不銹鋼微量潤滑切削溫度實驗研究
2016-12-20 06:29:20羅永順覃孟揚賀愛東王子媛
實驗室研究與探索 2016年2期
關鍵詞:不銹鋼
羅永順, 覃孟揚, 賀愛東, 王子媛
(1.廣東技術師范學院 機電學院,廣東 廣州 510665;2. 廣東輕工職業技術學院,廣東 廣州 510300)
?
不銹鋼微量潤滑切削溫度實驗研究
羅永順1, 覃孟揚1, 賀愛東2, 王子媛2
(1.廣東技術師范學院 機電學院,廣東 廣州 510665;2. 廣東輕工職業技術學院,廣東 廣州 510300)

為了解微量潤滑對不銹鋼切削溫度的影響,通過304不銹鋼的微量潤滑車削實驗,利用自然熱電偶測量切削溫度,以切削深度、切削速度、進給量為變化因素,探明不銹鋼在干切削、傳統潤滑和微量潤滑(內噴)及微量潤滑(外噴)切削條件下的切削溫度變化。結果顯示,切削溫度從高到低依次是:干切削、MQL(外噴)、MQL(內噴)和傳統潤滑;切削參數越小,MQL和傳統潤切削滑溫度差異越小,切削速度對切削溫度的影響要大于切削深度和進給量;MQL系統設置對不銹鋼切削溫度有明顯影響。
微量潤滑; 不銹鋼; 切削溫度; 綠色加工
0 引 言
不銹鋼具有優越的耐腐蝕性,在空氣或化學腐蝕介質中能夠抵抗腐蝕,越來越被制造業所重視。精密及復雜零件大多數是由切削形成的,但不銹鋼材料屬于難切削金屬材料,有加工硬化嚴重,散熱慢、切削溫度高、刀具磨損快和易黏刀等問題。在切削加工中往往需要使用大量的切削液,這對環境造成了極大的負面影響,限制了不銹鋼的應用[1]。
微量潤滑技術(Minimal Quantity Lubrication,MQL)是一種的極具推廣前途的綠色切削技術,它的切削液使用量為2~30 mL/h[2-3],僅為傳統潤滑方式用量的1%~2%,但加工質量接近傳統潤滑方式,環保效果優越,因此在學術界和工程界都得到了高度關注[4-5]。其中一些學者對不銹鋼的MQL切削機理進行了研究,Wakabayashi等[6]研究雙噴嘴 MQL 切削系統加工不銹鋼(HRC45)刀具—工件之間的摩擦系數、刀具磨損量和工件加工表面質量的關系。孫浩[7]研究了微量潤滑條件下Al2O3陶瓷刀具切削不銹鋼206的刀具磨損和工作壽命的關系。袁松梅等[8]研究了1Cr18Ni9Ti不銹鋼在MQL切削的刀具磨損和切削力的特點。Savas等[9]對不銹鋼的干切削和MQL的切削力進行對比。Attanasio等[10]則通過有限元模擬不銹鋼的MQL切削的磨損機理。Marksberry等[11]研究MQL工藝參數對不銹鋼的刀具磨損和刀具壽命的影響。目前對不銹鋼MQL切削的研究主要集中在磨損機理、刀具壽命、表面粗糙度和切削力的研究上,對不銹鋼的MQL切削溫度的研究的文獻尚未發現。雖然袁松梅等[12]曾以靜態鋁片為對象,研究MQL的冷卻性能,但考慮到材料不同和動態加工的影響,該研究設定和MQL實際加工環境差異很大,無法真實反映不銹鋼MQL的切削溫度規律。
非水相化學蒸氣發生-原子熒光光譜分析技術研究…………………………溫曉東,雷自榮,陳路瓊,胡 侃(42)
本文基于自然熱電偶測溫原理,采用304不銹鋼,以切削深度、切削速度、進給量為變化因素,研究干切削、傳統潤滑和微量潤滑(外噴和內噴)條件下車削溫度的差異,了解MQL對不銹鋼切削溫度的影響規律。
1 切削熱
刀具磨損時,切削過程產生3個熱源[13]:剪切帶熱源、刀-屑接觸面熱源和刀具-工件接觸摩擦,如圖1所示。

