B4C/2009Al復合材料的高周疲勞性能研究及安全性分析
2016-12-29 08:11:35王茂廷
合成材料老化與應用 2016年6期
高 嵩,王茂廷
(遼寧石油化工大學機械工程學院,遼寧撫順 113001)
B4C/2009Al復合材料的高周疲勞性能研究及安全性分析
高 嵩,王茂廷
(遼寧石油化工大學機械工程學院,遼寧撫順 113001)
金相觀察表明,形貌不規則的B4C顆粒隨機分布在2009Al基體中,分布比較均勻,顆粒尺寸大約為7μm。利用透射電子顯微鏡對復合材料的微觀形貌進行觀察發現,大部分B4C顆粒和2009Al基體的界面平直、干凈,只有在少數顆粒的尖角處發現Al3BC的產生,這表明B4C/2009Al系統比較穩定,界面結合良好。復合材料的屈服強度和抗拉強度都有了顯著的提高,結合拉伸斷口分析可知B4C顆粒斷裂是復合材料拉伸失效的主要原因,此外還發現有少量界面脫粘現象。
B4C顆粒,疲勞斷口,裂紋擴展,疲勞裂紋萌生
目前,對于顆粒增強鋁基復合材料的研究都集中在增強相為碳化硅,近年來也有許多學者開始研究增強相為碳化硼時的復合材料,但是其中大部分是關于材料制備和拉伸性能的研究,特別是對B4C/Al 疲勞性能的研究報道較少[1-3]。因此,本文采用粉末冶金法制備7μm B4C/Al復合材料并研究其高周疲勞性能,利用粉末冶金法制備體積分數17%的B4C/2009Al復合材料,研究材料中B4C顆粒形態、分布以及B4C 與鋁基體界面結合情況,這些都是決定復合材料力學性能的重要因素[4-6]。通過拉伸試驗測量B4C/2009Al復合材料的屈服強度和抗拉強度,觀察拉伸斷口,研究B4C/2009Al復合材料的拉伸失效機理。
1 B4C/2009Al 復合材料的制備
制備復合材料的方法有攪拌復合法、熔體浸滲法、噴射法、原位復合法等。這些制備方法的制備溫度大多都高于鋁的液相線溫度,很容易造成鋁基體和增強顆粒之間的界面反應嚴重,生成大量的脆性相,嚴重影響材料的機械性能。同時在制備過程中很容易引入其他缺陷,如氣孔、夾雜、顆粒分布不均勻等。粉末冶金法通常的制備溫度低于基體的熔點,因此界面只發生少量反應或者不發生反應,同時可以在較大范圍內調節增強相體積分數,通過該法制備的材料通常缺陷少,具有良好的綜合力學性能[7]。研究了粉末冶金方法制備碳化硼顆粒增強鋁基復合材料的制備過程、組織結構和拉伸性能等。
1.1 實驗材料的制備和熱處理
1.1.1 實驗材料
本文研究采用的材料為B4C/Al 復合材料,其中增強體為B4C 顆粒,B4C顆粒的體積分數為17%,基體選用2009Al 合金。所使用的掃描電鏡如圖1。碳化硼粉末粒徑平均尺寸為7μm 如圖1(a)所示,鋁粉粒徑大約為15μm,其掃描照片如圖1(b)所示。

圖1 碳化硼粉末(a)和鋁粉(b)掃描電鏡照片
1.1.2 B4C/Al 復合材料的制備
B4C/2009Al 復合材料制備的工藝流程為:混料冷壓粉末真空熱壓燒結,然后兩次擠壓加工。實驗前將碳化硼粉末進行酸洗和堿洗,清除表面的雜志或者污染物。計算好鋁合金粉末和碳化硼的量,然后將其共同加入到鋁罐內,放入前將鋁罐先用水清洗,再用酒精沖洗,最后吹干[8]。同時根據放入粉的質量加入等質量的鋼球。粉末按照常規機械混料過程在雙軸混料機上進行,轉速為50r/min,混合時間為8h。然后將混合好的Al-B4C 粉末過篩,倒入預先準備的模具中進行冷壓。冷壓后的復合材料采用真空熱壓爐進行真空熱壓成型,在升溫的過程中不斷加大壓力,直到達到其理論密度為止。燒結溫度為580℃,保溫時間為1h,熱壓結束后隨爐冷卻至室溫,整個過程中一直保持材料在真空狀態。將擠壓出來的胚料進行表面加工,去除表面雜質,最后進行熱擠壓。擠壓模具為錐形模具,擠壓溫度為450℃~480℃,一次擠壓采用9∶1 擠壓比,二次擠壓采用10∶1 擠壓比,等效擠壓比可認為90∶1。
1.1.3 B4C/Al 復合材料熱處理
將二次加壓后的棒狀材料進行固溶處理,固溶處理的溫度為495℃,保溫時間為2h,然后將復合材料快速淬入水中,這一過程要求速度要快,這樣才能保證材料處于過飽和固溶體狀態。待材料冷卻至室溫后從水中取出,進行自然時效,放在空氣中至少96h[9]。
1.2 B4C/Al 復合材料的組織結構
1.2.1 B4C/Al 復合材料的金相組織
