尿素裝置中壓分解器分布管制造工藝
2016-12-29 01:08:43周傳鋒
化肥設(shè)計(jì) 2016年6期
關(guān)鍵詞:工藝
周傳鋒
(中國(guó)五環(huán)工程有限公司,湖北 武漢 430223)
尿素裝置中壓分解器分布管制造工藝
周傳鋒
(中國(guó)五環(huán)工程有限公司,湖北 武漢 430223)
結(jié)合生產(chǎn)實(shí)際,總結(jié)了尿素裝置中壓分解器制造工藝過程,重點(diǎn)介紹了切向開孔、配合端面加工等關(guān)鍵工序控制措施,提出使用工裝,保證切向開孔的同尺寸、同高度、同精度,采用預(yù)裝來檢驗(yàn)配合端面互換性,對(duì)今后類似結(jié)構(gòu)設(shè)備制造提供了參考與借鑒。
尿素裝置;分布管;切向開孔;工裝
doi:10.3969/j.issn.1004-8901.2016.06.014
尿素裝置立式降膜蒸發(fā)中壓分解器,其換熱管上部管端設(shè)置分布管,見圖1,尿素溶液從分布管側(cè)壁切向孔進(jìn)入,經(jīng)液體分布及成膜裝置,均勻分布到各換熱管內(nèi),在重力和真空誘導(dǎo)及氣流作用下,沿?fù)Q熱管內(nèi)壁呈均勻膜狀流下,在換熱管內(nèi)壁形成下降液膜,通過殼程介質(zhì)加熱分解尿素溶液中殘余甲銨。
分布管的加工制造安裝質(zhì)量直接影響換熱管內(nèi)液膜狀態(tài),液膜分布不均勻或局部干管可導(dǎo)致?lián)Q熱管局部溫度升高,造成甲銨腐蝕,影響該設(shè)備的長(zhǎng)周期運(yùn)行。這就要求分布管制造、安裝工藝方案具備較高可靠性。
1 分布管與換熱管配合面加工
為了實(shí)現(xiàn)立式降膜反應(yīng)工作原理,對(duì)分布管與換熱管配合面要求如下。
(1)分布管與換熱管配合要求松緊適度,輕壓即可完成分布管安裝。過緊不僅會(huì)導(dǎo)致安裝過程分布管端部變形,也會(huì)造成分布管拔出更換困難;過松則會(huì)造成配合面泄漏,影響設(shè)備效率。
(2)分布管分配頭要求具備互換性。
(3)分布管安裝后要求絕對(duì)垂直。
為了保證分布管與換熱管的裝配效果,首次制造該結(jié)構(gòu)的廠家應(yīng)制備試件驗(yàn)證來確定最終產(chǎn)品的加工制造工藝。
1.1 管頭組焊與換熱管內(nèi)側(cè)貼合面加工
由于該設(shè)備換熱管與管板采用強(qiáng)度焊+貼脹連接方式,見圖2,換熱管規(guī)格φ38×2.5,材質(zhì)為00Cr17Ni14Mo2,即使采取熱輸入相對(duì)較小的TIG填絲自動(dòng)氬弧焊方式,也勢(shì)必會(huì)導(dǎo)致焊后換熱管管端橢圓變形,為了保證換熱管內(nèi)側(cè)配合面圓度,必須對(duì)換熱管內(nèi)壁配合面鏜孔或鉸孔加工。工藝方案試驗(yàn)著重解決是選擇先組焊管頭再加工配合面,還是先加工配合面再與管板焊接管頭的問題,確定工藝方案孰優(yōu)孰劣,采用何種加工裝備,精度如何。