圖1 切削過程中的熱分布
工件加工表面及次表面任一點處溫度[14]為:
TM(x,z)=Tsh(x,z)+Trub(x,z)+T0
(1)
式中,第一熱源和第三熱源在工件表層及內部任意一點M處引起的溫度變化分別為:
本文目的是了解不銹鋼在不同潤滑條件下車削時,當切削參數變化時,刀具-工件的切削溫度變化及差異。因此實驗設計了3不同切削參數(見表1),以體現不同參數的變化;每組實驗均進行潤滑條件為干切削、傳統潤滑、MQL(外噴)和MQL(內噴)的切削并測量溫度T。不同潤滑方式和干切削的溫度差異可以體現為冷卻能力的差別。
(2)
(3)

從式(2)和(3)可知,引起第一熱源溫度變化的主要切削參數是切削速度和切削厚度;引起第三熱源溫度變化的主要切削參數是切削速度。切削速度與兩個熱源溫度變化成正比,因此切削速度是影響切削熱的最重要因素,次之切削厚度,進給量通過其他參數間接影響。
另外,還可發現材料和工件的熱導率與溫升成反比,對溫升有抑制作用。
試樣采用SUS304(牌號06Cr19Ni10)不銹鋼材料,材料物理性能為:屈服強度310 MPa,抗拉強度625 MPa,延伸率45%,硬度180 HV,熱傳導率16.32 W/(m·K)),密度7.93 g/cm3,彈性模量193 GPa。
2 自然熱電偶車削測溫系統
傳統潤滑采用前刀面澆注方式。MQL裝置為愛默琳公司118S標準型商用微量潤滑霧化系統,空氣壓縮機供氣,氣壓為0.6 MPa;切削液采用脈沖微量供液,脈沖頻率為10 Hz(切削液約8 mL/h)。切削液噴液方式分別采用外噴和內噴兩種方式。外噴時,噴管和刀具處于同一平面,和試樣軸線成45°;內噴時,采用對切削第二、三變形區同時噴液方式(見圖3)。試樣加工狀態平穩時,通過自制的車削自然熱電偶測溫系統測量刀-工件溫度。實驗現場布置如圖4所示。
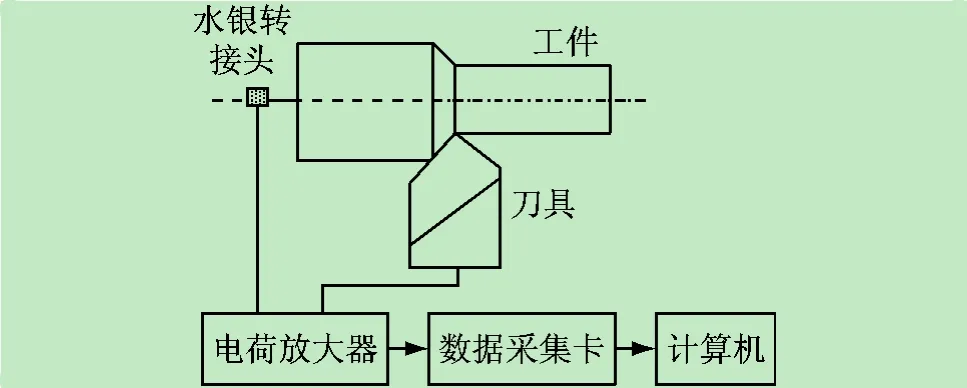
圖2 自然熱電偶車削測溫系統示意圖
(4)
式中:t為切削溫度;bwt為工件-刀具的熱電特性曲線斜率;E1、E2為可測熱電動勢;bcw為導線-工件的熱電特性曲線斜率;bc為刀具引出點測溫熱電偶特性曲線斜率;t0為室溫。
中共中央黨校(國家行政學院)教授車文輝以《生態文明視域下的鄉村振興》為題,重點闡述了鄉村振興戰略實施過程中的生態文明建設問題,指出了鄉村建設、經濟開發進程中忽視生態、破壞生態的現象以及帶來的嚴重后果,提出生態建設、生態保護是鄉村振興題中應有之義,生態文明好不好決定著鄉村振興的質量。
3 實驗部分
3.1 實驗條件
臨時供電模式是在變電站改造期間用來臨時供電的一種方式,因此,對臨時供電模式的建設相對不夠完善,電線路連接、設備連接等方面都會存在一些問題[3],其中,最常見的是引線不牢固,主要是由于變電站改造期間,施工工序復雜,對臨時供電模式的重視程度不夠,導致臨時供電模式的安全性不足。
交代結構(即鈉長石交代集合體):主要由葉片狀鈉長石和糖粒狀鈉長石兩種組成,次有石英、針狀電氣石。葉片狀鈉長石(即板柱狀、柱狀):其粒度為0.1mm×0.1mm,最大粒度為1mm×2mm,一般為0.5mm×1mm,糖粒狀鈉長石晶體大小一般為0.1mm×0.1mm。
自然熱電偶測溫原理是熱電效應[15]。本研究的車削測溫系統如圖2所示,利用工件和刀具材料不同形成熱電偶的兩極,當工件-刀具接觸區的溫度升高后,就形成了熱電偶的熱端;而工件的引出端和刀具的引出端就形成了冷端,整個回路便產生了溫差電動勢。該電動勢是熱電偶材料與冷、熱端溫度的函數。為了解決工件高速旋轉問題,冷端電接觸采用水銀接觸法來實現;為了避免刀具或工件引出端因切削熱影響而造成的測量誤差, 采取溫度補償措施,計算公式如下:

