攪拌站廢漿回收利用新探索
2016-12-27 11:39:46
重慶建筑 2016年12期
(重慶建工新型建材有限公司,重慶401122)
攪拌站廢漿回收利用新探索
趙海紅,石從黎,高艷彬,王飛
(重慶建工新型建材有限公司,重慶401122)
該文通過控制攪拌站廢漿中最大固含量,將其代替混凝土部分拌合用水使用,試驗結果證明在一定摻量下廢漿替代混凝土拌合用水對混凝土工作性能及力學性能均無不利影響。通過進一步改進廢漿循環回收利用系統,提高廢漿利用率,可逐步實現攪拌站廢漿零污染、零排放。
廢漿;回收利用;工作性能;力學性能
0 引言
目前,我國絕大多數城市均采用商品混凝土,但隨之也產生了大量的廢棄混凝土、廢漿、固體廢棄物等。大多數商品混凝土攪拌站對產生的廢漿是先通過砂石分離機將砂石分離出來回收利用,剩余漿體進入多級沉淀池,逐級進行沉淀分離或經過壓濾機進行固液分離,最后得到較清潔的回收水,用于循環刷車、沖洗場地等。而留存下來的濾渣,被定期清理、運送出去進行掩埋處理。這不僅使混凝土企業每年要支付大量的垃圾處理費(人工清理、運輸等),同時堆放掩埋這些廢漿占用大量的土地,造成了資源浪費,對我們生存的環境也造成了很大的破壞。
近年來,隨著人們對零排放、零污染的新型綠色環保攪拌站的認知和追求,大家對于攪拌站廢漿的關注度也不斷提高,許多攪拌站人員都在通過掌控廢漿性能指標、研究其對混凝土性能的影響,并結合混凝土生產特點來改進、設計廢漿回收系統,以便最終實現攪拌站廢漿的零排放。
本文首先針對攪拌站廢漿進行了性能指標檢測,其次開展了廢漿對于配制中低強度混凝土的拌合物性能、力學性能研究,分析其應用于混凝土中的可行性,提出廢漿回收利用的控制指標;最后在此基礎上改進、升級廢漿回收利用系統裝置,進一步提高廢漿利用率,為廢漿回收利用提供設施和技術保障。
1 試驗及分析
1.1 原材料
(1)水泥:采用P·O42.5R水泥,比表面積350m2/kg;28d抗壓強度48.6MPa。
(2)粉煤灰:采用二級粉煤灰,細度21%;需水量比104%,燒失量3.2%。
(3)磨細石灰石粉:CaCO3含量92.7%,MB值0.60。
(4)外加劑:聚羧酸高性能減水劑,減水率29%。
(5)粗骨料:5~10mm與10~20mm石子復配。
(6)細骨料:特細砂與機制砂復合使用,細度模數分別為1.0和2.6。
(7)水:飲用自來水。
1.2 廢漿性能指標檢測
1.2.1 廢漿取樣制備
于廢漿沉淀池中部取樣,保證取樣時廢漿處于攪拌狀態,取樣容量不小于5L,取樣到檢測完成時間不超過3d。
1.2.2 廢漿檢測方法
檢測時分為上層澄清液、下層漿體以及漿體烘干后的粉體分別進行。
(1)測定澄清液中的主控指標:PH值、不溶物、可溶物、氯離子含量、硫酸根離子含量、抗壓強度比等指標。方法及要求按照《混凝土用水標準》JGJ 63-2006執行。
(2)廢漿中漿體的主控指標:流動度比。
(3)漿體烘干后的粉體的主控指標:燒失量、活性指數。
(2)、(3)方法及要求按照《用于水泥和混凝土中粒化高爐礦渣粉》GB/T 18046-2000執行。
廢漿澄清液在充分沉淀下取上層清液進行檢測;漿體檢測在控制廢漿固含量為10%并且攪拌均勻的情況下進行;廢漿經沉淀、烘干后將粉體進行烘干、研磨,過80μm篩,進行燒失量和活性指數檢測。檢測所采用配合比情況如表1所示。