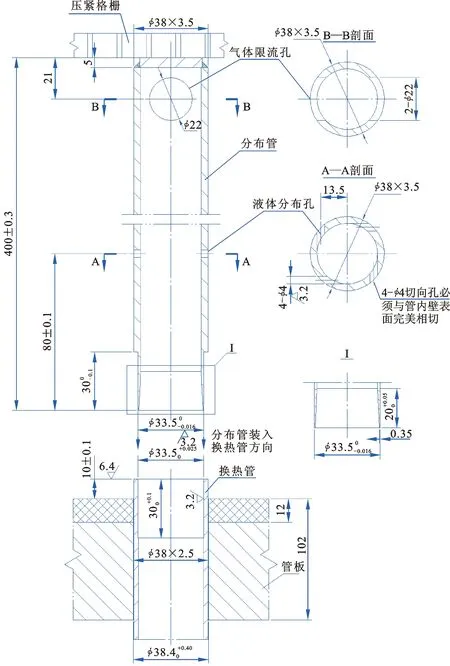
圖1 液體分布管結(jié)構(gòu)
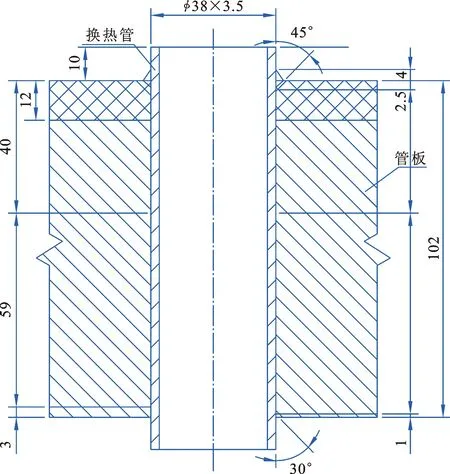
圖2 換熱管與管板連接
試驗(yàn)工裝見圖3。選取與管板同材質(zhì)、同厚度圓形鍛件,按照?qǐng)D中布管圓間距,管孔精度加工10件成品管孔,做出相應(yīng)標(biāo)記。

圖3 試驗(yàn)工裝示意
編號(hào)1-3管孔先鏜孔加工配合面再焊接管頭;編號(hào)4-7管孔先焊管頭再將工件臥放,采用數(shù)控鏜床加工配合面;編號(hào)8-10管孔同樣先焊管頭再將工件立放,采用鉆床鉸孔加工配合面。使用成品分布管與上述管孔進(jìn)行預(yù)裝配試驗(yàn)。
試驗(yàn)表明,焊接會(huì)導(dǎo)致?lián)Q熱管橢圓變形,凡是焊前加工配合面的管孔,焊后均無法裝配,無法達(dá)到分布管的裝配效果,須在焊接后進(jìn)行二次加工。顯然先加工換熱管內(nèi)側(cè)配合面再組焊管頭的工藝方案不適用。
而采用工件立放,使用鉆床鉸孔方案,由于鉆頭剛性較差,導(dǎo)致管孔垂直度較差,分布管預(yù)裝配需使用較大推力,并配合敲擊才能將分布管裝配到位。而拔出分布管時(shí),需兩手配合,邊扭動(dòng)旋轉(zhuǎn)分布管邊加力拔出,同樣不滿足裝配效果。采用工件臥置,數(shù)控鏜床進(jìn)行分布管配合面加工,經(jīng)測(cè)量,管孔直徑均勻,粗糙度達(dá)Ra0.4,分布管預(yù)裝效果較好,滿足裝配要求。
經(jīng)過工藝方案試驗(yàn),擬采用先組焊管頭,再使用數(shù)控鏜床加工換熱管配合面的工藝。
1.2 分布管分布頭配合面加工
1.3 換熱管端部環(huán)向配合面加工
常規(guī)換熱管穿管后,為便于管頭焊接,常采取搖臂鉆床對(duì)過長(zhǎng)換熱管外伸切削加工,手動(dòng)控制鉆頭進(jìn)給,目視達(dá)到要求外伸高度后,停止進(jìn)給,此加工工藝粗糙,精度較差,會(huì)導(dǎo)致?lián)Q熱管外伸高度參差不齊,換熱管管端環(huán)面傾斜。
對(duì)于該產(chǎn)品,要求分布管安裝后絕對(duì)垂直,則必須要求換熱管外伸距離一致,換熱管管端環(huán)面絕對(duì)水平。顯然常規(guī)換熱管平頭加工工藝無法保證換熱管管端配合環(huán)面的加工精度。
對(duì)于存在的問題,進(jìn)行了工藝方案探索實(shí)踐:一種方案是采用盤型銑刀,另一種方案是采用長(zhǎng)桿鉸刀。
由于換熱管平頭操作工序安排在換熱管組焊并貼脹結(jié)束后,此時(shí)管束已組裝結(jié)束,待加工工件尺寸龐大,僅能采用鏜床,工件臥置進(jìn)行平頭加工。可將平頭操作和換熱管內(nèi)側(cè)配合面加工工序合并,同樣采用數(shù)控鏜床,僅是刀具不同而已。工序安排在配合面加工之前。
