 兩種焊縫顯微硬度分布
綜合考慮各影響因素,采用J557焊條及表3中補焊工藝參數(shù),對L555M鋼級Φ1 219 mm×16 mm螺旋埋弧焊管焊縫內(nèi)裂紋、氣孔、夾渣等缺陷進行修補,完全可行,焊縫修補質(zhì)量可靠。
2.4 補焊焊縫微觀組織特征
圖5為補焊焊縫橫截面宏觀照片和各層顯微組織形貌。根據(jù)補焊填充過程先后順序及焊縫橫截面腐蝕情況,將焊縫補焊區(qū)域從下至上分為5層。第1層為打底焊,2~4層為填充焊,第5層為蓋面焊。圖5(b)為第1道次打底焊,微觀組織為多邊形鐵素體(PF)+珠光體(P)。第1道次打底焊,一般熱輸入較低,熱傳導(dǎo)速率較快,熔池能迅速凝固,但在后續(xù)多道次焊接熱影響下,大量PF生成,同時伴有P的生成。圖5(c)為第2道次焊接,微觀組織與圖5(b)中相似,仍為PF+P,但PF有一定程度長大,且趨勢明顯。圖5(d)為第3道次焊接,由于受多重?zé)嵫h(huán)作用,顯微組織已轉(zhuǎn)變成為粗大PF+少量AF+少量P,且PF占主導(dǎo)。圖 5(e)和圖 5(f)分別為第 4道次填充焊和第5道次蓋面焊,焊縫顯微組織特征較為相似,為粗大的先共析鐵素體(PEF)+針狀鐵素體(AF)+少量P。由于靠近外層,散熱和熱傳導(dǎo)速率較大,與大氣環(huán)境接觸面積最大,使熔池在短時間迅速凝固,為AF的生成提供了條件,但在下層焊接熱作用下,PEF有一定程度長大,故而形成了高鋼級管線鋼常見的以AF為主導(dǎo)的典型粗大PEF+AF+少量P組織形態(tài)特征。
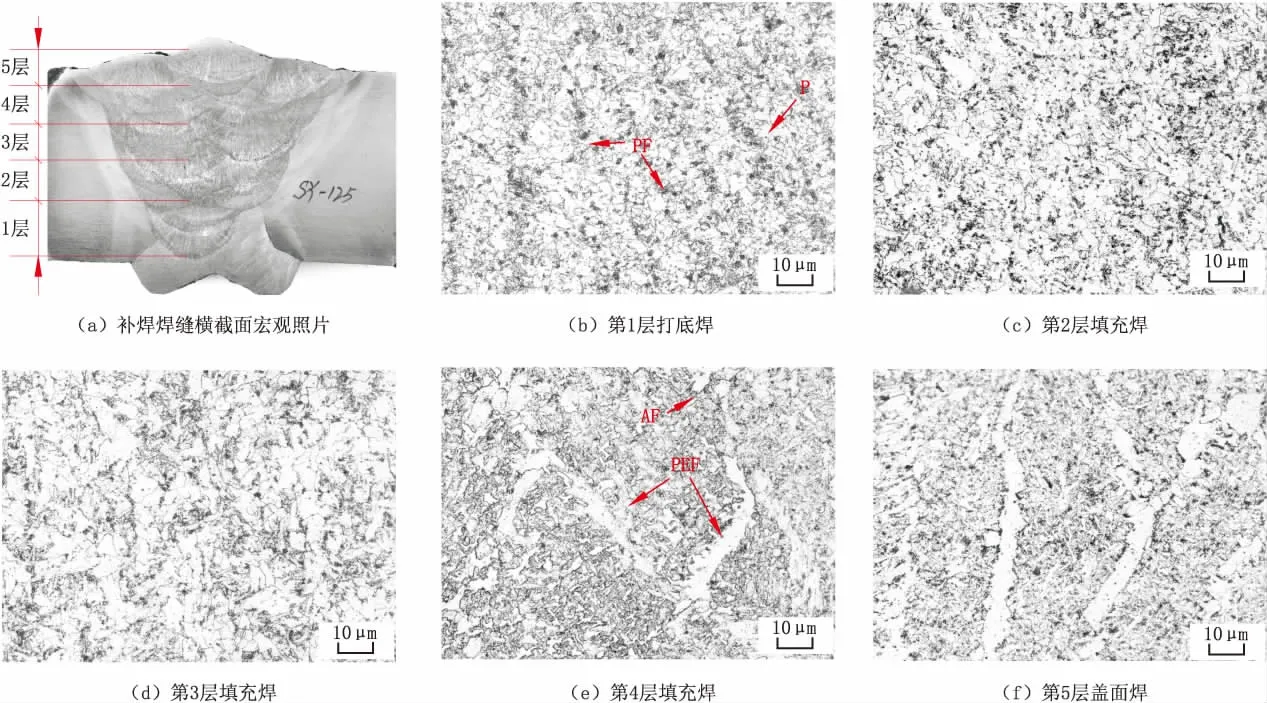
圖5 補焊焊縫宏觀照片和各層顯微組織
AF主要是由細小鐵素體板條束加片狀M-A組元形成,具有精細亞單元和高的位錯密度,有效晶粒尺寸較其他組織更細小[8-9],且互相交錯、咬合的組織形態(tài)在抵抗裂紋萌生和擴展上作用顯著[10],宏觀表現(xiàn)出優(yōu)良的低溫韌性性能。因此,合理設(shè)計焊接工藝參數(shù)、精確控制層間溫度、恰當(dāng)選用焊材匹配及熟練操作技能等,以此得到以AF為主導(dǎo)的與螺旋埋弧焊縫性能相當(dāng)?shù)难a焊焊縫,確保補焊焊縫的強韌性和整根鋼管的質(zhì)量,有效提高了L555M鋼級Φ1 219 mm×16 mm螺旋埋弧焊管產(chǎn)品的成材率,在批量化、規(guī)模化生產(chǎn)中發(fā)揮了重要作用。
3 結(jié) 論
(1)經(jīng)過對補焊焊縫和螺旋埋弧焊縫力學(xué)性能比較分析,證實了采用規(guī)格為Φ4.0 mm,牌號為J557的低氫型低合金鋼焊條和設(shè)計的補焊工藝參數(shù)用于L555M鋼級 Φ1 219 mm×16 mm螺旋埋弧焊管焊縫缺陷修補的正確性,補焊焊縫各項力學(xué)性能與原螺旋埋弧焊縫性能相當(dāng),確保了焊管生產(chǎn)質(zhì)量和安全可靠性。
(2)合理設(shè)計補焊工藝參數(shù)、正確選用焊材匹配、加強補焊操作技能等是高鋼級螺旋埋弧焊管焊縫缺陷修補的基礎(chǔ)性研究工作,使補焊焊縫蓋面焊區(qū)域顯微組織主要為AF,填充焊區(qū)域微觀組織為粗大PF+少量AF+少量P,而打底焊區(qū)域為PF+P組織特征。針狀鐵素體組織是確保補焊焊縫強韌性的關(guān)鍵。
[1]李鶴林,吉玲康,謝麗華.中國石油管的發(fā)展現(xiàn)狀分析[J].河北科技大學(xué)學(xué)報,2006,1(27):1-5.
[2]張斌,錢成文,王玉梅,等.國內(nèi)外高鋼級管線鋼的發(fā)展及應(yīng)用[J].石油工程建設(shè),2012,1(38):1-5.
[3]楊軍,劉海璋,符利兵,等.內(nèi)焊余熱和焊接熱循環(huán)作用對螺旋預(yù)精焊管焊縫組織及沖擊韌性的影響[J].焊管,2014,37(9):30-36.
[4]畢宗岳,楊軍,牛靖,等.X100高強管線鋼焊接接頭的斷裂韌性[J].金屬學(xué)報,2013,49(5):576-582.
