滌綸短纖維后加工桶底絲產生的原因及控制措施
2016-12-23 03:00:35張倩楠
合成纖維工業 2016年1期
關鍵詞:質量
張 倩 楠
(中國石化股份公司天津分公司化工部短絲車間,天津 300271)
?
滌綸短纖維后加工桶底絲產生的原因及控制措施
張 倩 楠
(中國石化股份公司天津分公司化工部短絲車間,天津 300271)
在紡絲油劑濃度不變的條件下,分析了滌綸短纖維后加工過程中桶底絲產生的原因,并提出控制措施。結果表明:原絲內在質量不均勻、含油水率及后加工集束張力的差異是產生桶底絲的主要原因;適當提高紡絲溫度、紡絲速度和紡絲組件初始壓力,以及合適的側吹風條件有利于提高原絲質量的均勻性;通過優化紡絲工藝及上油條件,控制集束張力,120 kt/a滌綸短纖維裝置桶底絲明顯減少,年平均損耗由原來的3.5 kg/t降低至2.4 kg/t。
滌綸短纖維 后加工 桶底絲 原絲質量 上油 張力
中國石化股份公司天津分公司120 kt/a滌綸短纖維裝置是從德國Neumag公司引進的,自裝置開車以來,桶底絲損耗一直在熔體總損耗中占較大比例。2012年全年桶底絲損耗達到3.5 kg/t,占總熔體損耗的35%。
桶底絲是指后加工過程中,一批次原絲加工結束時,盛絲桶內所剩的原絲,一般當作廢絲處理。桶底絲的產生量對原料成本影響很大,為了減少桶底絲的產生,作者從紡絲過程的工藝控制和后加工過程中對集束裝置的調整來分析影響桶底絲產生的因素,并通過試驗對比提出了工藝優化方案。
1 試驗
1.1 原料
聚對苯二甲酸乙二醇酯(PET)熔體:特性黏數(0.645±0.008) dL/g,端羧基含量小于28 mol/t,二甘醇質量分數小于0.9%,熔點大于256 ℃,二氧化鈦質量分數0.03%~0.05%,中國石化股份公司天津分公司產。
1.2 滌綸短纖維的生產
滌綸短纖維采用PET熔體直接紡絲,生產過程包括紡絲和后加工兩部分。紡絲部分生產出的半成品卷繞絲稱為原絲,再經過后加工的拉伸、緊張熱定型等工序處理生產成品短纖維。主要紡絲工藝參數為:熔體輸送溫度(管線)280 ℃,紡絲溫度(箱體)285 ℃,組件玻璃珠直徑2.5~3.0 mm,側吹風溫度21.5 ℃,側吹風速度3.0 m/s,紡絲速度1 200 m/min,組件更換周期45 d。
2 結果與討論
2.1 紡絲工藝對原絲質量的影響及其優化控制
2.1.1 紡絲溫度
紡絲溫度的高低直接影響到熔體黏度及熔體的流變性能,進而影響到原絲的結構及拉伸性能。紡絲溫度低,熔體黏度大,在噴絲孔的剪切力也增大,因此容易導致熔體破碎而使可紡性變差,異狀絲增多,纖維均勻性差,即導致原絲的內在質量不均勻,拉伸性能變差,斷頭率增大。而稍高的熔體溫度可使熔體的流動黏度降低,熔體的均勻性提高,從而使原絲具有很好的均勻性、拉伸性能及較低的雙折射。但過高的溫度將會使熔體的降解增大,熔體從噴絲孔噴出時的升華物增多,容易使絲條粘附在噴絲板表面,造成大量的注頭和漿塊,使紡絲質量惡化,所以必須選擇合適的紡絲溫度。試驗表明,在生產1.33 dtex滌綸短纖維產品時,適當提高紡絲溫度,能夠改善熔體的流動性能,熔體在噴絲板內分布更均勻,有利于噴絲板溫度的均勻性,較佳的熔體輸送溫度為282 ℃,紡絲溫度為287 ℃。此外,生產中紡絲環境溫度對于熔體流動性能及噴絲板表面溫度也有一定影響。紡絲溫度可以根據季節變化作適當調整。
2.1.2 冷卻條件
