丙綸針刺濾料的PTFE乳液浸漬工藝研究
2016-12-19 01:49:01陳蘭蘭殷保璞
產業用紡織品 2016年4期
陳蘭蘭 殷保璞
東華大學紡織面料技術教育部重點實驗室,上海 201620
?
丙綸針刺濾料的PTFE乳液浸漬工藝研究
陳蘭蘭 殷保璞
東華大學紡織面料技術教育部重點實驗室,上海 201620
丙綸經針刺工藝加固,將所得的針刺濾料進行聚四氟乙烯(PTFE)乳液浸漬處理,研究乳液質量分數、浸漬時間、烘焙溫度和烘焙時間四項工藝參數對濾料過濾性能的影響。正交試驗結果表明:各參數對濾料過濾性能的影響程度為烘焙時間>乳液質量分數>浸漬時間>烘焙溫度;使針刺濾料過濾性能提高最大的工藝參數為乳液質量分數6%、浸漬時間7 min、烘焙溫度135 ℃、烘焙時間4 min,所得針刺濾料的過濾效率提高76%,平均孔徑減小7.866 μm。
丙綸, 針刺濾料, PTFE乳液, 工藝參數, 過濾性能
近年來,健康和環保受到人們的極大關注,大氣污染的控制標準也不斷提高。目前,新型濾料研究開發的重點主要圍繞提高效率、降低阻力、減少能耗和成本等方面[1]。丙綸非織造材料作為重要的空氣過濾材料,其加工工藝簡單、產量高、成本低,纖維在濾料中呈三維網狀結構,排列雜亂無序,較傳統的機織和針織濾料具有更明顯的優勢。因而,近些年丙綸非織造濾料的市場需求量越來越大,研究和發展也極其迅速。但是,單純的聚丙烯針刺濾料存在孔徑大、空隙多、過濾效率低等不足,有待進一步的研究完善。優化針刺工藝參數可在一定程度上提高濾料的過濾性能,但仍不能滿足對微小顆粒的除塵要求。針刺濾料經過乳液浸漬處理,使濾料的表面實現“微孔化”,可進一步改善濾料的過濾性能。但是,乳液浸漬必然也會影響濾料的其他性能,尤其是過濾阻力,因此,只有選擇合適的浸漬乳液及工藝參數才能達到理想的效果。
周冠辰等[2]對玄武巖聚苯硫醚纖維復合濾料進行聚四氟乙烯(PTFE)乳液浸漬,過濾性能有了顯著的提高。PTFE 乳液具有良好的物理和化學性能,摩擦系數極小,具有突出的不粘性和絕緣性,熱穩定性好,幾乎不與任何化學試劑反應,具有優良的耐氣候性[3]。這些性質奠定了PTFE在除塵領域的優勢地位,因此,可以通過PTFE 乳液浸漬的方法提高濾料的過濾性能,同時還可以在一定程度上改善濾料的表面性能及其他物理化學性能。
