碳酸氫鈉溶液工業干燥工藝設計
2016-12-20 06:12:55楊帥龍
純堿工業 2016年4期
楊帥龍,高 姣
(河南能源化工集團永城永金化工有限公司,河南永城 476600)
?
碳酸氫鈉溶液工業干燥工藝設計
楊帥龍,高 姣
(河南能源化工集團永城永金化工有限公司,河南永城 476600)
碳酸氫鈉是常用的工業原料,但工業化生產技術報道較少。通過對工藝流程的設計,實現碳酸氫鈉溶液低溫蒸發干燥。采用該技術既可以避免碳酸氫鈉加熱過程中分解,又實現廢水回收利用。其設備少,成本低,對工業生產具有重要指導意義。
碳酸氫鈉;干燥;工藝;設計
碳酸氫鈉,又名小蘇打,分子式NaHCO3,是一種重要的工業原料,其廣泛應用于制藥工業,可治療胃酸過多、腎病預防及心肺復蘇等方面[1-2];另外碳酸氫鈉還可以用于滅火器、民用生活及發泡工業[3]中。但碳酸氫鈉是一種受熱容易分解的物質,固體碳酸氫鈉在超過100 ℃將逐漸開始分解[3-4]。碳酸氫鈉溶液受熱則更容易分解,在加熱至75 ℃時既已明顯開始[5],因此眾多科研人員對碳酸氫鈉的熱分解從動力學[6-8]和熱力學[9]上進行研究,試圖提高其分解溫度。然而目前對碳酸氫鈉制備工藝鮮有報道,更無從談起工藝技術的改進,故本文試圖通過工藝設計,解決碳酸氫鈉濕法干燥問題,這對工業生產具有重大作用。
1 設計原理
根據克勞修斯-克拉貝龍方程,可知隨著壓力的降低,物質的沸點也會降低。水在標準大氣壓下的沸點為100 ℃,當壓力降低至0.01 MPa(絕壓)時,其沸點約為 45 ℃,因此在該溫度下進行蒸發,可以有效避免NaHCO3分解。
2 工藝設計
2.1 流程敘述
將需要蒸發干燥的碳酸氫鈉溶液送入蒸發容器H101A或H101B內,通過H101設備內的蒸汽管道對碳酸氫鈉溶液進行加熱,達到水分的沸點后,水分蒸發進入冷凝器E101(設計中采用列管式換熱器)中,經過循環水冷卻,水蒸汽被冷凝下來進入V102中,通過P101送去廢水處理。而H101中經蒸發后的碳酸氫鈉濃溶液進入M101進行離心分離,分離后的NaHCO3進入干燥系統進行風干,而離心出的上層清液進入原料液中,在下次進料時重新進行蒸發,回收利用(見圖1)。
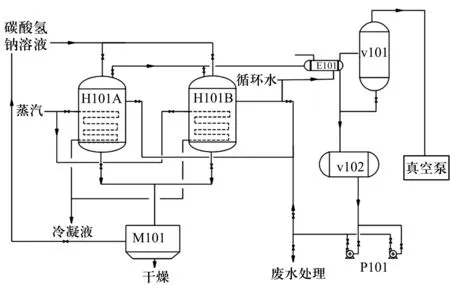
圖1 NaHCO3溶液干燥設計圖
2.2 衡算與選型
2.2.1 物料衡算
該裝置為間隙蒸餾,設計H101內可存儲10 t質量分數為5%的碳酸氫鈉溶液,蒸餾結束為防止溶液結晶后堵塞管道,假設最終殘留有1 t碳酸氫鈉飽和溶液。在蒸發溫度為50 ℃時,碳酸氫鈉的溶解度為14.45,因此出料時飽和溶液中碳酸氫鈉的質量分數為12.6%。
進料中水為m1=10 t×(1-5%)=9 500 kg
出料中水為m2=1 t×(1-12.6%)=874 kg