表1 檢測各性能指標所采用的配合比情況
1.2.3 廢漿性能檢測指標結果
采集公司內部不同混凝土攪拌站廢漿,取澄清液,其性能檢測指標如表2所示。
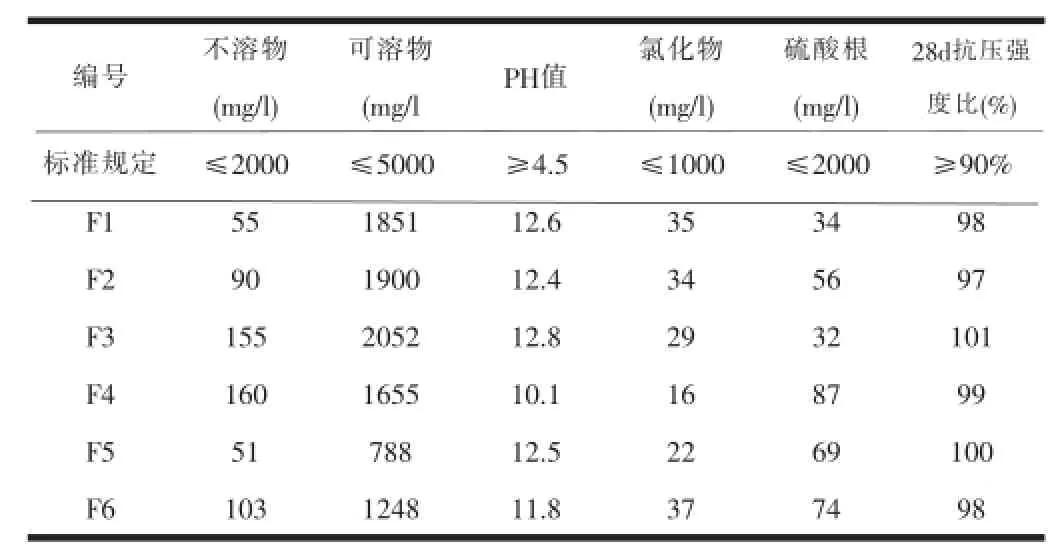
表2 廢漿澄清液檢測指標
廢漿漿體及粉體的檢測性能指標如表3所示。

表3 廢漿漿體流動度比以及廢漿粉體燒失量、活性指數檢測指標

表4 C30試配用配合比
由上述檢測結果可以看出,廢漿澄清液部分能夠滿足《混凝土拌合用水標準》要求,可以直接替代自來水用于混凝土生產中;廢漿漿體在固含量為10%且攪拌均勻時,流動度比基本上在92%~100%。廢漿粉體28d活性指數低于60%,說明廢漿液中的固體顆粒對于膠砂強度貢獻不大。
因此,經總體考慮,決定在控制廢漿固含量的情況下,將廢漿液攪拌均勻后直接代替部分混凝土拌合用水使用,不考慮廢漿液中固體顆粒對膠凝材料的節約。
1.3 廢漿配制混凝土性能試驗
1.3.1 廢漿配制C30混凝土性能研究
為了驗證廢漿中由于少量有害物質以及固體物質的存在導致用水量減少對混凝土工作性能、力學性能造成的影響,采用固含量為3.8%的廢漿分別以0%、30%和50%的摻量替代混凝土拌合用水并對不同摻合料復配的配合比進行試驗,試驗用配合比如表4所示。
采用上述混凝土配合比進行試配,其工作性能和力學性能試配結果如圖1、圖2所示。