本文采用PTFE乳液浸漬的方法處理丙綸針刺濾料,以過濾效率作為主要評價指標,運用正交試驗設計,分析PTFE乳液質量分數、浸漬時間、烘焙溫度、烘焙時間等因素對過濾效率的影響,以選擇最優的浸漬工藝參數,為PTFE乳液浸漬工藝的研究提供參考。
1 試驗部分
1.1 丙綸針刺濾料的制備
材料:丙綸(3.3 dtex,0.9 g/cm3)。
針刺設備:FZZG-J1600型針刺機。
工藝流程:纖維抗靜電處理→開松→混合→梳理成網→預針刺→主針刺。
工藝參數:針刺密度為1836刺/cm2,針刺深度為8 mm。
1.2 PTFE浸漬試驗
材料:PTFE乳液,白色分散液,去離子水。
設備:JWU-504A型軋車,HH-4 型恒溫水浴鍋,DGG-9093A型恒溫電熱鼓風干燥箱。
工藝流程:浸漬(PTFE乳液,浴比1∶30)→軋液(0.3 MPa)→預烘(20 min, 80 ℃)→烘焙。
1.3 測試項目及標準
面密度:參照GB/T 24218.1—2009,采用FA2004型電子天平測試質量,然后計算面密度。
過濾效率:參照GB 2626—2006,采用TSI 8130 型自動濾料檢測儀,使用NaCl氣溶膠進行測試,氣流流量為32 L/min。
透氣率:參照GB 5453—1997,采用YG461E型電腦式透氣性測試儀測試。
孔徑:參照 ISO 4003—1977,采用Porous Materials 公司的CFP-110-AI型孔徑儀測試,試樣需用Prowick Surface Fension潤濕,氣流作用于試樣上,測得濕態曲線,然后吹干試樣,測得干態曲線[4]。
表觀形貌:采用JSM-5610LV型掃描電子顯微鏡(SEM)觀察,先對PTFE乳液浸漬前后的材料進行噴金處理,然后觀察濾料的表面形貌。
2 結果與分析
2.1 正交試驗及數據分析
由PTFE乳液浸漬丙綸針刺濾料的加工工藝流程可知,乳液質量分數A、浸漬時間B,以及浸漬后濾料的烘焙溫度C和時間D都會對濾料性能產生重要影響,為此,通過正交試驗的方法尋找最佳的工藝參數。試驗因素及水平見表1,試驗方案及結果見表2。為了避免由于濾料本身差異而引起的誤差,本試驗用浸漬前后濾料過濾效率變化的百分率作為主要的表征指標。
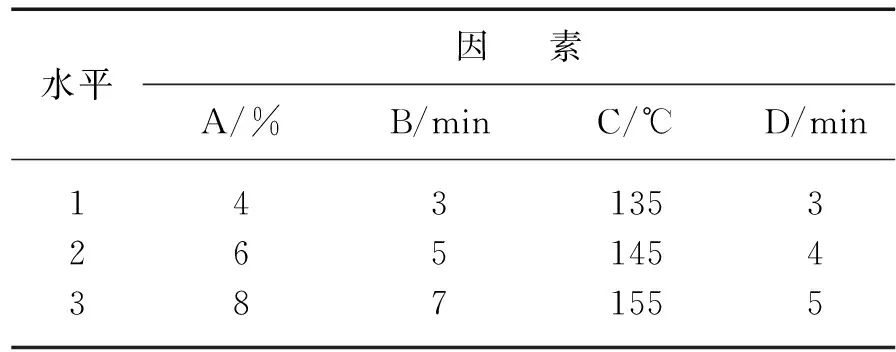
