大型肘形管專用纏繞機的結構設計及纏繞工藝實現
2016-12-22 01:43:08劉陽金永根張華
纖維復合材料 2016年1期
劉陽,金永根,張華
(哈爾濱玻璃鋼研究院,哈爾濱150036)
大型肘形管專用纏繞機的結構設計及纏繞工藝實現
劉陽,金永根,張華
(哈爾濱玻璃鋼研究院,哈爾濱150036)
為了滿足艦船用大型肘形撓性接管的生產需要,研制了新型龍門式肘形管專用纏繞機。它全新的芯模偏轉機構,接模支架固定在回轉臺上,支撐剛度高,纏繞時芯模偏轉穩定,配合立式繞絲頭旋轉機構,確保上下模具快速方便,大大提高了生產效率。
玻璃鋼肘形管;纖維纏繞機;接模支架
1 引言
由于復合材料制品的耐腐蝕、結構性能可設計,其用途越來越廣泛。肘形撓性接管(簡稱肘形管)是艦船制造業近年開發的新產品之一。為減少振動和噪聲,提高艦船的隱身性和安全性,艦船管路系統采用肘形撓性接管技術,有效減振、抗沖擊,它不僅能隔離和衰減管路結構振動和噪聲,還能補償設備與管路系統之間因振動、沖擊引起的位移變化,保護管線上的設備不破損。肘形管專用纏繞機是實現肘形撓性接管生產關鍵的設備之一。肘形撓性管的特點是彎管兩端均有不短的圓柱段,為了纏繞后能順利脫模,其芯模本身為組合式結構,其準確穩定的外形完全由專用接模架來保證。由于芯模為金屬制品,其自身質量較大,所以接模架的剛度及尺寸穩定性對于保證芯模準確穩定的外形是至關重要的。當制品幾何尺寸增大時,接模架必須保證組合芯模外形穩定[1-2]。為此有必要研制一種適合纏繞中大型肘形撓性管(三大特點:尺寸大,質量重,偏心大)的專用設備。該專用纏繞機應具有如下特點:
(1)1套可調整的接模支架,剛性好且尺寸精度高,可以連接大小不同規格尺寸的芯模,不會因為彎曲半徑加大和直管段長度加長而產生嚴重偏心。纏繞運行中芯模對接模支架的慣性沖擊和偏心沖擊小。芯模正轉與反轉對偏轉角及布線精度不會有很大影響。纏繞機纏繞速度快,纏繞效率較高。
(2)擁有繞絲嘴水平往復運動機構,對于不同的芯模質量及纏繞運行速度,保證了纏繞的穩定性,纏繞線型精確。
2 纏繞大型肘形管專用纏繞機的結構設計
根據大型肘形管結構特點,設計時我們采用了龍門式結構布局形式,如圖1所示。該纏繞機由底座(機座)、芯模對中機構、芯模偏轉機構、繞絲頭回轉機構、繞絲頭水平往復運動機構、安全防護機構、電氣控制系統等組成,如圖2所示。考慮到本機工作時張力控制器和繞絲嘴始終處于快速轉動狀態,為了保護操作者的安全而設有防護欄。整機結構緊湊,操作方便,工作安全可靠。

圖1 大型肘形管專用纏繞機
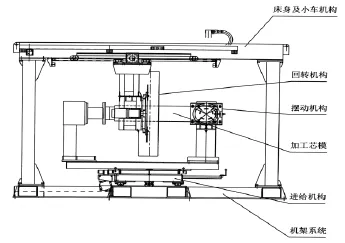
圖2 大型肘形管專用纏繞機總裝圖
2.1芯模偏轉機構設計
芯模偏轉機構由機座、回轉支撐、回轉臺、接模支架、驅動機構等組成,如圖3所示。芯模水平固定在接模支架上,接模支架固定在回轉臺上,因此提供了足夠的支撐剛度。優點如下:
(1)芯模采用了水平固定方式,完全消除了偏心沖擊帶來的不利影響。簡化了接模支架的結構形式,提供了足夠的支撐剛度,加工、裝配、調整均極為便利。
(2)為了纏繞不同彎曲半徑、不同尺寸規格的制品及滿足對中要求,回轉臺下面設有前后(主要補償彎曲半徑差異量及調整前后方向的對中度)方向的絲杠副進給機構。通過搖動進給絲杠,使回轉臺作前后進給運動,以保證纏繞不同尺寸規格制品時,張力控制器及繞絲嘴都能圍繞芯模的中軸線旋轉。