圖1 不同系列配合比混凝土工作性隨廢漿摻量變化趨勢圖
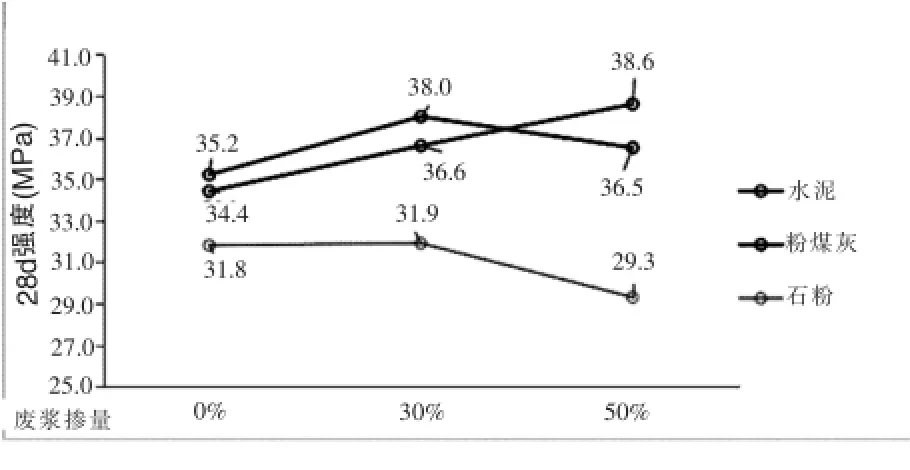
圖2 不同系列配合比混凝土28d強度隨廢漿摻量變化趨勢圖
由圖1可以看出,在0%~50%摻量范圍內,廢漿摻量的提高,對不同摻合料復配的混凝土工作性均無明顯不利影響,其中,水泥+粉煤灰系列的C30混凝土工作性能隨著廢漿摻量的提高而改善。
由圖2可以看出,除水泥+粉煤灰系列外,隨著廢漿摻量的增加,混凝土28d抗壓強度先增大后減小。在廢漿摻量為50%時,水泥+粉煤灰系列混凝土28d強度值最好。
因此,該條件下對于水泥+粉煤灰系列C30混凝土來說,廢漿最佳摻量為50%;對于水泥及水泥+石粉系列C30混凝土來說,廢漿的最佳摻量為30%。
1.3.2 廢漿配制不同強度等級混凝土性能研究
依據上述試驗情況,同時為保證混凝土質量,決定將廢漿應用于C40以下水泥+石粉系列混凝土中,同時廢漿摻量控制在30%以下。為此,首先進行了C20-C40混凝土的試配試驗,其采用配合比情況和混凝土試配結果如表5和表6所示。
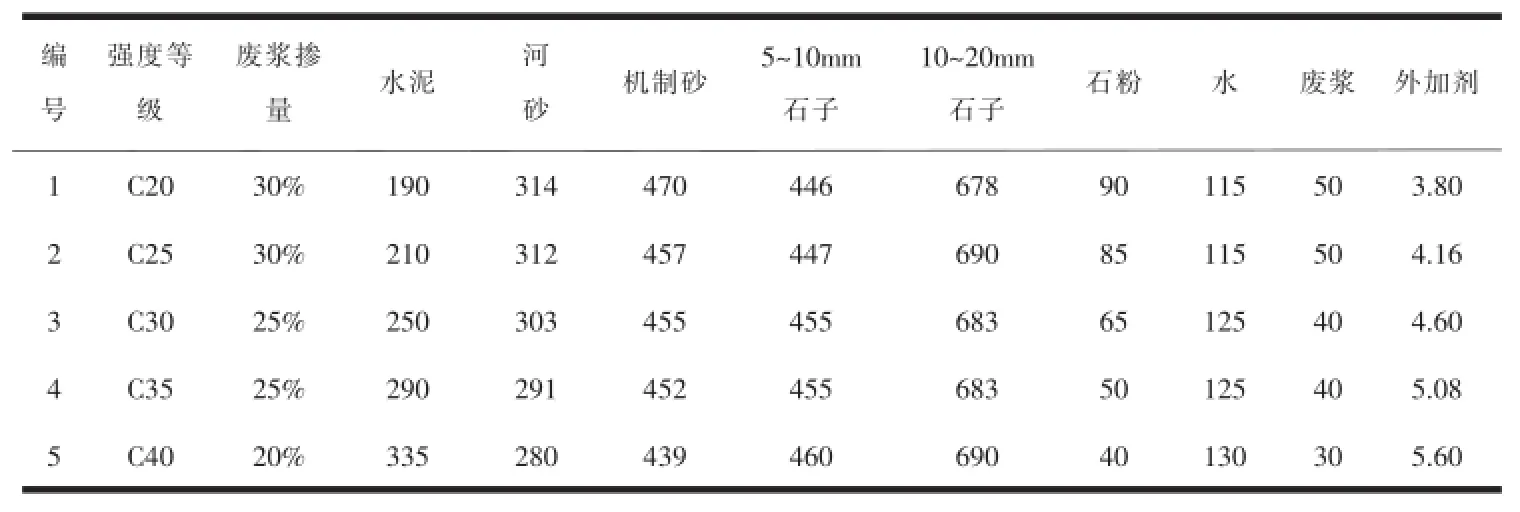
表5 不同強度等級混凝土配合比(kg/m>3)