經(jīng)試制,兩種工藝方案均能保證換熱管外伸平頭加工的精度要求,但最終選擇了盤型銑刀進(jìn)行產(chǎn)品制造。原因主要考慮加工效率的問題,對(duì)于該臺(tái)產(chǎn)品,預(yù)估選擇盤型銑刀8個(gè)工時(shí)即可完成平臺(tái)加工,而采用長(zhǎng)桿鉸刀則需要30個(gè)工時(shí)。長(zhǎng)桿鉸刀需要與換熱管逐根對(duì)中,端面加工逐根進(jìn)行,額外增加了加工耗時(shí)。而盤型銑刀僅需與管板表面一次定位,靠數(shù)控編程走位完成全部換熱管外伸平頭加工。
經(jīng)過工藝方案試驗(yàn),擬采用數(shù)控鏜床,工件臥置,盤型銑刀加工換熱管端部環(huán)向配合面。工序安排在換熱管內(nèi)側(cè)配合面加工工序之前。
2 分布管與換熱管配合面的泄漏檢查
配合面泄漏檢查在分布管現(xiàn)場(chǎng)安裝結(jié)束后進(jìn)行。
管板表面充裝約50 mm高度蒸餾水,計(jì)時(shí)測(cè)量水位下降高度, 2 min后,檢測(cè)剩余液位高度,進(jìn)而判斷泄漏率。經(jīng)實(shí)際監(jiān)測(cè),滿足泄漏率要求。
3 分布管切向孔加工
4-φ4切向孔沿逆時(shí)針方向分布于分布管四周,為達(dá)到降膜反應(yīng)機(jī)理,要求切向孔必須在同一平面內(nèi)與管子內(nèi)壁完美相切。分布管切向孔加工是另一個(gè)關(guān)鍵技術(shù)難點(diǎn)。
為了保證分布管切向孔加工時(shí)不會(huì)橢圓變形,保證鉆孔垂直度,前期進(jìn)行了工裝設(shè)計(jì)和試鉆。
3.1 工裝材料選擇
工裝材質(zhì)選擇45鋼,經(jīng)淬火后硬度達(dá)到HRC55,使用前用鉆頭在工裝表面試鉆,發(fā)現(xiàn)鉆頭打滑,說明工裝硬度與鉆頭硬度相當(dāng),這就保證了即使鉆頭偏鉆,也不會(huì)導(dǎo)致工裝損壞,另外轉(zhuǎn)頭深入工裝φ4導(dǎo)向孔后,由于工裝硬度較硬,并不會(huì)產(chǎn)生過大磨損,保證了分布管切向孔加工的垂直精度。
3.2 工裝結(jié)構(gòu)設(shè)計(jì)
工裝外形呈長(zhǎng)方體,見圖4,根據(jù)分布管外徑尺寸,設(shè)計(jì)φ38直徑中心孔,靠近工裝左側(cè)設(shè)計(jì)直徑φ34定位凸臺(tái),距離工裝端面10 mm。頂部設(shè)置2個(gè)沉頭螺釘孔。根據(jù)理論計(jì)算值,工裝頂部、底部轉(zhuǎn)φ4導(dǎo)向孔。鉆孔及凸臺(tái)加工結(jié)束后,沿中心線采用高精度線切割剖分為上頜、下頜兩部分。
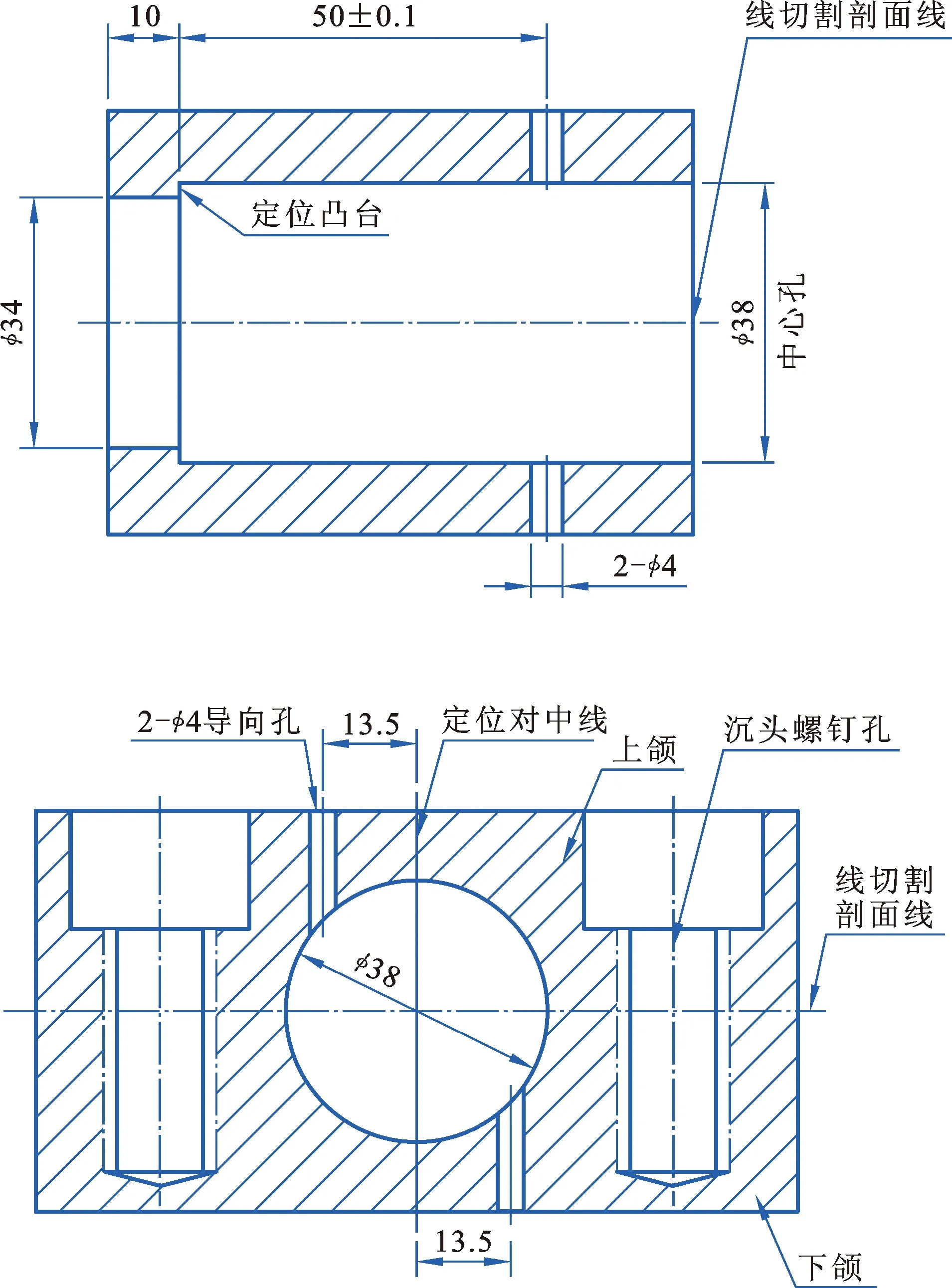
圖4 工裝示意
3.3 產(chǎn)品試制
試制前分布管畫0°、90°、180°、270°四方位對(duì)中線,便于后期與工裝定位對(duì)中。
