大直徑管板堆焊制造技術
2016-12-26 02:20:31鄭維信胥文魁寧興盛朵元才王志剛
化工機械 2016年6期
關鍵詞:變形
鄭維信 胥文魁 寧興盛 朵元才 王志剛
(蘭州蘭石重型裝備股份有限公司)
大直徑管板堆焊制造技術
鄭維信*胥文魁 寧興盛 朵元才 王志剛
(蘭州蘭石重型裝備股份有限公司)
介紹了大直徑、大厚度15CrMo+SS堆焊管板的生產制造技術。由于管板直徑大,相對厚度較薄,堆焊時很容易產生變形,在制造過程中需從毛坯件加工余量、管板加工工序、焊接方法、焊接規范及防變形措施等方面加以控制。
大直徑管板 15CrMo+SS堆焊 變形
換熱設備是石化裝置的核心設備,通常情況下,換熱器管程介質具有腐蝕性且流速較大,這就要求管板管程側或雙側具有耐腐蝕層。設計時一般選用復合板或堆焊結構,其中堆焊結構管板是生產廠家的首選[1]。在管板進行單側堆焊時,管板單面從中心向四周或從四周向中心部位加熱,整個受熱面溫度極不均勻,造成管板中心和四周膨脹和收縮不同[2]。從中心向四周堆焊時,中心區域的收縮大于四周的;反之,四周的收縮變形要大于中心區域。隨著堆焊層數的疊加,搭接量增多,管板的焊接變形增大[3]。如不對管板本身進行外加約束力或采取反變形措施,將不能保證管板的最終成形尺寸。筆者通過分析管板堆焊的變形特點,采用預留變形量和嚴格控制帶極堆焊工藝參數的方法,圓滿完成了設備的生產制造任務。
1 堆焊技術及制造難點
帶極埋弧堆焊(SAW)和電渣帶極堆焊(SMAW)都適合于平面或曲面堆焊,比如換熱器管板和壓力容器內壁。帶極埋弧堆焊時,焊接電流通過電極和母材產生電弧,熔化焊材和母材進行堆焊。由于電弧熔化電極的同時也熔化了母材,使母材有了較大的熔深和稀釋率(一般為10%~15%[4])。電渣堆焊是靠電阻熔化焊材和母材進行的堆焊,熔深淺、焊接電流大、熱輸入量大,母材稀釋率在5%~10%左右,焊接變形也大,母材和堆焊層之間的邊界層晶粒粗大,使堆焊層抗氧剝離性能較差。兩者相比較而言,帶極埋弧堆焊焊接質量穩定、效率高,堆焊道數少,可以盡可能地降低熱輸入量,減小管板變形[5]。
某升級改造生產清潔化學品項目的FT合成反應器,管板材料15CrMo(H)鍛,管板厚度為190+6.5mm(管板凈尺寸),外徑為4 845mm。管板訂料重量約43 500kg(含殼程側加工量約13 000kg)。由于管板直徑大,相對厚度較薄,堆焊時很容易產生變形。
2 毛坯件加工
考慮到管板堆焊后變形較大,為保證管板加工后的最終尺寸和管板堆焊后的不平度,在采購管板毛坯件之前,增加毛坯件的加工余量。在毛坯件外徑和厚度上留加工余量,即管板毛坯件的尺寸為外徑+15mm、厚度+15mm,并且管板待堆焊面預留10mm的反變形量。
鍛件到廠復驗合格后按圖1初車加工管板。離管板鍛件上表面50mm處畫刻度線,以便以刻度為基準找平管板堆焊面。
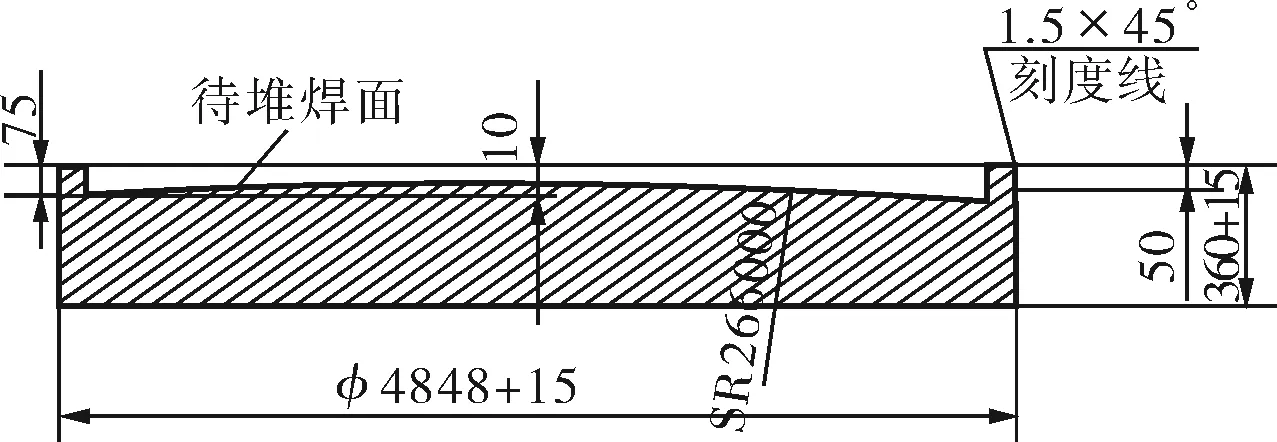
圖1 初車尺寸
3 管板堆焊制造過程
