粘膠纖維/漂白亞麻85/15 11.8 tex賽絡(luò)緊密紡紗的開發(fā)
2016-12-21 02:27:20李大偉
山東紡織科技 2016年4期
關(guān)鍵詞:工藝
李大偉
(陵縣恒宇紡織品有限公司,山東 德州 253000)
?
粘膠纖維/漂白亞麻85/15 11.8 tex賽絡(luò)緊密紡紗的開發(fā)
李大偉
(陵縣恒宇紡織品有限公司,山東 德州 253000)
文章從粘膠纖維及漂白亞麻纖維的特點(diǎn)和適紡性分析了粘膠/漂白亞麻混紡紗生產(chǎn)中面臨的問題,進(jìn)而改進(jìn)了工藝參數(shù),優(yōu)化了工藝流程,最終成功生產(chǎn)出粘膠纖維/漂白亞麻85/15 11.8 tex賽絡(luò)緊密紡紗,得到了廣大用戶的普遍好評,并為相關(guān)企業(yè)提供一定參考。
粘膠纖維;漂白亞麻纖維;新型混紡紗;功能化
粘膠纖維吸濕性好、穿著舒適、可紡性優(yōu)良,常與棉、麻、毛或各種合成纖維混紡交織,用于服裝及裝飾用布。亞麻織物挺括、吸濕散熱快、透氣涼爽,但因亞麻纖維較硬脆,漂白等加工過程很容易出現(xiàn)脆損現(xiàn)象[1]。粘膠/亞麻混紡織物既具有良好的透氣性、懸垂性和吸濕性,同時抗霉抑菌,防紫外線,穿著舒適,深受廣大消費(fèi)者喜愛[2~3]。我公司結(jié)合市場需求,成功研發(fā)了粘膠纖維/漂白亞麻賽絡(luò)緊密紡系列產(chǎn)品,得到了廣大用戶的青睞和好評。本文結(jié)合生產(chǎn)實踐,以粘膠纖維/漂白亞麻85/15 11.8 tex賽絡(luò)緊密紡紗為例淺析生產(chǎn)過程中的控制要點(diǎn)及注意事項。
1 原料性能特點(diǎn)
1.1 粘膠
粘膠纖維是三友公司生產(chǎn)的,指標(biāo)見表1。
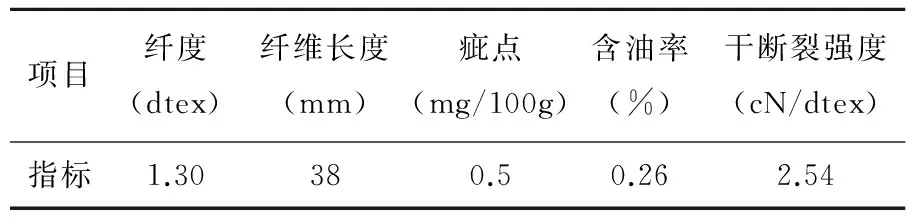
表1 粘膠指標(biāo)
1.2 漂白亞麻
亞麻是麻紡織業(yè)的主要原料,其纖維強(qiáng)韌、柔細(xì),具有較好的光澤。亞麻纖維強(qiáng)力大,在水中不易糜爛,并有防水作用,另有耐摩擦、耐高溫、散熱快、吸塵率低、不易扯破、不易燃燒、無靜電、耐酸堿性好等優(yōu)點(diǎn),是綠色環(huán)保的紡織原料,被譽(yù)為天然纖維中的“皇后”。亞麻衣料能減少人體出汗,吸水速率高于綢緞、人造絲織品,甚至比棉織物都要快幾倍。亞麻自然的透氣性、吸濕性、排濕性,能使人的體感溫度降低4~8℃,被稱為“自然空調(diào)”。亞麻的長度取決于亞麻的栽培條件和初加工,一般在300~900 mm。經(jīng)漂白后,手感柔軟,但因漂白亞麻長度整齊度差,可紡性差,紡紗過程中需要進(jìn)行預(yù)處理。文章選用的是浙江桐鄉(xiāng)漂白亞麻:50 mm以上超長纖維占10.1%,20 mm以下短絨占40%,平均長度27.8 mm,為避免將漂白亞麻長纖維破壞,提高可紡性,在投料前,將漂白亞麻人工撕成拳頭大小后進(jìn)行加濕處理,將抗靜電劑與水按1∶10的質(zhì)量比按原料質(zhì)量的15%加入,后密封避光存放24 h,再按原料質(zhì)量的3%加濕,后將原料再調(diào)混一遍,確保漂白亞麻纖維受濕均勻。
2 紡紗工藝流程
純麻纖維可紡性差,在清花不能單獨(dú)成卷,由于麻纖維比例小,最終采用粘膠和麻盤混工藝。工藝流程如下:
FA002A自動抓棉機(jī)—FA035C自動混棉機(jī)—FA106A梳針式開棉機(jī)—FA46A震動棉箱給棉機(jī)—A076F單打手成卷機(jī)—FA207B梳棉機(jī)—FA316B并條機(jī)(兩并)—FA472粗紗機(jī)—TH518緊密紡細(xì)紗機(jī)—村田NO.21C型自動絡(luò)筒機(jī)—成包
3 各工序工藝參數(shù)和技術(shù)措施
3.1 開清棉工序