控制絲束冷卻條件的穩定,是制得徑向結構均勻的優質纖維的關鍵之一。冷卻條件包括冷卻風速度、溫度和濕度等。120 kt/a滌綸短絲裝置采用側吹風冷卻工藝,對冷卻風速度的要求更嚴格。側吹風速度過低時,冷卻氣流剛觸及絲束內層,即被高速運行的絲束拖下,不能穿透絲層,造成絲束內外層冷卻條件相差太大,使纖維的斷面不勻率(DVC)顯著增大,甚至出現飄絲。而側吹風速度過高時,冷卻氣流不僅穿透絲層,且還有剩余動能,致使絲束搖晃湍動,DVC增大。從表1可以看出,側吹風速度在2.7 m/s時,原絲各項指標的變異系數(CV)較小,原絲質量均勻穩定。
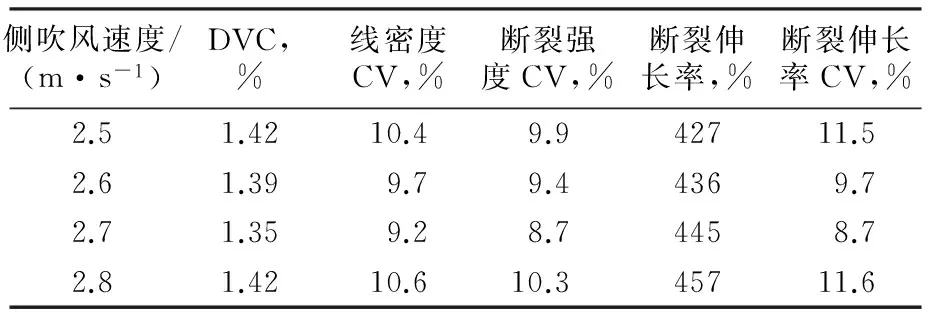
表1 側吹風速度對原絲質量的影響Tab.1 Effect of cross air speed on as-spun fiber quality
2.1.3 其他紡絲工藝條件
紡絲速度是影響原絲預取向度的主要因素之一。紡絲速度越高,紡絲線上的速度梯度也越大,絲束與冷卻空氣摩擦阻力也增大,相應成形過程中絲條的張力也隨之增大,使原絲的預取向度增大,斷裂伸長率降低。紡絲速度過低,絲束張力過小,絲束會發生“飄蕩”,紡絲卷繞的穩定性變差,造成DVC上升。紡絲組件的作用是對熔體過濾和均化。組件初始壓力如果較低,將導致熔體分配不勻,噴絲板兩邊毛絲、飄絲較多。提高紡絲組件初始壓力,對于提高原絲內在質量的均勻性,降低DVC效果良好。如果組件使用時間過長,或者熔體含雜質過多導致組件過濾效果不好,也將導致原絲出絲不勻,DVC增大。因此,組件必須實行定期強制更換,根據紡絲狀況和后紡生產情況及質量指標制定合理的更換周期,到期強制更換。當組件出現漏漿、壓力超過工藝值、板面不潔修板無效、堵孔過多等異常時,必須及時更換組件。
2.2 上油條件
影響每桶絲束在后加工過程中張力不均勻的主要原因是纖維含油水率的差異。油劑的作用是增加纖維間的抱合力,減少纖維與纖維之間、纖維與機械之間的摩擦,消除或減少纖維的靜電,使卷繞、集束等后加工工序順利進行。
前紡原絲在生產過程中經過3次上油:2次唇式上油棒上油及1次上油輪上油。唇式上油棒是使油劑通過上下兩唇間的縫隙均勻滲出,接觸通過的絲束,以達到上油效果,通過調節液位計進行流出量控制。上油輪是金屬陶瓷相結合的氧化鋁輥,其下部浸在油劑槽中,油劑附著在陶瓷輥上,纖維通過與陶瓷輥的摩擦上油,通過陶瓷輥轉速控制上油量。
通過對前紡生產過程中上油棒和上油輪對纖維的上油效果的檢查,發現上油棒出油不流暢、不均勻,以及上油棒流出量控制不一致會導致原絲含油水率的差異。原絲含油水率的差異將導致后加工過程中因摩擦力的不同而產生加工速度差異,從而產生桶底絲。優化原絲上油效果,應控制以下3個方面:首先,對上油棒的組裝、安裝過程制定操作標準,并嚴格檢查,上油棒出油不均勻的主要原因是上下唇間的間隙不夠均勻,間隙大的部分出油多,間隙小的部分出油少,上油棒上下唇間隙要求為0.15 mm,每批上油棒清洗組裝完成后,由專人用塞尺對上下唇間隙進行測量,間隙標準且均勻的上油棒方可上機使用;其次,對上油棒流量控制進行統一管理,上油棒的液位設定為15~25 mL,但各班次對上油棒液位的控制存在差異,導致絲束上油不勻,因此,要求各個班次控制上油棒液位中心值為20.5 mL,并要求每小時對上油棒液位進行巡檢,發現液位變化及時進行調整,以保證原絲上油均勻;另外,油劑循環系統的清潔對上油質量也有比較大的影響,上油棒和上油輪的油盤中易累積灰塵、漿塊等雜質,通過回油管進入到油劑循環系統中,且油劑中的表面活性劑為有機物,會滋生腐敗物,導致油劑循環系統不暢通,影響上油質量。為保證上油質量,油劑循環系統狀態的檢查被納入到日常檢查中,并把油劑循環系統的切換清洗操作程序化、規范化,并根據季節和生產情況差異靈活掌握清洗周期,保證油劑循環系統的暢通。