圖3 MQL切削液內噴方式示意圖

圖4 實驗現場
3.2 實驗方案
e)處于邊緣的部分分塊賦予臨時標號時需要做特殊處理,具體處理如下:分塊p0,0不需要考慮塊的左、上連通性,如果存在缺陷,則直接賦予臨時標號1;第一行其他塊區域只需要考慮塊的左連通性;第一列其他塊區域只需要考慮塊的上連通性。
熱沖擊試驗用于測試結構材料或復合材料經高溫及低溫的連續環境下因熱脹冷縮所引起的化學變化或物理變化。若結合強度較差,在動態熱循環載荷下涂層易出現剝落,因此在實際中應選擇膨脹系數較為匹配的材料,以減小界面處的熱應力并提高涂層的抗熱震性能,實際應用中可通過采用一層或多層過渡層來減小膨脹系數梯度。陳孟成等[40]對采用電子束物理氣相沉積制備進行的MCrAlY熱障涂層進行高溫熱沖擊試驗,表明涂層具有較好的熱穩定性。

表1 切削方案
4 結果和討論
正交實驗結果見圖5~7。結果顯示,切削溫度從高到低依次是:干切削、MQL(外噴)、MQL(內噴)和傳統潤滑。不銹鋼由于材料的特性,切削過程容易發熱,切削溫度高,但由于不銹鋼熱傳導度低,切削熱不容易通過工件和切屑帶走,切削液在工件和切屑外表面帶走的熱量有限,所以切削液對產生熱量的區域進行冷卻潤滑就顯得很重要了。MQL混合物具有較強的滲透性和附在力,通過壓縮氣體的直噴作用,可以直達刀具-切屑及刀具-工件深處,形成邊界潤滑油膜,減少摩擦,從而減少生熱;同時還通過切削液微粒的相變汽化吸熱,達到降低切削溫度的效果。所以MQL混合物中切削液雖然少,也可以到達一個良好的降溫效果。由于氣體直噴作用受刀具及切屑的阻礙,MQL(外噴)僅僅能對切削第二變形區進行冷卻,而無法對第三變形區產生影響;而MQL(內噴)則可以同時對第二及第三變形區進行潤滑冷卻,所以切削溫度要低于MQL(外噴)。
通過快速標定裝置獲得各材料的熱電特性曲線及斜率,再測出E1、E2,然后根據公式算出切削溫度t。