由于粘膠纖維表面光滑、強(qiáng)力低、含雜少,麻纖維粗,抱合力差,所以采用“多松少打,少落輕打”的工藝路線,盡量減少對纖維的損傷。清花的主要工藝參數(shù):FA106A打手速度為480 rpm,A076F打手速度1000 rpm,風(fēng)扇速度1200 rpm,綜合打手刀片拆除,棉卷羅拉的轉(zhuǎn)速12 rpm,棉卷干定量380 g/m,棉卷長度32 m。
3.2 梳棉工序
麻纖維的強(qiáng)力低,在生產(chǎn)中要注意減少對纖維的損傷。棉網(wǎng)易斷,可采用稍小的棉網(wǎng)張力,減少落棉,故梳棉工序采用“大定量,慢速度,大隔距”的工藝原則。降低刺輥速度減少后車肚落棉。各部工藝參數(shù)如下:刺輥速度700 rpm,錫林速度300 rpm,道夫速度20 rpm,蓋板速度81 mm/min,錫林-蓋板隔距0.2 mm、0.23 mm、0.23 mm、0.2 mm,刺輥-給棉板0.30 mm,刺輥-錫林0.18 mm,錫林-道夫0.12 mm,生條干重20 g/5m,出條速度85 m/min。
3.3 并條工序
采用“重加壓,大隔距,慢速度,光通道”的工藝原則。頭道并條采用6根并和,選用較大的后區(qū)牽伸倍數(shù),有利于纖維的伸直平行。末道并條8根并和,選用較小的后區(qū)牽伸倍數(shù)以改善條干均勻度,提高熟條質(zhì)量。濕度控制在55%~60%之間,減少生產(chǎn)中的纏繞現(xiàn)象。并條工序主要工藝參數(shù)見表2。

表2 并條工序主要工藝參數(shù)
3.4 粗紗工序
由于細(xì)紗采用賽絡(luò)紡紗方式,需要兩根粗紗喂入,考慮細(xì)紗牽伸能力,保證成紗條干均勻度,粗紗要采用輕定量。為提高粗紗條干,粗紗后區(qū)牽伸倍數(shù)應(yīng)偏小控制,同時后區(qū)隔距要適當(dāng)放大。粗紗采用的工藝原則是“輕定量,重加壓,慢速度,小后牽伸,大后區(qū)隔距”。粗紗工藝表見表3。

表3 粗紗工藝表
3.5 細(xì)紗工序
賽絡(luò)緊密紡是把兩根賽絡(luò)紡粗紗經(jīng)牽伸區(qū)后,分別經(jīng)過緊密紡裝置(異型管)表面對應(yīng)的負(fù)壓槽,在負(fù)壓的作用下使纖維集聚,在經(jīng)控制皮輥輸出后合股成紗。賽絡(luò)緊密紡充分發(fā)揮了賽絡(luò)紡和緊密紡兩者的優(yōu)勢,使紡紗指標(biāo)有了很大提高。
為防止因兩根粗紗喂入,牽伸力過大出現(xiàn)牽伸不開而出硬頭,細(xì)紗采用“重加壓,低速度,大后區(qū)隔距,小后區(qū)牽伸”的工藝原則。細(xì)紗后區(qū)牽伸倍數(shù)偏小選擇,羅拉鉗口壓力偏重掌握,選用間距合理的雙聯(lián)喇叭口,間距要與異型管吸風(fēng)槽的上口相適應(yīng)。選用中硬度高彈性膠輥,確保細(xì)紗機(jī)械狀態(tài)良好,在操作上應(yīng)加強(qiáng)巡回,防止出單股紗和吸風(fēng)槽堵塞而影響集聚效果。
為保證集聚效果,確保成紗質(zhì)量,同時又減少工作量和消耗,我們在紡11.8 tex和14.7 tex時均采用140目的網(wǎng)格圈,通過改變負(fù)壓值的方式保證成紗質(zhì)量。通過對比試驗11.8 tex用1800 Pa的負(fù)壓值,14.7 tex采用2000 Pa的負(fù)壓值均能達(dá)到理想的成紗指標(biāo)。細(xì)紗工序工藝參數(shù):紗線號數(shù)11.8 tex,羅拉中心距44 mm×65 mm,總牽伸倍數(shù)61.19倍,后牽伸倍數(shù)1.19倍,鉗口3.0,前羅拉轉(zhuǎn)速140 min,捻系數(shù)360。成紗指標(biāo)見表4。

表4 成紗指標(biāo)