3.1過渡層堆焊
管板過渡層堆焊采用帶極埋弧堆焊,管板中心φ200mm部位和帶極埋弧無法堆焊的部位采用手工焊條電弧焊。由于母材和堆焊層金屬的熱膨脹系數不同,焊接產生較大熱應力,且堆焊過程中母材對過渡層合金元素的有一定的稀釋作用,故堆焊焊材選用高鉻鎳E309LMo。
將管板在加熱爐內整體預熱至120℃以上,出爐帶溫進行堆焊。堆焊前徹底清理待堆焊面氧化皮、油污及雜質等,并進行100%MT檢測,按NB/T 47013.4-2015中Ⅰ級合格。堆焊時由內圈向外圈堆焊,堆焊一遍,過渡層堆焊總厚度2mm≤δ≤3mm,搭接量控制在8~10mm,表面不平度不超過1.5mm。過渡層堆焊工藝見表1。內圈堆焊時熱源較集中,道間溫度偏高,為避免高溫下的焊接變形同時降低不銹鋼層的熱裂紋傾向,盡量采用小規范焊接[6,7]。若堆焊過程中中斷,再次堆焊前應重新進行預熱,使用環形火焰預熱工裝均勻加熱整個管板。

表1 過渡層堆焊工藝參數
3.2表層堆焊
管板表層堆焊采用帶極埋弧焊焊接,堆焊順序由內圈向外圈,中心部位采用焊條電弧焊堆焊。堆焊兩遍,表層堆焊總厚度不小于3.5mm,保證表層有效厚度大于3.0mm。堆焊時,嚴格控制焊接熱輸入量,控制層間溫度不超過100℃(表2)。為保證表層堆焊厚度和化學成分要求,應使用較大的焊接速度和較小電流,盡可能縮小熔池和熱影響區的范圍,降低局部溫度升高造成焊接應力和焊接變形[7,8]。

表2 表層堆焊工藝參數
3.3熱處理
管板堆焊完成后,對堆焊面進行100%PT檢測,按NB/T 47013.3-2015中Ⅰ級合格。將管板整體進爐進行消除應力熱處理。熱處理過程中管板應墊平放穩,以減小變形。擺放爐車臨時支座時,需要合理避開燒嘴,防止火焰直接打到管板面或支座上,灼傷管板局部。嚴格控制爐內氣氛,爐內采用負壓,具體工藝規范為:熱處理材料15CrMo(H)鍛+309LMo,裝爐溫度低于400℃,升溫速率不超過55℃/h,恒溫溫度690±14℃,保溫結束后以不高于55℃/ h的速率冷至400℃后出爐空冷。
3.4油壓機校平
管板表層堆焊完成后,為保證堆焊總厚度和管板不平度,增加在萬噸油壓機進行校平工序。經過對該項目8件堆焊后管板變形量的測量,直徑方向變形量在30~50mm。先對未堆焊面在壓機上多點壓平,再對堆焊面多點過量施壓,反復再對反面校平等措施,保證管板平面度符合圖樣要求。
3.5堆焊后加工
按圖紙要求以刻度線為基準,加工堆焊表層。以堆焊面為基準加工管板其余尺寸符合圖樣要求。加工時,應嚴格控制切削量不大于0.5mm/r為宜。由于工件直徑大,未堆焊面(背面)余量較大,若切削量大時管板溫度極易升高,加工硬化應力大,容易造成較大變形。置于寬闊的平臺上進行時效處理,放置時間不少于72h,放置時應墊平放穩,并使堆焊面朝向地面,再進行后續加工。
4 檢測分析