圖5 切削速度和切削溫度的關系

圖6 切削深度和切削溫度的關系

圖7 進給量和切削溫度的關系
傳統潤滑方式的冷卻機理是切削液在刀具-切屑及刀具-工件接觸面形成邊界潤滑油膜,減少摩擦生熱;同時和刀具、工件和切屑的換熱帶走熱量。雖然傳統潤滑沒有MQL那么突出的滲透性和附在力,但其流量大、流速慢,沒有方向性限制,可以對切削變形區形成全方位的包圍冷卻,同時液體的熱傳導率要高于空氣,所以在切削的高速運動環境中,傳統潤滑的綜合冷卻能力大,切削溫度要低于MQL。
圖5顯示隨著切削速度的增加,所有試樣溫度增加,MQL受切削速度的影響要大于傳統潤滑。在低速條件下,MQL的滲透性和附在力達到了最大的效果,切削變形區的切削熱被極大程度上抑制,MQL(內噴)的溫度甚至比傳統潤滑還要低。在高速時,MQL(外噴)和MQL(內噴)的溫度增長率要大于干切削,這是因為工件高速轉動降低了MQL滲透性,同時在高速高溫條件下,邊界潤滑油膜容易被破壞。而傳統潤滑雖然溫度隨切削速度增加而增加,但其冷卻效果也是隨切削速度增加而增大,這是因為傳統潤滑的降溫機理不隨切削速度降低,反而隨切削溫度的增加而得到更大的發揮。
圖6、7顯示在切削速度相同條件下,小切削深度/進給量的時候,MQL(外噴)和MQL(內噴)溫度和傳統潤滑接近,隨著切削深度/進給量的增加,兩者溫度越來越大于傳統潤滑。原因在于切削深度/進給量的增加會降低滲透性、附在力和潤滑油膜形成外,切屑的厚度/寬度的增加會對MQL的直噴造成干擾,降低其冷卻能力。整體看,切削深度/進給量對MQL溫度的影響沒有切削速度大。結論與式(2)和(3)吻合。
綜合上述,MQL對切削溫度的影響受切削參數影響很大,小切削參數的情況下其冷卻能力發揮較好,切削溫度和傳統潤滑接近;大切削參數則會降低其冷卻能力。MQL冷卻能力要低于傳統潤滑方式,所以MQL的優點是環保省油,而不是強冷卻能力。由外噴和內噴的溫度差異說明MQL系統設置對切削溫度的也有很大影響,可對MQL氣體溫度、切削液用量、噴射角度及噴射距離等對切削溫度的影響作下一步的研究。
5 結 語
(1)當其他切削條件相同時,不銹鋼切削溫度從高到低依次為干切削、MQL(外噴)、MQL(內噴)和傳統潤滑。
(2)MQL冷卻能力受切削參數影響,切削參數越小,MQL和傳統潤切削滑溫度差異越小,其中切削速度對切削溫度的影響要大于切削深度和進給量。
南非傳統領導人大會副秘書長Aaron Martin Messalar先生非常認同劉鴻武教授的觀點,他認為社區是建立在文化實踐的基礎上的,文化是社區的基石,在一個社區內人們必須理解它的獨特文化。他提出現存的文化遺產包括地方知識系統、口述歷史等方面,在現代社區中,文化影響著人們的價值觀、生活方式等,因此,從祖先那里傳承下來的共同的文化遺產,對于一個國家和地區的發展起著至關重要的作用。最后,他分析了非洲發展的歷史,認為由于道德上的墮落、經濟上的貧窮,文化正在遭受破壞、文化遺產的保護和傳承面臨著嚴峻的形勢,因此更應該重視社區文化遺產的保護。
(3)MQL系統設置對不銹鋼切削溫度有明顯影響,微量潤滑內噴方式的切削溫度要低于外噴方式。
[1] 肖紀美.不銹鋼的金屬學問題[M]. 2版. 北京:冶金工業出版社,2006:45-46.
[2] Aoyama T, Kakinuma Y, Yamashita M,etal. Development of a new lean lubrication system for near dry machining process[J]. Advanced Manufacturing Technology, 2008, 57(1): 125-128.
[3] Tadeusz Leppert, Ru Lin Peng. Residual stresses in surface layer after dry and MQL turning of AISI 316L steel[J]. Production Engineering, 2012, 6(4-5): 367-374.
[4] Itoigawa F, Childs T H C, Nakamura T,etal.Effects and mechanisms in minimal quantity lubrication machining of an aluminum alloy[J]. Wear, 2006, 260(7): 339-344.
[5] Qi Baoyuan, He Ning, Li Liang,etal. Cryognic Minimum Quantity Lubrication Technology and its Action Mechanism[J]. Mechanical Science and Technology for Aerospace Engineer, 2010, 29(6): 826-835.
[6] Wakayashi T, Sato H Inaski. Turing usingextremely amount of cuttingfluids[J].JSME Intemational Joumal, Series C, 1998, 41(1): 143-148.
[7] 孫 浩.微量潤滑條件下Al2O3陶瓷刀具的切削試驗研究[D]. 濟南:齊魯工業大學,2014.