將樣品在丙酮溶液中清洗除油,然后依次在400#~2000#碳化硅砂紙上進行打磨,打磨過程中使用自來水作為潤滑劑及冷卻劑。然后將表面磨光的樣品進行拋光。將拋光好的樣品放在Leica 金相顯微鏡上進行金相組織的觀察,拍到的金相照片如圖2所示。

圖2 B4C/Al復合材料的顯微組織
從圖2中觀察可發現,黑色的碳化硼顆粒均勻分布在鋁基體中,顆粒形狀不規則,有尖角,未發現顆粒的團聚現象。同時也沒有發現氣孔以及微裂紋等其他缺陷,這種良好的組織形態是材料具有高力學性能的保障。復合材料中顆粒之所以分布均勻是和二次擠壓過程分不開的,擠壓加工可以有效地改善復合材料中碳化硼顆粒的分布,提高碳化硼顆粒分布的均勻性,同時可以使鋁基體晶粒尺寸變小,這些都有助于提高材料的性能[10]。
1.2.2 B4C/Al 復合材料的顯微組織
本次試驗采用FEI TECNAIG20 型透射電子顯微鏡對B4C/Al 復合材料的界面、析出相、基體中位錯等進行觀察分析。透射電鏡樣品制備基本步驟如下:第一步切下厚度為0.6mm 的薄片試樣,將試樣用清水沖洗,并放入丙酮溶液中超聲波清洗,隨后將試樣依次經過400#~2000#砂紙上將試樣兩邊都磨光直至試樣厚度為60μm 左右。使用直徑為3mm 的沖孔設備沖孔,然后將得到的圓形試樣進行凹坑直到厚度為30μm 以下。最后將凹坑后的樣品在國產離子減薄儀進行減薄,電壓為5V左右,電流為0.5A左右,減薄角度為17度,等樣品減透后將離子束角度調至11度,為了獲得更多的薄區,將樣品繼續減薄30min以上。將制備好的透射試樣放入真空箱內保存以免被氧化。透過透射電鏡觀察到的透射照片如圖3所示。從圖3(a)可以看出,碳化硼和鋁基體的界面非常平直干凈,這種界面在此材料中是最為普遍的。由于材料制備的溫度較低,因此界面反應較少,大多數界面比較干凈,無脆性相生成,這種類型的界面一般具有較好的結合強度。由圖3(b)可以看出,在靠近碳化硼與鋁基體的界面部分有高密度的位錯。這些高密度位錯的形成一部分原因是碳化硼和鋁基體較大的熱膨脹系數差異,當材料固溶處理后淬火過程中會產生大量位錯,另一部分原因是材料在進行二次加工擠壓時經過較大的塑性變形產生的。

圖3 B4C/Al 復合材料透射電鏡照片;(a) 碳化硼和鋁基體的界面;(b) 靠近界面處基體中的高密度位錯
對于鋁基復合材料,增強顆粒與基體界面的結合強度對材料的拉伸和疲勞性能起著重要的作用[11]。圖4(a)是碳化硼與基體界面的高分辨照片,從圖中可以看出界面結合非常牢固,這樣的界面結合強度非常高。從圖4(b)可以看出有Al3BC 在界面存在,并且出現在顆粒的尖角處,這可能是因為在顆粒的尖角處能量較高,B4C 較容易在該位置與Al 發生反應,生成Al3BC。
大多數報道認為Al3BC通常在B4C表面形核,并圍繞著B4C生長。由于材料制備過程中在較高溫度保溫時間較短,因此生成的Al3BC較少,并沒有出現其他報道中的圍繞生長。但是我們在此材料中只看到極少數這種類型的界面。由圖4(c)可以看出在碳化硼顆粒的表面有析出相存在,通過選區衍射分析如圖4(d)所示,可知其為Al2Cu相,界面析出相的產生會消耗材料中的合金元素,因此可能會減小材料時效硬化量。另外這些界面產物的出現可能會加重界面的應力集中。

圖4 B4C/Al 復合材料的微觀組織:(a) 碳化硼和鋁界面的高分辨照片;(b)Al3BC 的高分辨照片;(c) 界面析出相Al2Cu;(d) B4C 和Al2Cu 的衍射圖樣
2 B4C/Al 復合材料的拉伸性能
2.1 拉伸試驗方法
在擠壓熱處理后的B4C/Al 復合材料沿擠壓方向取拉伸試樣,拉伸試樣尺寸按照如圖5所示進行加工制得,在Instron 5848試驗機上對所制備的B4C/Al復合材料進行拉伸性能測定。拉伸試驗在室溫下進行,采用單向拉伸應變控制,應變速率為10-3mm/s。
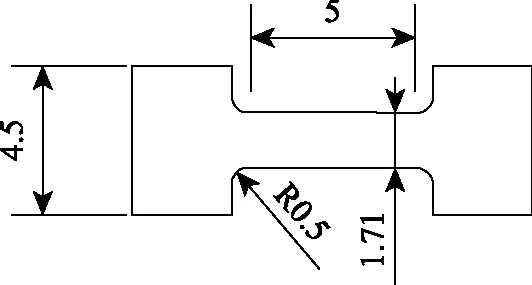
圖5 拉伸試樣
2.2 拉伸性能

圖6 拉伸斷口SEM 照片:(a)拉伸斷口的宏觀形貌;(b)斷口微觀照片;(c)對應于(b)的背散射照片;(d)和(e)是斷裂顆粒的高倍照片