通過優化原絲上油工藝,原絲含油水率的均勻性得到了改善。選取優化前后各5 d共計15班次原絲含油水率數據對比發現,原絲含油水率的平均絕對偏差由優化前的0.747%降低到0.386%。
2.3 后加工集束裝置狀態及調整
集束是滌綸短纖維后加工的第一道工序,其主要作用是根據后加工設備的能力,把若干個盛絲桶中的原絲引出,穿過集束架上的各個導絲器,集成一束扁平而又整齊的絲束,在0.02~0.03 cN/dtex的預張力條件下進行后加工處理。集束過程中,絲束所經過的各個導絲器的位置、狀態的差異會導致每桶絲束的張力不同,這是導致了桶時間不同而產生桶底絲的最直接原因。另外,盛絲桶擺放的位置偏差較大或不正也會導致絲束與桶沿接觸摩擦,對絲束張力造成影響。集束架在每個原絲桶擺放的位置上方設有導絲環和張力架。張力架主要由3根鋼輥組成,其中上下2根垂直平行并固定,中間1根鋼輥與另2根平行,但可以水平調整位置。原絲絲束以“S”形通過張力架的3根鋼輥。中間鋼輥的位置可改變原絲絲束的包角,從而改變對原絲絲束的作用力。中間鋼輥相對上下2根鋼輥的水平位移大,則對原絲絲束的作用力變大,反之變小。
試驗發現,可以利用張力架調節集束張力來控制桶底絲量的產生。在每批原絲升頭時,將張力放開,張力調節到最小值,張力架對絲束的摩擦最小。在預計了桶前3 h左右,對所有盛絲桶內所剩原絲量進行檢查和對比,所剩絲束較平均量偏少的,則增加張力架對此桶絲束的張力,增加張力的大小根據具體原絲量并參照經驗進行調整。由于重力作用,使盛絲桶下部的絲束的含油水率增加,增加通過張力架絲束的包角不會對絲束造成磨損。為確保張力架對原絲絲束張力控制的效果,應盡量減少集束過程中的其他設備對原絲絲束的摩擦。因此,要確保導絲環、導絲架和集束張力輥干凈,無毛絲、毛刺,在了桶、升頭期間對集束裝置各部件進行檢查和清理,并且盛絲桶要按照要求規范擺放,避免絲束與桶沿發生接觸摩擦。
2.4 產品質量對比
通過對紡絲工藝條件的優化,以及上油條件、后加工集束裝置的調整,原絲的線密度CV、斷裂強度CV、斷裂伸長率CV和DVC均明顯降低,后加工桶底絲損耗得到有效控制,由優化前的3.5 kg/t降低至優化后的2.4 kg/t。優化后的紡絲工藝參數見表2,優化前后原絲質量對比見表3。
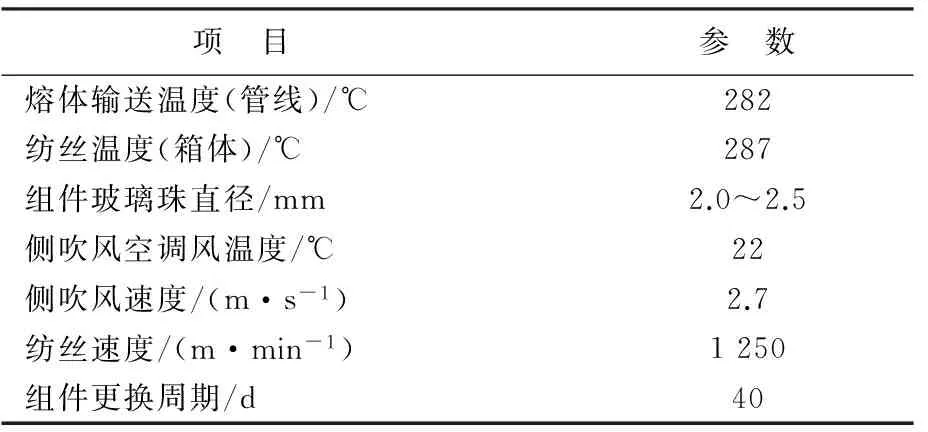
表2 優化后滌綸短纖維主要紡絲工藝參數Tab.2 Main spinning process parameters after optimization
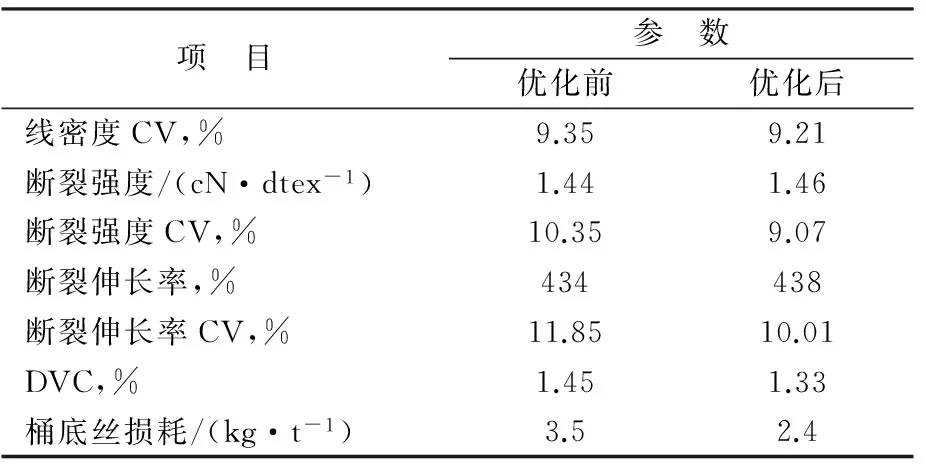
表3 優化前后原絲質量對比Tab.3 Quality contrast of as-spun fiber before and after optimization
3 結論