表1 因素及水平
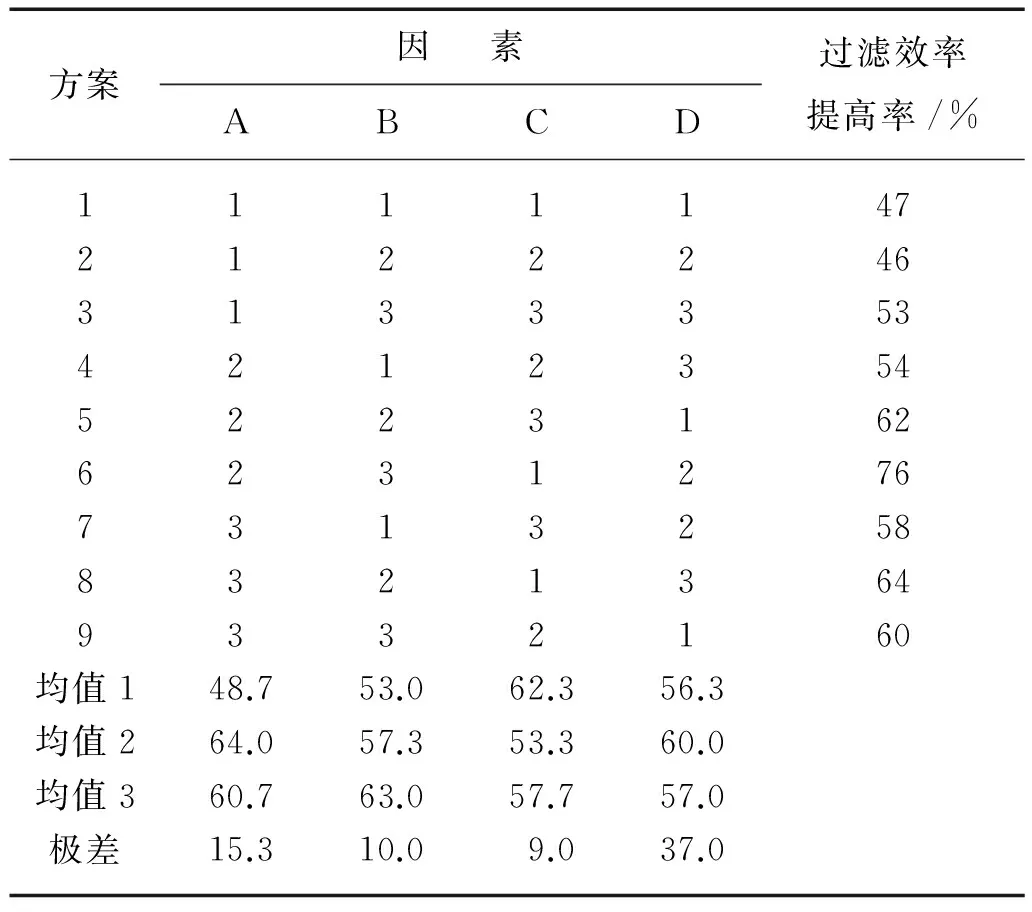
表2 正交試驗方案及結果
如表2所示,極差越大,說明該因素對過濾效率的影響越大,因而因素的主次順序為D>A>B>C,即烘焙時間對濾料過濾性能產生的影響最大,其次是乳液質量分數,而烘焙溫度在一定范圍內對濾料性能的影響最小。因此,最佳工藝設計為A2B3C1D2(方案6),即乳液質量分數6%、浸漬時間7 min、烘焙溫度135 ℃、烘焙時間4 min。
2.2 表觀形貌分析
正交試驗結果顯示,方案6采用的是最佳工藝參數,圖1為方案6 PTFE乳液浸漬前后的表觀形貌。由圖1(a)可以明顯看出,濾料經針刺作用后,纖維之間相互穿插糾纏,纖維之間的空隙比較大。由圖1(b)可見,經PTFE乳液浸漬后, PTFE附著在纖維上,填充了部分纖維間的空隙,因而纖維間的空隙率減小,濾料更加密實,過濾效率相應提高。
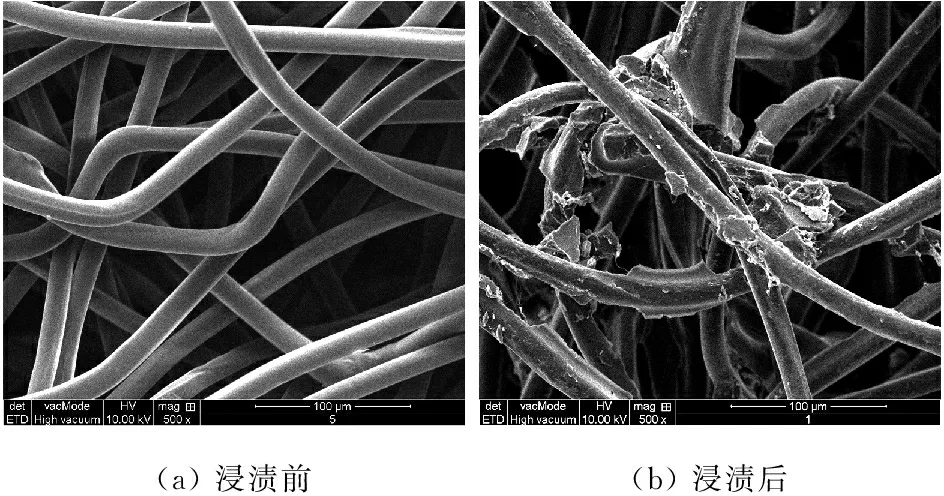
圖1 PTFE乳液浸漬前后方案6試樣的SEM照片(×500)
浸漬PTFE乳液后濾料的孔徑會減小,但是經過不同的工藝參數加工后,濾料過濾性能的改善程度不同。文獻顯示,PTFE乳液的分散體系會隨著溫度的升高發生變化,當溫度升高到一定程度,PTFE乳液膜變得硬脆[5]。圖2為兩個試樣的SEM照片,其中試樣a的工藝參數為乳液質量分數6%、浸漬時間7 min、烘焙溫度135 ℃、烘焙時間4 min;試樣b的工藝參數為乳液質量分數6%、浸漬時間7 min、烘焙溫度155 ℃、烘焙時間4 min。相比浸漬前的濾料,試樣a和試樣b的過濾效率分別提高了76%和52%。比較圖2中的4張照片,試樣a[圖2(a)和圖2(b)] 所示PTFE呈塊狀凝結在纖維表面和纖維之間,因而濾料孔徑減小,過濾效率高;試樣b[圖2(c) 和圖2(d)]表面未見塊狀PTFE。比較工藝參數,試樣b乳液浸漬后的烘焙溫度(155 ℃)比較高,因而PTFE分裂細碎,沒有很好地填補纖維間的空隙,所以過濾效率沒有試樣a高。
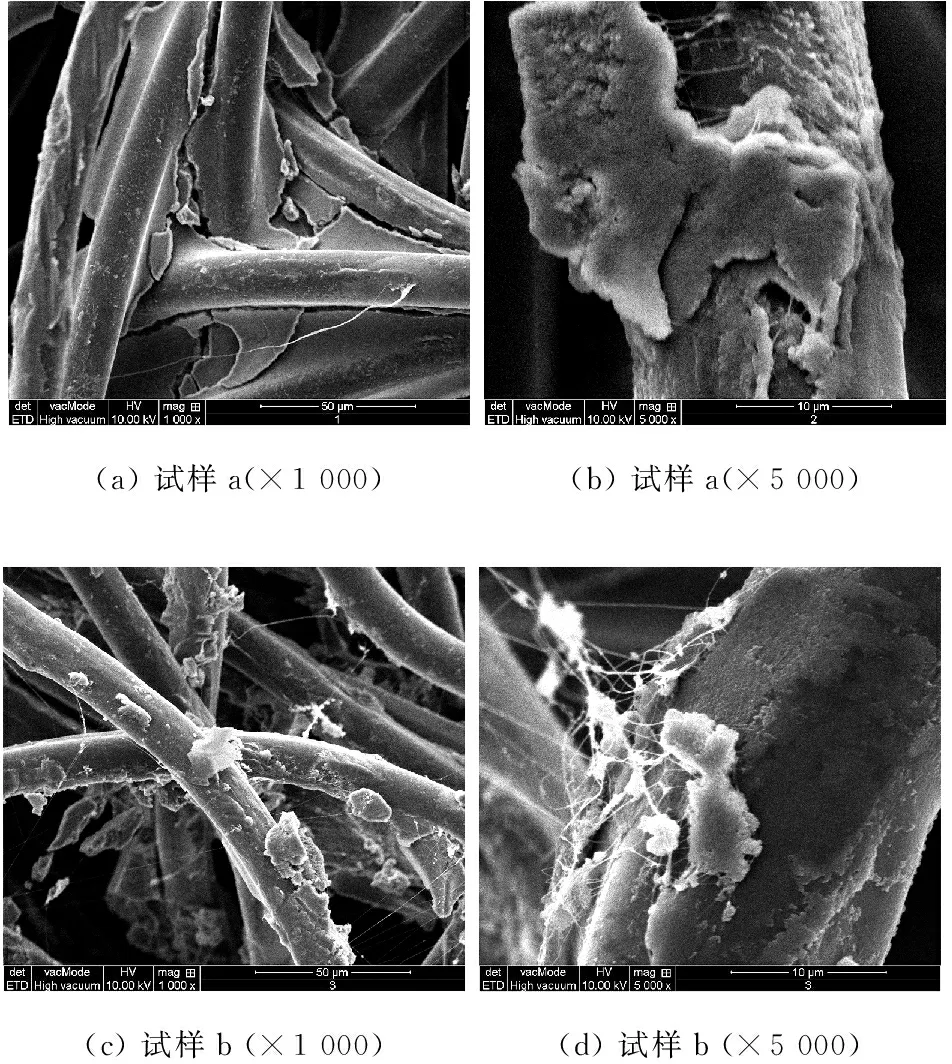
圖2 不同工藝條件下濾料的SEM照片
2.3 透氣性和孔徑分析