因此進入冷凝器E101的水分為8 626 kg。由于該過程為間歇蒸餾,因此其水分蒸發速度不同,因此我們假設蒸餾10 h,那進入E101的水蒸汽平均質量流量為862.6 kg/h。
2.2.2 換熱器選型
經蒸發的水蒸汽進入換熱器E101,計算過程中的參數如表1所示。
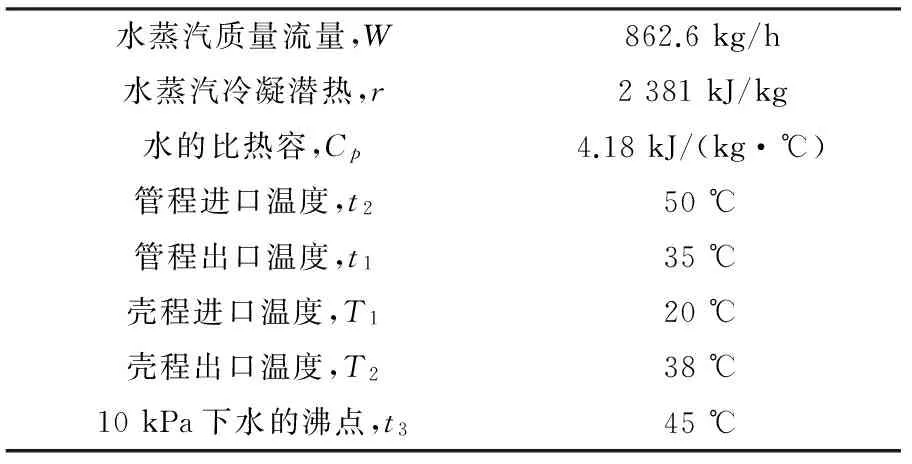
表1 換熱器設計相應參數表
水蒸汽冷卻過程中的熱負荷:
Q=WΔH+Wr+CpW(t3-t1)=2 098 533 kJ/h =583 kW
ΔH為過熱蒸汽冷卻為飽和蒸汽時的比焓差
冷卻水的消耗量:A=Q/[Cp(T2-T1)]=27.9 t/h
水蒸汽進口端溫差:Δt2=50-38=12 ℃
凝液出口端溫差:Δt1=35-20=15 ℃
校正系數輔助量:R=0.833,P=0.5
查表可知溫度校正系數為φ=0.87>0.8
在換熱器生產中采用逆流換熱,其過程中的平均溫度差為Δt:
Δt=(Δt2-Δt1)/ln(Δt2/Δt1)=13.45 ℃
故,Δtm=φ×Δt=11.7 ℃
假設整個過程中的總傳熱系數K為1 500 W/(m2·K),換熱器的總換熱面積為S:
則有Q=KSΔtm
因此可得到S=33.2 m2
換熱管規格及材質的選定。我們選用φ25×2.5鋼管,內徑d為20 mm,列管長度L選擇6 m。
列管數n=S/πdL=88.16根。
管子的排列方式為正三角形排列,管心距t=1.25 d=32 mm
管束最外層管心距離殼壁內徑距離d0=1.5 d=37.5 mm
常用的殼體直徑為325 mm、400 mm、426 mm、500 mm等,在此400 mm可滿足要求,其列管排列如圖2所示,共110根。
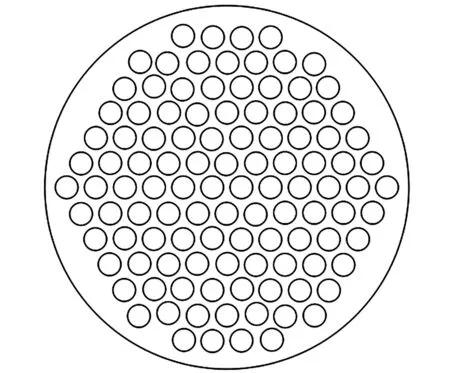
圖2 E101設計列管分布圖
此時總換熱面積S1=NπdL=110×3.14×0.02×6=41.448 m2
實際總換熱系數K1=Q/S1Δtm=1207 W/(m2·K)
2.3 工藝指標及設備配置
工藝指標:
H101A/B壓力0.01MPa(絕壓);H101A/B操作溫度50 ℃;E101管程出口溫度35 ℃;V102液位30%~60%。
設備配置:H101可選用容積大于15 m3,設計壓力小于-0.01 MPa的蒸發釜,如江都市鵬飛化工設備廠真空蒸發釜。
V101和V102可選擇容積小于2 m3,設計壓力小于-0.01 MPa的壓力容器,如江蘇永大化工機械有限公司的壓力容器。
P101可選擇流量小于2 m3/h,揚程大于30 m的普通離心泵,如安徽天馬泵閥集團有限公司的小型離心泵。
M801可選用雙級活塞推料離心機,轉速大于1 000 r/min,如重慶江北機械化工有限責任公司。
3 生產優點
