換熱管與管板焊接工藝評定標準的討論
2016-12-26 02:20:24陳宏偉包含斌馬小兵張建曉
化工機械 2016年6期
陳宏偉 包含斌 馬小兵 張建曉
(1.蘭州蘭石重型裝備股份有限公司;2.蘭州節能環保工程有限公司)
換熱管與管板焊接工藝評定標準的討論
陳宏偉*1包含斌2馬小兵1張建曉1
(1.蘭州蘭石重型裝備股份有限公司;2.蘭州節能環保工程有限公司)
結合GB 151對管子管板強度焊接頭的設計要求,比較了國內外相關管子與管板焊接工藝評定標準,對我國現行標準NB/T 47014-2011附錄D中一些問題進行了討論,對標準規定的評定方法、焊縫檢驗及評定規則等內容提出了建議。
換熱管 管板 強度焊 工藝評定 標準
換熱管與管板的焊接接頭分強度焊和密封焊,在管殼式換熱器主要受壓部分的焊接接頭分類圖中沒有明確規定類別[1],具有特殊性。管子與管板的強度焊既要保證密封性能又要保證抗拉脫強度,因此其焊接質量關系到設備的安全和穩定運行。針對管子與管板的焊接所制定的焊接評定標準目的就是編制正確的焊接工藝規程,來保證焊接接頭的性能要求。由于管子與管板工藝評定的針對性、實踐性強,GB 151附錄B和國外相關標準均以模擬管子與管板接頭形式進行評定試驗[2,3]。我國現行標準NB/T 47014-2011附錄D在評定方法、焊縫尺寸檢驗等方面與其他標準有較大區別[4]。為了更準確地認識和理解管子與管板焊接工藝評定的實質,筆者就現行標準的一些內容進行了探討,提出了建議。
1 評定方法
國內外相關標準對管子與管板的焊接工藝評定方法有:GB 151-1999附錄B中的“模擬管子與管板試件進行焊接工藝評定”;NB/T 47014-2011附錄D中的“先按正文進行工藝評定再進行管子與管板試件的附加工藝評定或兩者用同一試件合并評定”;ASME Ⅸ中的“模擬管子管板試件進行焊接工藝評定(QW-193.1)”或“按坡口焊縫或角焊縫進行評定(QW-202.2)”兩者取其一;ISO15614-8中的“模擬管子與管板試件進行焊接工藝評定”。可以看出只有NB/T 47014-2011附錄D將管子與管板的焊接工藝評定分為兩部分即焊接工藝評定和焊接工藝附加評定。我國的評定標準是參照ASME Ⅸ 2007年版而編制的。ASME Ⅸ所規定的不同的評定方法均可單獨使用,并未要求管子與管板的焊接工藝評定同時進行力學性能和宏觀檢驗。
NB/T 47014-2011的應用范圍是強度焊接頭,根據編制說明,標準的立意是通過正文的焊接工藝評定來保證焊縫的力學性能,然后再通過附加評定來保證焊縫抗剪力要求,但在評定方法上又規定了可用管子與管板試件進行合并評定。GB 151規定強度焊的管板接頭均開有坡口,而角焊縫評定僅適用于非承壓角焊縫,顯然合并評定是不能實現應檢測的力學性能要求的。在工程設備中不少換熱器管板采用堆焊耐蝕層的復合管板,與管子焊接的是堆焊層金屬[5~7],這樣的連接要檢測接頭的力學性能,尚未有標準方法。另外,在焊接工藝方法上許多設備制造廠采用了管板在垂直位置的自動脈沖鎢極氬弧焊工藝[8,9]。這種工藝方法也不易實現力學性能試件的焊接。因此廠家都是以一個管子管板試件進行合并評定。
筆者認為管子管板焊接工藝評定的目的,主要保證焊縫的抗剪能力,而影響抗剪力的主要因素是焊縫的有效尺寸。采用規定的管子與管板試件,進行焊縫的宏觀檢驗就可以達到評定的目的,因此標準無需分焊接工藝評定和焊接工藝附加評定兩部分內容。
2 焊縫尺寸的檢驗
管子與管板的強度焊要保證焊縫的密封性能和抗拉脫強度,而影響焊縫抗拉脫強度的主要因素是焊縫的有效尺寸,因此國內外管子與管板焊接工藝評定標準均把焊縫尺寸作為評定檢驗的重要項目(圖1)。
從圖1可以看出,除NB/T 47014-2011附錄D只檢驗角焊縫尺寸以外,其他標準對焊縫尺寸的測定均考慮了對接焊縫,都是從焊縫根部算起。NB/T 47014-2011附錄D要求角焊縫厚度尺寸不小于2/3管子壁厚,那么評定試件管子的伸出長度必須不小于管子壁厚。在GB 151強度焊的接頭形式中并沒有此規定。我國行業標準經過3次修訂,每次檢驗的尺寸都不一樣,對此也有不同的意見[10]。筆者認為對評定試件檢驗焊縫哪個尺寸及其合格指標如何應以GB 151《管殼式換熱器》設計要求來確定。GB 151關于換熱器連接拉脫力的計算要滿足強度焊的要求是:
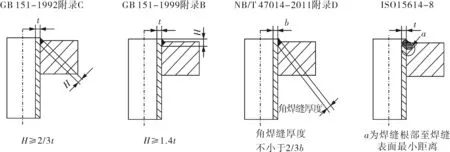
圖1 管子與管板焊縫尺寸
其中,L表示焊腳高度。顯然L包含了角焊縫焊腳長度和對接焊縫焊腳長度。所以要保證焊縫的抗拉脫能力,評定試件檢驗尺寸應是焊縫的焊腳高度L。由于不同的設計條件L的高度不同,因此評定試件的合格指標不是固定的,應以滿足設計要求的L為依據,不能滿足設計要求的尺寸就需重新評定。
3 評定規則