透氣性是濾料氣體通過性能的度量,是衡量濾料過濾性能的重要指標之一[6]。以正交試驗中方案6的工藝參數為依據,乳液浸漬前后濾料的面密度和透氣性見表3。由表3可知:乳液浸漬后面密度增加,透氣性下降;乳液浸漬前,濾料的平均孔徑為40.448 μm,最大孔徑為72.511 μm; 乳液浸漬后,濾料的平均孔徑為32.582 μm,最大孔徑為59.987 μm。 濾料的平均孔徑減小了7.866 μm,最大孔徑減小了12.524 μm,總體上,PTFE乳液浸漬減小了濾料的孔徑。
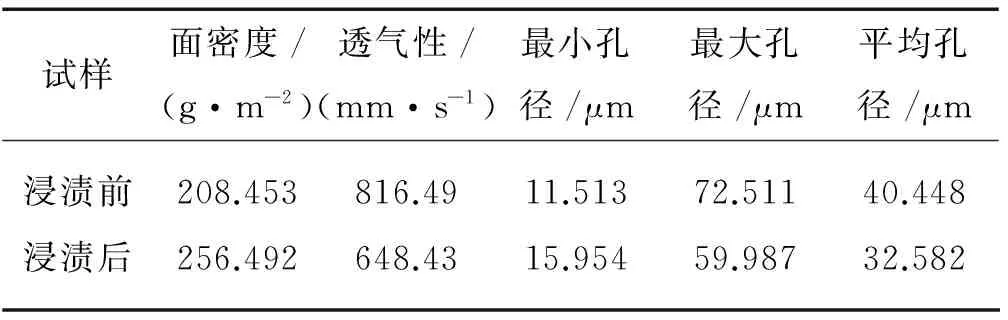
表3 浸漬前后濾料的透氣性和孔徑對比
乳液浸漬前后濾料孔徑分布如圖3所示,由圖可以看出,乳液浸漬后孔徑的分布區域變窄。浸漬前孔徑為5~70 μm,且比較分散;乳液浸漬后,孔徑為14~58 μm,且多集中在26~40 μm區域。孔徑分布區域變窄,說明濾料更加均勻。從表3中還可以看出,浸漬后最小孔徑略有增加,這是因為濾料經過浸漬,尤其是浸壓時,試樣必須要經過具有一定壓力的壓輥,上下壓輥之間的壓力會改變濾料中纖維的結構,同時烘干使用的是電熱鼓風干燥箱,熱風穿過濾料也會對孔徑產生一定的影響,所以最小孔徑略有增加。綜合分析,PTFE乳液浸漬縮小了濾料的孔徑分布區域,減小了濾料的孔徑,改善了濾料的過濾性能,提高了濾料的過濾效率。
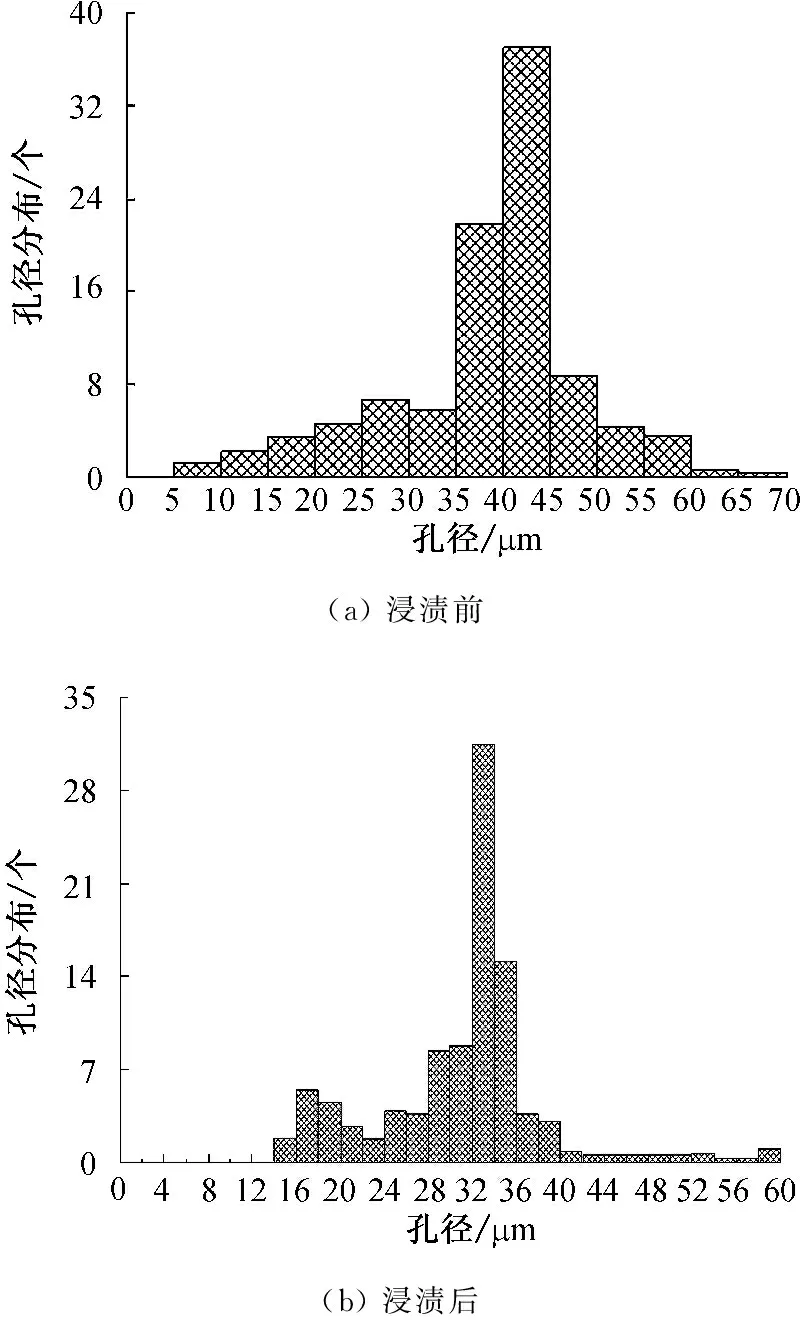
圖3 乳液浸漬前后濾料的孔徑分布
3 結語
本文選用PTFE乳液浸漬丙綸針刺濾料,通過正交試驗方法優化后整理工藝參數,對浸漬前后濾料的過濾效率、孔徑及透氣性等進行測試和分析,得到以下結論:
(1) 最佳工藝參數為乳液質量分數6%、浸漬時間7 min、烘焙溫度135 ℃、烘焙時間4 min。影響濾料過濾性能的因素主次順序:烘焙時間>乳液質量分數>浸漬時間>烘焙溫度。
(2) 丙綸針刺濾料經過PTFE乳液浸漬后,PTFE附著于纖維上,當烘焙溫度為135 ℃時,PTFE呈塊狀;當烘焙溫度為155 ℃時,塊狀PTFE破碎,過濾效果下降。
(3) PTFE乳液浸漬后,濾料的面密度增加,透氣性下降。
(4) PTFE乳液浸漬改善了濾料孔徑的分布,浸漬后濾料的平均孔徑減小,孔徑分布更加集中,濾料更加均勻,有助于提高濾料的過濾效率。