圖6為B4C/Al復合材料拉伸斷口形貌。圖6(a)是拉伸斷口的宏觀照片,從圖中可以看到,斷口表面比較整齊,沒有發現明顯的縮頸。從圖6(b)中可以觀察到大量黑色的顆粒均勻的分布在斷口表面。圖6(c)是圖6(b)相對應的背散射照片,從背散射照片以及能譜元素分析可以確定黑色的顆粒為B4C 顆粒。從以上可以得知碳化硼顆粒的斷裂是材料失效的一個重要的原因。從圖6(b)、(c)觀察到,斷口上還有許多淺的韌窩存和小的孔洞。脆硬的碳化硼顆粒將阻礙2009Al 基體變形,這將有利于孔洞和韌窩形成。為了更進一步分析材料的失效機制,將斷口在更高倍的電鏡下觀察,如圖6(d)、(e)所示。由圖6(d)可以看出,斷裂的碳化硼顆粒表面比較平整,有少量解理斷裂的特征,沒有看到碳化硼顆粒與鋁基體界面脫粘的現象。由圖6(d)可以看到,部分顆粒的表面有二次裂紋,顆粒周圍有明顯的“撕裂脊”。由此可以推斷裂紋可能起始于顆粒斷裂,然后向基體中擴展。B4C 顆粒的體積分數同樣對材料的強度和斷裂方式有重要的影響。通常隨著體積分數升高,復合材料的強度也逐漸提高。當超越一定范圍后,顆粒之間的間距減小,顆粒之間在變形過程中產生破碎的可能性增大,缺陷增多,鋁基體協調變形能力下降,材料的力學性能下降,顆粒的斷裂增多。高占平等人研究了不同體積分數B4C 增強鋁基復合材料的微觀形貌和力學性能分析,研究發現,B4C體積分數從10%升高到40%,材料的強度逐漸減小,同時其強度低于基體強度。這可能是因為材料制備過程中引入的氣孔雜志缺陷多,材料不夠致密,后期雖然進行了軋制處理,但是復合材料內部仍然有許多缺陷。同樣顆粒的增多,復合材料變形困難,大顆粒破碎等缺陷造成材料強度降低。本次試驗中使用的B4C 尺寸比較小,體積分數為17%,比較適中,材料制備缺陷少,復合材料的強度明顯高于基體。眾所周知,在復合材料中界面對材料的力學性能有重要的影響,通常界面結合越好,復合材料的強度越高。由圖6(d)、(e)可以看到,斷裂的顆粒與鋁基體的界面依然緊密連接,這表示界面的強度高于顆粒斷裂的強度。由此證明制備的B4C/Al復合材料具有良好的界面,能夠有效地傳遞載荷。綜合以上分析可知,當材料受到拉伸變形時,由于顆粒處存在應力集中,碳化硼顆粒首先斷裂,然后裂紋擴展到鋁基體中,最后基體中的裂紋連接到一起造成材料的整體失效。
3 結論
介紹利用粉末冶金法制備B4C/Al復合材料的過程、制備工藝、熱處理工藝,并通過二次擠壓來獲得高性能的復合材料。觀察了B4C/Al 復合材料的組織結構,碳化硼顆粒形狀不規則,有明顯尖角,顆粒分布均勻。通過B4C/Al復合材料的物相分析,發現有Al3BC界面產物。在透射照片中觀察到碳化硼顆粒與基體的界面大多數比較平直、干凈,界面附近基體中有高密度位錯存在,同時也觀察到Al3BC 在顆粒尖角處。拉伸性能實驗結果表明,碳化硼顆粒的加入,復合材料的強度有較大提高,然而延伸率明顯降低。通過觀察材料的斷口發現其斷裂機制主要為B4C 顆粒斷裂。
[1] Tjong S C,Wang G S,Mai Y. High cycle fatigue response of in-situ Al-based composites containing TiB2and Al2O3submicron particles[J]. Composites science and technology,2005,65(10):1537-1546.
[2] 鄒利華,樊建中,左濤,等.粉末冶金15% SiCp/2009Al復合材料的高周疲勞性能[J].中國有色金屬學報,2010,20(10):1956-1957.
[3] 周云峰,毛昌輝,楊劍,等. WCp/2024Al 復合材料疲勞性能研究[J].稀有金屬,2010,34(6):871-874.
[4] Liu G,Shang J K. Fatigue crack tip opening behavior in particulate reinforced Al-alloy composites[J]. Acta materialia,1996,44(1):79-91.
[5] Bonnen J J,You C P,Allison J E,et al. Fatigue Properties of SiC Particulate Reinforced Al-Alloys[C]. Honolulu:Kitagava,H. 1990:887-892.
[6] Iqbal A K M A,Yoshio A ,Araki W. Fatigue crack growth mechanism in cast hybrid metal matrix composite reinforced with SiC particles and Al2O3whiskers[J]. Transactions of Nonferrous Metals Society of China,2014,24:51-53.