a. 滌綸短纖維的后加工桶底絲產生的原因主要是原絲質量的不均勻性以及后加工過程中絲束張力的不同。紡絲工藝條件對原絲質量影響較大,上油條件及集束裝置對絲束張力影響大。
b. 通過對紡絲工藝的優化,以及上油條件、集束裝置的調整,裝置桶底絲損耗由原來的3.5 kg/t降低至2.4 kg/t。
Reasons and control of remainder fiber during post-processing of polyester staple fiber
Zhang Qiannan
(StapleFiberWorkshop,ChemicalEngineeringDivision,SINOPECTianjinCompany,Tianjin300271)
The reasons for remainder fiber were analyzed at a constant spinning finish concentration during post-processing of polyester staple fiber. The control measures were put forward. The results showed that the main reasons for remainder fiber included the internal quality unevenness of as-spun fiber and the difference in oil and water contents and collection tension; the quality evenness of as-spun fiber could be improved by properly raising the spinning temperature, spinning speed and initial pressure of spin pack and rationally controlling the cross air conditions; and the quantity of remainder fiber could be obviously decreased and the annual average consumption could be decreased from 3.5 kg/t to 2.4 kg/t for a 120 kt/a polyester staple fiber plant by optimizing spinning process and oiling conditions and controlling collection tension.
polyester staple fiber; post-processing; remainder fiber; as-spun fiber quality; oiling; tension
2015- 08-17; 修改稿收到日期:2015-12-20。
張倩楠(1985—),女,助理工程師,從事滌綸短纖維生產工藝管理。E-mail:340394890@qq.com。
TQ342+.21
B
1001- 0041(2016)01- 0069- 03
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54