[8] 袁松梅, 劉 思, 嚴魯濤. 低溫微量潤滑技術在幾種典型難加工材料加工中的應用[J]. 航空制造技術, 2011(14): 45-47.
[9] Savas TUM I S, 徐俠凱. 奧氏體不銹鋼在干切削和微量潤滑條件下的切削力的研究[J]. 組合機床與自動化加工技術, 2009(5): 25-29.
[10] Attanasio A, Gelfi M, Giardini C,etal. Minimal quantity lubrication in turning: effect on tool wear[J]. Wear,2013,260 (3):333-338.
[11] Marksberry P W, Jawahir I S. A comprehensive tool-wear/tool-life performance model in the evaluation of NDM (near dry machining) for sustainable manufacturing[J].International Journal of Machine Tools and Manufacture, 2012, 48(7-8):878-886.
[12] 袁松梅,劉曉旭,嚴魯濤.微量潤滑系統冷卻性能實驗研究[J].制造技術與機床,2008(11):56-58.
[13] 周澤華. 金屬切削原理[M]. 北京: 機械工業出版社,1992: 80-83.
[14] 楊鴻志,王學林,胡于進.304不銹鋼切削加工溫度分布建模與分析.[J].機械設計與制造,2014(9):90-94.
[15] 何振威,全燕鳴,林金萍. 高速切削中切削溫度研究方法[J].現代制造工程,2008(8):110-113.
Experimental Study on Cutting Temperature of Stainless Steel with Minimal Quantity Lubrication
LUOYong-shun1,QINMeng-yang1,HEAi-dong2,WANGZi-yuan2
(1. College of Electromechanical Engineering, Guangdong Polytechnic Normal University, Guangzhou 510665, China;2. Guangdong Industry Technical College,Guangzhou 510300, China)
In order to understand cutting temperature of stainless steel with minimal quantity lubrication (MQL), a turning experiment in which variables were cutting depth, cutting speed and feed rate was completed. With natural thermocouple, the cutting temperatures of stainless steels were obtained under conditions of dry cutting, traditional lubricity and MQL (inner jet spray)and MQL(outer jet spray). Experimental results showed that cutting temperature descending order was dry machining, MQL (external spraying), MQL (internal spraying) and traditional lubrication; the smaller the cutting parameters, the smaller difference between cutting temperatures of MQL and traditional lubrication. The cutting speed had greater impact on cutting temperature than cutting depth and feed rate; MQL system settings had also affect on cutting temperature of stainless steel.
minimal quantity lubrication (MQL); stainless steel; cutting temperature; green manufacture
2015-04-13
國家自然科學基金資助項目(50875089);廣東省自然科學基金資助項目(S2013010011882)
羅永順(1973-),女,廣東韶關人,博士,副教授,主要研究方向為先進制造技術及其質量控制。
TG 501.1
A
1006-7167(2016)02-0045-04
Tel.:13312890664;E-mial:1239568097@qq.com
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