[1] 趙永霞. 國外工業用非織造過濾材料的發展動向[J]. 紡織導報, 2010(10): 63-65.
[2] 周冠辰, 韓建, 于斌,等. 玄武巖/聚苯硫醚纖維復合濾料PTFE乳液浸漬工藝研究[J]. 浙江理工大學學報(自然科學版), 2014,31(2): 122-126.
[3] 蔡偉龍, 羅祥波, 鄭智宏,等. PTFE乳液涂層對針刺氈復合濾料過濾性能的改良[J]. 電力科技與環保, 2010, 26(3): 32-33.
[4] 王向欽, 張鵬, 靳向煜. 潤濕劑對泡點法測定纖維過濾材料孔徑特征的影響[J]. 產業用紡織品, 2011,29(5): 40-42.
[5] 韓雅嵐. 滌綸針刺濾料的PTFE乳液整理[D]. 上海: 東華大學, 2013.
[6] 王同慶. 過濾材料主要性能參數關系[J]. 過濾與分離, 2000, 10(1): 30-32.
防治霧霾 人人有責
綠色生活 人人共享
Study on PTFE emulsion impregnation technology of polypropylene needle-punched nonwoven filter material
Chen Lanlan, Yin Baopu
Key Laboratory of Textile Science & Technology, Ministry of Education,Donghua University, Shanghai 201620, China
The polypropylene needle-punched filter material was finished by PTFE emulsion. The effects of four different process parameters, such as emulsion concentration, impregnation time, curing temperature and time, on filtering efficiency of the filter material were studied. The results of orthogonal experiment showed that the effect of the parameters on the performance of the filter materials were as follows in order of importance: curing time, emulsion concentration, impregnation time and curing temperature. The optimum parameters for the improvement of needle-punched filtration performance was that emulsion concentration was 6%, impregnation time was 7 min, curing temperature was 135 ℃, and curing time was 4 min. In this case, the filtration efficiency was improved significantly by 76%, the mean pore diameter was reduced by 7.866 μm.
polypropylene, needle-punched filter material, PTFE emulsion, process parameter, filtration performance
陳蘭蘭,女,1990年生,在讀碩士研究生,研究方向為過濾針刺非織造材料
殷保璞, E-mail: bpyin@dhu.edu.cn
TS174.3
A
1004-7093(2016)04-0041-04
猜你喜歡
中國民間療法(2021年1期)2021-04-20 02:30:34
基層中醫藥(2021年7期)2021-03-26 18:00:27
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中醫研究(2014年8期)2014-03-11 20:29:23
中醫研究(2014年6期)2014-03-11 20:29:02
石油化工應用(2014年8期)2014-03-11 17:40:03
中國中醫藥現代遠程教育(2014年17期)2014-03-01 04:29:28