試鉆前,先調(diào)平鉆床平臺(tái),清理鉆床平臺(tái)表面油污、鐵屑、雜物等,保證臺(tái)面清潔。工裝下頜放置于平臺(tái)表面,分布管放于工裝半圓形凹槽內(nèi),0°與180°對(duì)中線與工裝定位線對(duì)中。左側(cè)10 mm凸臺(tái)面與分布管凸臺(tái)面對(duì)齊,再將上頜與下頜對(duì)中合攏,對(duì)準(zhǔn)沉頭螺釘孔,擰緊沉頭螺釘,切記擰入沉頭螺釘時(shí)應(yīng)分步加力,分序擰入,切不可單側(cè)上緊,不可施加過大過猛扭矩,否則會(huì)造成分布管橢圓變形。用鉆臺(tái)固定楔型鐵壓緊工裝,壓實(shí),保證鉆孔過程中,工裝穩(wěn)定無竄動(dòng)。
前序固定工作完成后,即可開動(dòng)鉆床,進(jìn)行試鉆。鉆頭緩慢下降,對(duì)準(zhǔn)工裝φ4導(dǎo)向孔后,緩慢進(jìn)給,至鉆頭接觸分布管外壁時(shí),單手操作鉆床,另一只手使用注油壺澆注冷卻液冷卻鉆頭。
單面鉆孔結(jié)束后,工裝翻轉(zhuǎn)180°,再鉆對(duì)側(cè)φ4切向孔。兩側(cè)切向孔試鉆結(jié)束后,松開沉頭螺釘,但不完全分離上頜與下頜,此時(shí)分布管沿順時(shí)針旋轉(zhuǎn)90°,分布管90°與270°中心線與工裝定位中心線對(duì)準(zhǔn)。緊固沉頭螺釘,再試鉆剩余2-φ4切向孔,工序與前述一致。分布管與工裝定位固定見圖5。
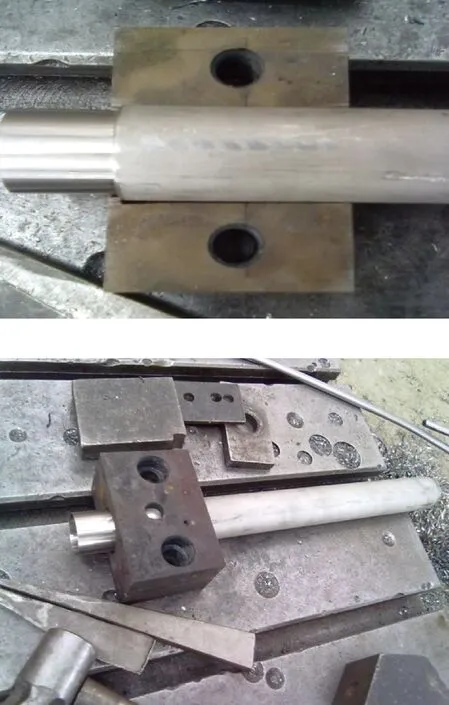
圖5 分布管與工裝定位固定
3.4 分布管4-φ 4切向孔檢查
分布管鉆孔結(jié)束后,使用強(qiáng)光手電從管外沿切向孔射入,目視檢查4-φ4切向孔與分布管內(nèi)壁完美相切。同時(shí)測(cè)量4-φ4切向孔中心距離分布管端面距離分別為80.0、80.2、80.2、80.1,滿足圖紙尺寸精度要求。
3.5 其他
考慮鉆頭磨損,應(yīng)備足備用鉆頭,每加工約80個(gè)切向孔后更換鉆頭。分布管切向孔加工后內(nèi)壁毛刺應(yīng)去除干凈。
4 分布管安裝
分布管出廠前逐根單獨(dú)包裝,設(shè)備吊裝就位后,完成與換熱管安裝工作。
設(shè)備吊裝就位后,進(jìn)行垂直度測(cè)量,可通過增加支座底部墊塊數(shù)量和厚度的方法調(diào)整安裝垂直度。保證換熱管垂直度,保證換熱管外伸端部配合面水平。
安裝前應(yīng)對(duì)分布管逐根檢查,如發(fā)現(xiàn)端部配合面存在變形、劃痕等缺陷,應(yīng)進(jìn)行標(biāo)記,做報(bào)廢處理,更換合格備件。
分布管安裝結(jié)束后,將頂部壓緊格柵安裝就位,完成整個(gè)降膜分布器安裝工作。
5 結(jié)語(yǔ)
分布管的加工制造安裝質(zhì)量對(duì)尿素裝置降膜式中壓分解器的長(zhǎng)周期運(yùn)行非常重要,制造廠應(yīng)充分理解設(shè)計(jì)意圖,制定切實(shí)可行的工藝并嚴(yán)格執(zhí)行和監(jiān)控來滿足設(shè)計(jì)要求。本文結(jié)合實(shí)際工程項(xiàng)目對(duì)分布管的加工制造安裝要點(diǎn)予以了總結(jié),供類似結(jié)構(gòu)設(shè)備加工、制造安裝時(shí)參考、借鑒。