表6 不同強度等級混凝土性能指標
由上表可以看出,C20-C40強度等級混凝土在廢漿摻量為20%~30%范圍內時,工作性及力學性能均滿足試配要求。同時,為了進一步驗證混凝土性能是否滿足實際生產需要,于2015年7月30日將該配合比應用于實際生產中,并對其出廠強度進行了統計分析,如表7所示。

表7 不同強度等級混凝土出廠強度統計
由表7可以看出,摻有廢漿的C20-C40混凝土的出廠強度保證率除C25外,都達到了95%以上,質量相對比較穩定。
1.3.3 廢漿摻量提升對C30以下混凝土性能影響
為了進一步加強廢漿利用率,在2016年初升級了廢漿回收利用系統,通過改進砂石分離機,加裝細砂分流器,大大提高了廢漿中細骨料的回收量,使廢漿中固含量明顯降低;同時,在積累了一定生產經驗的基礎上,擬在C30以下混凝土中提高廢漿摻量,最高摻量在50%左右,具體試配用配合比及試配結果如表8和表9所示。
由上表可以看出,廢漿摻量雖然提高到近50%,但經過試配發現,其工作性及試配強度均滿足設計要求。2016年3月4日將此配合比應用于實際生產,同樣對其出廠強度進行統計如表10所示。
表10的C25混凝土中28d強度值只有1組未達到設計標準值,但由于統計總組數較少,造成強度保證率偏低;整體來看,28d強度平均值能夠滿足要求。
2 攪拌站廢漿回收利用系統
2016年初,對廢漿回收利用系統進行全面升級,由洗車臺、分石機、細砂分離器、旋流器、壓濾機(備用)、廢漿輸送泵、管以及廢漿儲存罐、計量秤、攪拌樓組成。裝置示意圖如圖3所示。

圖3 攪拌站廢漿回收利用系統升級版裝置示意圖
此系統廢漿使用流程如下:
混凝土罐車清洗將廢料倒入卸料槽,通過橫沖泵用水沖擊流入分石機將石子分離出來,廢漿和細骨料進入旋流器經細砂分離器將細骨料分離出來,砂、石回收倉設有溢流槽,廢漿液經此流回旋流器中,分離出來的廢漿進入專用儲存罐,經廢漿泵輸送到水秤計量或輸送到洗車臺進行二次沖洗,沖洗后再次進入該回收系統,形成封閉循環。另外,壓濾機作為備用裝置,當該回收系統出現故障時,將廢漿經過壓濾機壓濾回收。
廢漿回收系統升級后較原有回收系統具有兩大優勢:兩級分離更徹底以及采用反沖自攪拌功能防止廢漿沉淀。
首先,升級版采用滾筒式分離機將粒徑大于5mm以上的顆粒進行一級分離,再經過細砂分離器將0.05mm以上顆粒進行二級分離,經過兩次分離后,廢漿固含量較傳統砂石分離機大大降低。