如通過編制一個預焊接工藝規程,用管子與管板的接頭試件,進行焊接工藝評定試驗,焊接評定標準應參照ASME Ⅸ將母材和焊材類別、預熱和層間溫度和焊后熱處理作為評定規則內容給予具體規定[11]。此外,由于管子與管板接頭的結構形式、坡口角度和深度的改變對是否產生未焊透、未熔合等缺陷有影響,所以也應作為重新評定的因素。對一些淬硬性強的材料,焊接后熱及后熱的溫度和時間是防止裂紋的重要措施,在評定規則中應予以考慮。
4 結論
4.1換熱管與管板焊接工藝評定標準適用于強度焊連接,而影響抗拉脫強度的是焊縫尺寸。因此用一個GB 151規定的管子與管板接頭形式的試件進行焊接工藝評定試驗,就可實現評定的目的,無需分焊接工藝評定和附加焊接工藝評定兩部分。
4.2根據GB 151管子與管板的連接強度的計算要求,評定檢驗的焊縫尺寸是焊腳長L,其合格指標應不小于設計要求。
4.3管子與管板接頭進行焊接工藝評定規則除NB/T 47014-2011規定的內容外,還有管子與管板連接結構和坡口尺寸,以及焊接后熱均應作為重新評定的因數。
[1] GB 151-1999,管殼式換熱器[S].北京:國家質量技術監督局,1999.
[2] ASME Ⅸ-2010,Boiler & Pressure Vessel,section Ⅸ[S] .New York: American Society of Mechanical Engineers,2010.
[3] EN ISO15614-8,Specification and Qualification of Welding Procedure for Metallic Materials-Welding Procedure Test-Welding of Tubes to Tub-Plate Joints [S]. European:International Organization for Standardization,2002.
[4] NB/T 47014-2011,承壓設備焊接工藝評定[S].北京:原子能出版社,2011.
[5] 陳小昌.大厚度管板堆焊層的剝離及防止措施[J].焊接技術,2009,38(12):70~71.
[6] 徐紅,王天先,呂龍.鎳基合金管與管板的焊接工藝試驗[J].壓力容器, 2007, 24(7) :62~63.
[7] 黃榮杰,楊朝瑞,胡林,等.管板堆焊開裂的成因分析及處理措施[J].壓力容器,2012,29(5): 66~69.
[8] 盛大松.管-管板全自動脈沖鎢極氬弧焊工藝的試驗與應用[J].工業鍋爐,2007,(5):28~29.
[9] 王天先.高壓換熱器管子管板自動氬弧焊[J].電焊機,2007,37(8):60~66.
[10] 李向東.換熱管與管板接頭焊接工藝評定的理解與實施[J].壓力容器,2002, 19(10):6~7.
[11] 趙孟顯.鍋爐壓力容器規范第Ⅸ卷新版焊接規范介紹(二)[J].壓力容器,2009, 26(10):43~45.
DiscussionofWeldingProcedureQualificationStandardsforHeat-exchangingTubesandTubesheet
CHEN Hong-wei1, BAO Han-bin2, MA Xiao-bing1, ZHANG Jian-xiao1
(1.LanzhouLanshiHeavyEquipmentCo.,Ltd.,Lanzhou730087,China; 2.LanzhouEnergy&EnvironmentalProtectionEngineeringCo.,Ltd.,Lanzhou730050,China)
Considering the strength design requirements of welding joint between tubes and tubesheet stipulated in GB 151 Standard, the relative standards at home and abroad were compared and the matters stipulated in NB/T 47014-2011 Annex D were discussed to put forward some suggestions on welding evaluation and inspection and the rules for qualification.
heat-exchanging tube, tubesheet, strength welding, procedure qualification, standards
*陳宏偉,男,1986年12月生,工程師。甘肅省蘭州市,730087。
TQ051.5
A
0254-6094(2016)06-0714-03
2016-03-04,
2016-04-14)
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
銅業工程(2015年4期)2015-12-29 02:48:39