堆焊所用焊接材料(表3)符合技術文件要求。通過堆焊層熔敷金屬化學成分實測值與技術要求對比,結果證明熔敷金屬化學成分滿足圖紙要求(表4)。堆焊層表面按NB/T 47013.3-2015進行100%PT檢測,結果表明表面不存在不可接受缺陷。堆焊層結合面按NB/T 47013.2-2015進行100%UT 檢測,不存在堆焊層分層現象。堆焊層厚度測定采用超聲波檢測,共測定8點。檢測結果表明堆焊層最小厚度為6.3mm,最大7.2mm,滿足圖紙要求。

表3 堆焊鋼帶的化學成分 wt%

表4 堆焊層化學成分 wt%
產品技術要求鐵素體數FN為3.00~8.00。按照WRC的“不銹鋼焊縫金屬WRC-1992(FN)圖”[9],進行堆焊層鐵素體數的計算,FN為8.00。采用Magnetic method 磁性法[10]進行測量,實測鐵素體數FN為6.08,兩種方法測量結果均滿足圖紙要求。
8件管板校平后采用水平測量儀檢測管板水平度,測定不平度控制在3~6mm。管板其余尺寸經測量均在圖紙要求公差范圍內,符合文件規定。
5 結束語
大厚度、大直徑管板堆焊前采用預留變形余量,對待堆焊面進行整體預熱處理,用帶極埋弧焊小電流、小規范;堆焊過渡層后進爐進行消應力熱處理,堆焊表層后在油壓機上進行校平的工藝路線可以保證該類管板的最終成形尺寸和平直度。8件管板堆焊后最終平直度為3~6mm,證明該技術方案是可行有效的。
[1] Martin K,Gabriellf G,Solveig R.帶極堆焊技術的應用[J].電焊機,2010,40(8):59~63.
[2] 葉增榮. 甲醇合成塔管板的有限元分析[J]. 壓力容器,2013,30(4):35~40.
[3] 倪昱,王順花.我國高壓換熱器管板(12Cr2Mo1R)堆焊技術發展現狀[J].裝備制造技術,2014,(12):17~21.
[4] 陳祝年. 焊接工程師手冊[M]. 北京:機械工業出版社,2012.
[5] 梁姍初,林仁波,唐照國. 換熱器管板帶極堆焊的變形控制[J]. 電焊機,2015,45(4):179~182.
[6] 趙斌,蹤雪梅,王燦,等.焊接熱輸入量對鐵基堆焊金屬組織與性能的影響[J]. 電焊機,2015,45(6):144~149.
[7] 王艷飛,鞏建鳴,蔣文春.焊縫層數對特厚度管板焊接殘余應力與變形影響的有限元分析[J].上海交通大學學報,2013,47(11):1675~1679.
[8] 譚伯聰,解德,李榮鋒.超厚鋼板焊接殘余應力剖析[J]. 鋼鐵研究,1993,(5):35~39.
[9] 張紅星.大型管板埋弧焊監督檢驗質量控制[J]. 化學工程與裝備,2013,11(5):110~117.
[10] 許超祥.甲烷化廢熱鍋爐管板溫度場與應力分析[J].煉油技術與工程,2014,44(9):54~57.
*鄭維信,男,1984年5月生,工程師。甘肅省蘭州市,730087。
TQ051.5
B
0254-6094(2016)06-0816-03
2016-03-04)
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