表8 C20-C30混凝土配合比(kg/m3)
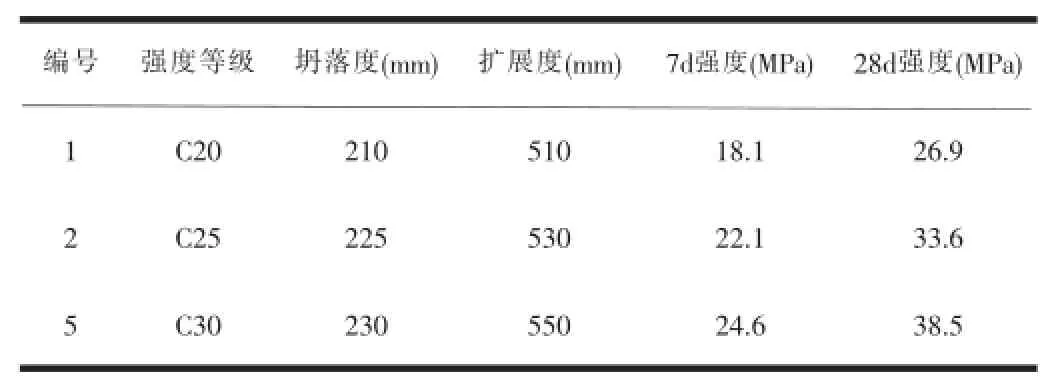
表9 C20-C30混凝土試配結果

表10 C20-C30混凝土出廠強度統計
其次,通過設置1-4#廢漿連通儲存罐,并分別在4個罐體底部連入泵送、輸送管道以便對罐體內進行反沖自攪拌。如:將細砂分離器出水管直接連通到1#罐底部,通過反沖水流,將底部微細顆粒反沖,實現罐體內部自攪拌作用;同樣,從2#罐底部抽取固含量較高的污水輸送到罐車內,進行二次循環。同時,對2#罐設置補水輸送管,當總水量低于設定值時,自動添加的水從罐底部對罐內進行反沖攪拌;從3#、4#罐底部接入輸水管抽取廢漿供生產使用,當計量達到設定值時,水泵停止工作,其管內的水在重力的作用下回流,對3#、4#罐進行反沖攪拌;另外,設置水泵自動啟停系統,在長時間不生產時,通過泵的啟停達到廢漿罐體內的反沖攪拌作用。
3 結論
(1)廢漿應用前應分別檢測澄清液、漿體及粉體性能指標,指標對混凝土性能無不利影響后方可應用到混凝土生產中。
(2)廢漿液在控制固含量的情況下,可以取代部分拌合用水使用而不影響混凝土性能,但廢漿不適宜替代膠凝材料使用。
(3)對于C30混凝土而言,廢漿固含量在3.8%、摻量在0%~50%變化時,水泥+粉煤灰系列混凝土的廢漿最佳摻量為50%,水泥、水泥+石粉系列混凝土廢漿最佳摻量為30%。
(4)在廢漿摻量30%以下時,摻有廢漿的C20-C40水泥+石粉系列混凝土的出廠強度保證率除C25外,都達到了95%以上,質量相對比較穩定。
(5)廢漿回收利用系統升級后,在C30以下混凝土中將廢漿摻量可提高至50%,混凝土性能仍然良好,強度保證率基本滿足要求。
(6)廢漿回收利用系統升級后,能大大降低廢漿中細骨料顆粒含量,提高廢漿利用效率。
責任編輯:孫蘇,李紅
New Exploration on Recycling of Waste Slurry of Concrete Mixing Plants
By controlling the largest solid content in the waste slurry of a mixing plant,the part of which replacing concrete is mixed with water to work. The test results show that there is no adverse impact of the waster slurry to replace concrete by mixing with water on concrete performance and mechanical property.Through further improving the waster slurry recycling system to enhance its utilization rate,it can be steadily realized that the waste slurry in mixing plan has no pollution nor discharge.
the waste slurry;recycling;work-ability;Mechanical property
TU528
A
1671-9107(2016)12-0056-04
基金論文:該論文為重慶市城鄉建設委員會“混凝土攪拌站廢漿利用技術研究”項目(項目編號:建科字2014第(3-6)號)論文之一。
10.3969/j.issn.1671-9107.2016.12.056
2016-08-23
趙海紅(1987-),女,山東菏澤人,研究生,工程師,主要從事混凝土技術與管理。
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年7期)2021-07-16 07:08:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
水利規劃與設計(2020年1期)2020-05-25 08:01:30
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44