碳酸氫鈉溶液在進料前,通過真空泵將蒸發容器H101的壓力降至10 kPa(絕對壓力)。生產中通過加入蒸汽控制H101內的溫度在50 ℃,此時既保證溶劑的蒸發,又避免了碳酸氫鈉的分解,可實現溶液濃縮。在設計中,最好在設備H101內安裝攪拌裝置,這樣可以保證碳酸氫鈉溶液濃度均勻,防止蒸汽管道旁溫度高,造成因加熱不均而引起的分解。
蒸發產生的水分如果質量不合格可以送至廢水處理廠,如果質量合格可以直接回收,經過自然降溫后,可以用于生產循環水返回E101對水蒸汽進行冷卻降溫,節能降耗,降低生成成本。另外,當H101內由于加熱失水過度時,可以及時通過P101將水補入H101內,防止H101內部碳酸氫鈉濃溶液粘度過大,堵塞下料管道。
除此之外,該設計設備少、工藝簡單、投資少,即可以適用于大規模工業化生產,也可以用于中試實驗和作坊式生產,應用性強。
但從離心機出料后深度干燥,目前仍為自然風干效率較低.而張玉倩[10]實驗時采用冷凍干燥,如果應用于該設計中,成本相對較高。
4 展 望
碳酸氫鈉作為工業和民用兩用的重要材料,應用十分廣泛。通過科研人員的不斷研究,其分解機理越來越清晰,其工業化生產路線也將逐漸豐富起來,未來技術更成熟,成本更低廉的技術也將越來越受矚目。
[1] 李闖,張春曉,來中海,等.碳酸氫鈉在急診心肺復蘇中的應用[J].醫學信息, 2011, 24(3): 1276-1277
[2] 孫海磊,嚴中亞.心臟術后應用碳酸氫鈉治療急性腎功能損傷[J].中國臨床保健雜志, 2013, 16(3): 254-257
[3] 曹賢武,張軼鈞,伍巍,等.碳酸氫鈉的改性及其熱分析[J].化工進展,2012,31(10): 2167-2182
[4] 潘桃種.固體碳酸氫鈉的分解溫度之探究[J].化學教與學, 2013,5: 40
[5] 黃岳元,張美華,趙興昌.粗碳酸氫鈉濕法分解研究[J].陜西化工, 1993,2: 22-25
[6] 景曉明,趙志剛,廖戎,等.NaHCO3熱分解動力學研究[J].陜西民族大學學報,2003,29(3):301-305
[7] 鄒文樵,馮仰婕.碳酸氫鈉熱分解反應非等溫動力學研究[J].華東化工學院學報, 1988, 14 (2): 158-163
[8] 任保增,趙天源,曾之平,等.碳酸氫鈉催化濕分解過程動力學數據測定及模型探討[J].純堿工業,1996, 1: 3-7
[9] 趙傳文,陳曉平,趙長遂.碳酸氫鈉分解的熱重分析研究[J].燃料科學與技術, 2009,15(2): 135-140
[10]張玉倩.冷凍干燥法制備超細碳酸氫鈉工藝研究[D].江蘇:南京理工大學, 2010
TQ114.1
B
1005-8370(2016)04-27-03
2016-05-06
楊帥龍(1987—),中國礦業大學(北京),化工工藝,碩士研究生,助理工程師,從事化工生產工作。發表第一作者論文3篇,其他論文兩篇。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03