[1] 梁國(guó)斌,曹淑慧.尿素中壓分解器列管泄漏原因分析與對(duì)策[J].大氮肥,2002(1):29-31.
[2] 陳小寧.中壓分解器列管內(nèi)漏工藝分析過程及對(duì)策[J].大氮肥,2003(6):44-45.
[3] 張紅偉.水溶液全循環(huán)尿素工藝中壓分解器的應(yīng)用[J].石油和化工節(jié)能,2013(4):43-46.
[4] 李輝,陳兵.尿素裝置中壓分解器換熱管泄漏原因分析及對(duì)策[J].化工管理,2015(12):141-142.
[5] 周迎新,李亞軍,陳健,呂瑞典,尤文卿.中壓分解器換熱管失效原因分析及對(duì)策研究[J].化學(xué)工程與裝備,2012(8):143-145.
修改稿日期:2016-10-15
Manufacturing Process of the Medium Pressure Distributor of Urea Plant
ZHOU Chuan-feng
(WuhuanEngineeringCo.,Ltd.,WuhanHubei430223China)
Based on the actual production, this paper summarizes the manufacturing process of the urea mid pressure decomposer, with the focuses on the tangential opening, fitting end processing and other key process control measures.It also suggests the use of tooling to ensure the cut to the same size, height and precision hole and the adoption of preload to test the interchangeability of the fitting ends.This research provides a reference for manufacturing the equipment with the similar structure in the future.
urea plant; distribution pipe; tangential opening; tooling;
周傳峰(1986年-),男,河南新鄉(xiāng)人,2011年畢業(yè)于大連理工大學(xué)化工機(jī)械專業(yè),碩士,工程師,現(xiàn)主要從事化工設(shè)備設(shè)計(jì)工作。
10.3969/j.issn.1004-8901.2016.06.014
TQ 441.41
B
1004-8901(2016)06-0046-04
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52