(3)采用了大跨距支撐與驅動為一體的結構形式,提供了穩定的支撐環境,由于采用了精密減速機與大速比齒輪傳動的驅動模式,大大提高了傳動剛性,并且將傳動側隙(側隙遠離回轉中心)對回轉精度的影響降至最低。工作時伺服電機通過精密減速機和大速比齒輪傳動,驅動回轉臺作順時針或逆時針偏轉運動,回轉臺帶動固定在其上的接模支架及芯模作偏轉運動,使紗線有規律地均勻地纏繞到芯模表面上。
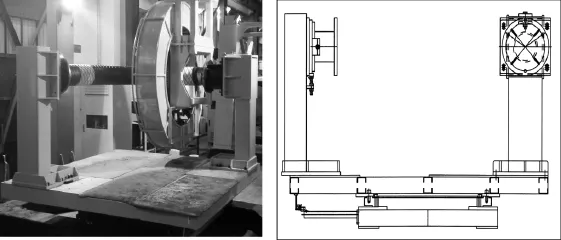
圖3 大型肘形管專用纏繞機芯模偏轉機構
2.2立式繞絲頭旋轉機構設計
立式繞絲頭旋轉機構由支座、輕型精密回轉支撐、回轉盤、多繞絲頭纏繞系統、驅動機構等組成,如圖4所示。采用了大跨距支撐與驅動為一體的結構形式,提供了穩定的支撐環境,由于采用了精密減速機與大速比齒輪傳動的驅動模式,大大提高了傳動剛性,并且將傳動側隙(側隙遠離回轉中心)對回轉精度的影響降至最低。
工作時伺服電機通過精密減速機和大速比齒輪傳動,驅動回轉盤作旋轉運動,回轉盤帶動固定在其上的繞絲頭圍繞芯模軸心線轉動,使紗線有規律地均勻地纏繞到彎管段芯模表面上。
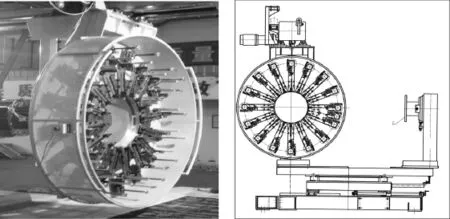
圖4 立式繞絲頭旋轉機構結構示意圖
2.3繞絲頭水平往復運動機構設計
繞絲頭水平往復運動機構由小車體、精密線性導軌副、驅動機構等組成,如圖5所示。繞絲嘴水平運動,采用了精密減速機與齒輪齒條傳動的驅動模式。具有傳動路徑短,傳動側隙可準確調整的優點,傳動側隙對往復運動的影響也相同。無論芯模尺寸質量怎樣變化,纏繞精度都不會改變。
工作時伺服電機通過精密減速機和齒輪齒條傳動,驅動小車體,小車體帶動繞絲頭旋轉機構作直線往復運動,使紗線有規律地均勻地纏繞到直管段芯模表面上。

圖5 繞絲頭水平往復運動機構
3 纏繞機工作原理及纏繞工藝實現
由于肘形撓性管具有直管段和彎管段,是典型的非回轉體,如圖6所示,不能采用通用的纏繞理論進行計算。為了能夠精確地表達此產品的數學模型,采用分段描述的辦法,在產品的兩端,用直管的數學模型進行描述;中間段用90°彎頭模型進行描述,通過對彎曲內側纏繞角度、彎曲中線纏繞角度或彎曲外側纏繞角度的控制來實現其纏繞過程,用計算機計算兩個模型的過渡段方程,進行綜合表達。三個彼此獨立的運動,通過計算機控制實現聯動,按設計要求纏繞出需要的制品[3-4]。
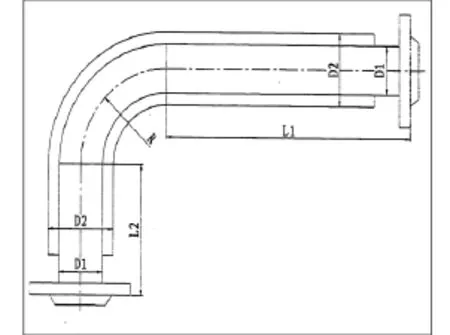
圖6 肘形管外形圖
具體的做法是采用繞絲頭旋轉(垂直平面)+芯模偏轉(水平平面)+繞絲頭水平往復運動的合成方式,即直管段纏繞時繞絲頭作水平往復運動,彎管段纏繞時芯模繞彎管中心作90°偏轉運動,而繞絲頭一直在垂直平面內繞芯模軸心線作單向勻速旋轉運動,從而保證了繞絲咀與芯模表面間的相對位置不發生變化,纏繞過程中抽絲速度、抽絲角度及纏繞張力也不發生變化,并消除了芯模的偏心沖擊。
僅用三維運動可精確控制繞絲咀的運動軌跡,簡化了控制方式,實現了精確纏繞,由于不存在線速度突變問題,保證了纏繞張力的穩定性及線型的準確性,大大提高了制品性能。
根據肘形管制品性能及工藝要求,每一層纏繞用的絲線(或布帶)都必須是連續無接頭的而且有不同的線密度,不同尺寸規格制品的彎曲半徑也不同,為此設計了多絲團多繞絲頭沿圓周均勻分布及絲團垂直分布的多絲嘴纏繞裝置,如圖7所示。
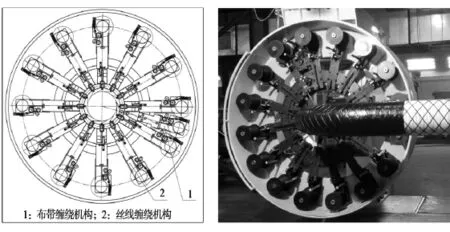
圖7 多絲嘴布局圖