[7] Mason J J,Ritchie R O. Fatigue crack growth resistance in SiC particulate and whisker reinforced P/M 2124 aluminum matrix composites[J]. Materials Science and Engineering:A,1997,231(1):170-182.
[8] 鐘群鵬,趙子華.斷口學[M].北京:高等教育出版社,2006:258-260.
[9] 黎常浩,陳振華,陳鼎,等.噴射沉積SiCp/Al2OSi復合材料高周疲勞行為研究[J].機械工程學報,2012,48(10):40.
[10] 李微.噴射沉積SiCp/Al-Si復合材料的疲勞行為研究[D].湖南大學,2011.
[11] 鄒利華,樊建中,左濤,等. SiC 顆粒對SiCp/2009Al 復合材料疲勞短裂紋擴展的影響[J].中國有色金屬學報,2009,19(10):1796-1801.
Research and Safety Analysis of High Cycle Fatigue Behavior of Boron Carbide Reinforced 2009 Aluminum Matrix Composites
GAO Song,WANG Mao-ting
(School of Mechanical Engineering,Liaoning Shihua University,Fushun 113001,Liaoning,China)
The metallographic observations revealed that the irregular shaped B4C particles in sizes of about 7μm were distributed in the 2009Al matrix randomly and uniformly. In addition,the microstructures of composite were observed by transmission electron microscope. Most of the interfaces between B4C particles and 2009Al matrix were very clean and straight,though a few of Al3BC could be found nearby the sharp corner of B4C particles. It was indicated that the B4C/2009Al system was stable relatively and the interfacial bonding was good. And,the improved yield and tensile strength of the composites were consistent with the previous conclusion. Further,the fractograph analyses revealed that the tensile failure was attributed to the fracture of B4C particles primarily though a few of interfacial decohesion could be found.
B4C particles,fatigue fracture surface,crack growth,fatigue crack initiation
上海市聯盟計劃項目(LM201321,LM201655)
TB 331
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
當代陜西(2020年13期)2020-08-24 08:22:02
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