運(yùn)用賽絡(luò)緊密紡紗技術(shù)在改善紗線質(zhì)量上起了很大的作用,降低了毛羽,提高了強(qiáng)力和條干水平,但是在日常維護(hù)和保養(yǎng)方面需要投入大量的人力、物力,需要到位的管理和高水平的技術(shù)人員,否則會嚴(yán)重影響成紗質(zhì)量。
3.6 絡(luò)筒工序
絡(luò)筒選用在日本村田NO.21C型自動絡(luò)筒機(jī),使用烏斯特3型電子清紗機(jī),采用“小張力,低速度”的工藝原則。保持紗線通道光潔,防止條干惡化,毛羽增多。合理設(shè)計捻接器參數(shù),控制好接頭質(zhì)量,合理設(shè)定電子清紗參數(shù),有針對性地切除有害疵點(diǎn),特別加強(qiáng)細(xì)節(jié)切除,防止單股流入成品。絡(luò)筒工藝參數(shù):NSL1 350%×0.5 mm NSL2 210%×1.0 mm NSL3 130%×1.3 mm NSL4 100%×1.4 mm NSL5 40%×20 mm細(xì)節(jié)T1-45%×4 mm T2-30%×20 mm,絡(luò)筒線速度1000 m/min。
4 結(jié)束語
亞麻織物具有調(diào)溫、抗過敏、防靜電、抗菌的功能,由于亞麻的吸濕性好,能吸收相當(dāng)于自身重量20倍的水分,所以亞麻織物手感干爽。如今,防皺、免燙亞麻制品的誕生和混紡產(chǎn)品的出現(xiàn),使亞麻產(chǎn)品的市場進(jìn)一步拓展。在國際上,亞麻的織造多為片梭織機(jī)和劍桿織機(jī),產(chǎn)品包括細(xì)致優(yōu)雅的亞麻手帕、襯衫衣料、縐綢、花式色紗產(chǎn)品、運(yùn)動裝以及麻毛混紡產(chǎn)品。家用產(chǎn)品則包括窗簾、墻布、桌布、床上用品等。我公司把新型纖維和新型紡紗技術(shù)融合在一起,所紡出的紗線供不應(yīng)求,為公司取得了良好的經(jīng)濟(jì)效益。
[1] 甘湘委.亞麻漂白、增白筒子紗加工工藝[J].印染,2006,(19):12—13.
[2] 楊曉,劉心愿,杜衛(wèi)劍.粘膠/亞麻混紡織物前處理工藝[J].印染,2007,(3):13—14.
[3] 趙建偉.棉紡設(shè)備開發(fā)亞麻粘膠混紡紗的工藝要點(diǎn)[J].棉紡織技術(shù),2011,39(8):36—39.
The Development of Rayon/Bleaching Flax 85/15 11.8 tex Siro-compact Blended Yarn
LiDawei
(Lingxian Hengyu Textile Co., Ltd., Dezhou 253000,China)
The paper analyzed productive problems of rayon/bleaching flax blended yarn from characteristics and spinnability, then improved technological parameters, optimized technological processes. Rayon/bleaching flax 85/15 11.8tex siro-compact blended yarn was successfully produced, had been greatly appraised by all customers. It provided references for relative corporations.
rayon; bleaching flax; a new type of blended yarn; functionalization
2016-06-20
李大偉(1982-),男,山東德州人,工程師。
TS104.5+3
B
1009-3028(2016)04-0010-03
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