多絲嘴纏繞裝置是實現肘形管纏繞工藝的重要部件之一,工作時伺服電機通過精密減速機和齒輪傳動驅動回轉盤作旋轉運動,回轉盤帶動固定在其上的繞絲頭圍繞芯模軸心線轉動,使紗線有規律地均勻地纏繞到芯模表面上[5]。
多絲嘴在垂直旋轉盤上均勻性分布,通過繞絲嘴的徑向伸縮,來滿足不同尺寸規格制品的纏繞及繞絲嘴與芯模表面的等距性,確保纏繞的均勻一致性。每個絲嘴分別設計機械張力器,保證紗線張力一致。
4 結語
大型肘形管專用纏繞機是針對纏繞艦船用大型肘形撓性接管研發,它全新的芯模偏轉機構,可以連接不同尺寸的芯模。接模支架固定在回轉臺上,支撐剛度高,纏繞時芯模偏轉穩定,配合立式繞絲頭旋轉機構,確保上下模具快速方便,大大提高了生產效率。
大型肘形管專用纏繞機采用繞絲頭水平往復運動機構,立式多絲嘴繞絲頭旋轉、芯模偏轉機構的三維運動合成方式實現肘形管制品纏繞,纏繞線型控制精確,它不僅可以滿足艦船用中大型肘形撓性接管的需要,可推廣應用于各類管接頭的生產,其設備成本低、售價低,有利于推廣應用,具有競爭力,可以打入國際市場和發達國家。
[1]王桂英,曹軍,張華.2軸計算機控制的復合彎管纏繞成型方法[J].哈爾濱工業大學學報,2012,34(7):130-134.
[2]李軍英,張華,金永根.3軸運動肘形管纏繞機的控制方法[J].纖維復合材料,2013(1):24-26.
[3]李先立.90°彎管纏繞機的發展[J].玻璃鋼/復合材料,1994 (3):11-16.
[4]韓振宇,富宏亞,王永章,等.90°彎管的纖維纏繞線型設計[J].玻璃鋼/復合材料,2004(5):31-35.
[5]金永根,李軍英,霍巖.生產肘形管用多絲嘴纏繞裝置的設計[J].纖維復合材料,2012(2):23-25.
The Structure Design and Process of Winding Machine for Elbow Pipes
LIU Yang,JIN Yonggen,ZHANG Hua
(Harbin FRP institute,Harbin 150036)
In order to meet the warship with large elbow type pipe production requirements,developed a new dragon gate type elbow pipe winding machine.It has a new mold deflection mechanism.The support with Connecting a mold is fixed on the rotary table.Its support stiffness is high.The moldˊs deflection stability when winding.Cooperate with vertical fiber eye rotational mechanism,to ensure that the loading and unloading mold quickly and easily,has greatly increased the production efficiency.
FRP elbow pipe;filament winding machine;mold support
2016-02-07)
劉陽(1981-),男,黑龍江人,本科,工程師。研究方向:復合材料設備電氣及自動控制。E-mail: 13936262657@163.com.