[5]陳延清,杜則裕,許良紅.X80管線鋼焊接熱影響區(qū)組織和性能分析[J].焊接學(xué)報,2010,31(5):101-105.
[6]李亞江,王娟.焊接缺陷分析與對策[M].北京:化學(xué)工業(yè)出版社,2014.
[7]API SPEC 5L,管線鋼管規(guī)范(第45版)[S].
[8]畢宗岳.管線鋼管焊接技術(shù)[M].北京:石油工業(yè)出版社,2013.
[9]EDMONDS D V,COCHRANE R C.Structure-property relationships in bainite steels[J].Metall Mater Trans A,1990 (21):1527-1540.
[10]鄧偉,高秀華,秦小梅,等.X80管線鋼的沖擊斷裂行為[J].金屬學(xué)報,2010,46(5):533-540.
Investigation on the Repair Welding Process of High Grade SAWH Pipe
CHANG Yongle1,3,YANG Jun2,3,QUAN Yong3
(1.School of Materials Science and Engineering,Xi’an Shiyou University,Xi’an 710065,China;2.Chinese National Engineering Research Center for Petroleum and Natural Gas Tubular Goods,Baoji 721008,Shaanxi,China;3.Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China)
The performance of repair welding seam of L555M steel grade Φ1 219 mm×16 mm SAWH pipe were comparatively investigated by V-notch Charpy impact toughness test,microhardness test,full thickness bending and tensile test.The results indicated that the low alloy steel welding rod with J557 brand and the developed repair welding process are completely suitable for weld defects manual repair of L555M steel grade SAWH pipe,and all the performance of the repair welding seam can meet the standard requirements.The microstructure of weld surface of deposited metal consist of proeutectoid ferrite(acronym PEF)+acicular ferrite(acronym AF)+a small amount of pearlite(acronym P),with increasing weld penetration,microstructure transformation for coarse PF+a small amount of P.
SAWH pipe;high grade steel;repair welding process;microstructure
TG407
B
10.19291/j.cnki.1001-3938.2016.07.012
常永樂(1984—),男,工程師,在讀西安石油大學(xué)材料科學(xué)與工程專業(yè)碩士,主要從事SSAW鋼管質(zhì)量管理工作,主要研究方向為SSAW鋼管的工藝控制與技術(shù)管理。
2016-04-12
李 超
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24