熔模鑄件旋轉澆注設備改制與試驗
2016-12-30 01:13:10陳玉蓮楊進
中國鑄造裝備與技術 2016年4期
關鍵詞:設備
陳玉蓮,楊進
(1.貴州醫科大學,貴州貴陽 550004;2.湖北汽車工業學院,湖北十堰 442002)
熔模鑄件旋轉澆注設備改制與試驗
陳玉蓮1,2,楊進2
(1.貴州醫科大學,貴州貴陽 550004;2.湖北汽車工業學院,湖北十堰 442002)
本實驗將旋轉澆注設備推廣到熔模鑄造生產應用中,將離心鑄造機改制為適合熔模鑄造旋轉澆注的設備。以ZL101合金為原材料,利用此設備制備試樣,并對試樣進行斷面觀察和組織分析。結果表明,進行旋轉澆注可使熔模鑄造ZL101合金晶粒細化,共晶硅的分布更加均勻、細小,同時進一步促進縮松向縮孔轉化的趨勢。
熔模鑄造;旋轉澆注;組織
鋁合金鑄件由于力學性能好、耐腐蝕性好及生產成本低等特點被廣泛應用于航空、航天及汽車領域[1,2]。但是鋁合金鑄件的枝晶組織都比較粗大,特別是早期凝固形成的二次枝晶壁間距在凝固后期會變粗大,而二次枝晶壁間距的大小對成份偏析、縮松及微裂紋等鑄造缺陷有著直接的影響[3,4]。旋轉澆注技術是指通過金屬液澆注和凝固過程中旋轉鑄型產生攪動,使已凝固枝晶破碎,形成更多的有效晶核,細化晶粒。熔模鑄造采用熱型澆注,導致晶粒粗大,通過澆注過程中旋轉熔模型殼,達到細化晶粒,除氣除渣,改善金屬液質量,提高性能的目的。本課題結合熔模鑄造的特點,改進現有的離心鑄造機,實現在熔模鑄造過程中的旋轉澆注,初步研究旋轉澆注的工藝對質量和組織的影響。
1 旋轉澆注設備的改進
1.1 旋轉澆注設備改進的意義
本實驗主要是將旋轉澆注設備推廣到熔模鑄造生產應用中。旋轉澆注是指通過金屬液澆注和凝固過程中旋轉鑄型產生攪動,使已凝固枝晶破碎,形成更多的有效晶核,細化晶粒。而離心鑄造正是金屬鑄型在旋轉下進行澆注,基于此我們將對離心鑄造機進行改進,將金屬鑄型化為熔模型殼,即熔模鑄造和離心鑄造兩種工藝相結合。這樣可以降低金屬鑄型加工的成本,使得生產更加靈活,同時解決熔模鑄造自身容易產生粗大的樹枝晶體問題,探討能否達到細化晶粒從而提高鑄件的性能,達到節能減排,實現輕量化的目的。
1.2 旋轉澆注設備的預期功能
(1) 通過對立式離心鑄造設備的改進,滿足金屬在旋轉過程中澆注,所以設備的首要條件是轉速可調;
(2)其次是設備能夠便于定位,同時滿足不同類型的型殼;
(3)最后,能夠保證澆注的安全性。
1.3 現有設備分析
現有的離心鑄造機(型號為HW01),該離心鑄造機配備有三相異步電機、變頻器。其工作過程為:存放鑄型部分的工作臺與主軸相連,電動機通過帶輪驅動主軸,帶動工作臺一起轉動。而整個工作臺的轉速的調整可以通過變頻器來實現。由于該設備主要是用于硅橡膠模具或石膏型模具,而熔模鑄造通常是利用型殼來成型的,所以基于此特點必須對工作臺部分重新設計。原設備的外形尺寸為:780 mm×540 mm×1 080 mm,轉速調節范圍為:0~1 400 r/min,電源電壓要求為:380 V、頻率為50 Hz,采用三相四線方式供電。該設備的結構簡圖如圖1所示。
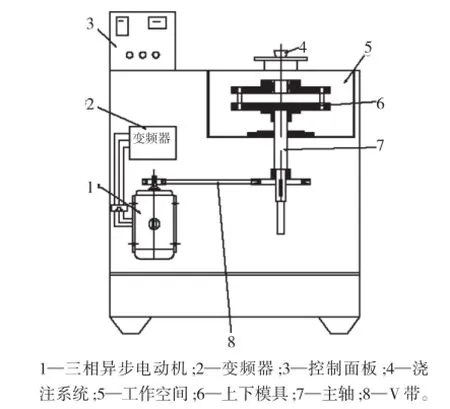
圖1 離心鑄造機的結構簡圖
1.4 設備改進方案
原始設備的最大工作空間為:450 mm× 450 mm×180 mm;與轉軸的連接為6個M8的內六角螺紋連接。工作空間的高度方向是不受機蓋自身的約束限制,所以拆去機蓋后,則優先考慮的是工作空間底面的面積。
1.4.1 方案一
Rushil Décor成立于1993年,用桉木和高齡芒果木生產MDF。除了生產MDF外,它還生產裝飾用高壓層壓板,并出口到36個國家。
矩形底面的工作空間,其底面尺寸為350 mm ×150 mm,在寬度方向可以依靠間隙進行粗略定位,長度方向可以通過設置螺旋螺桿推動擋板運動,進行調整其在長度方向的位置,然后利用6個M8的內六角螺紋與轉軸相連。所以設置后其零件圖如圖2、圖3,以及裝配后如圖4所示。
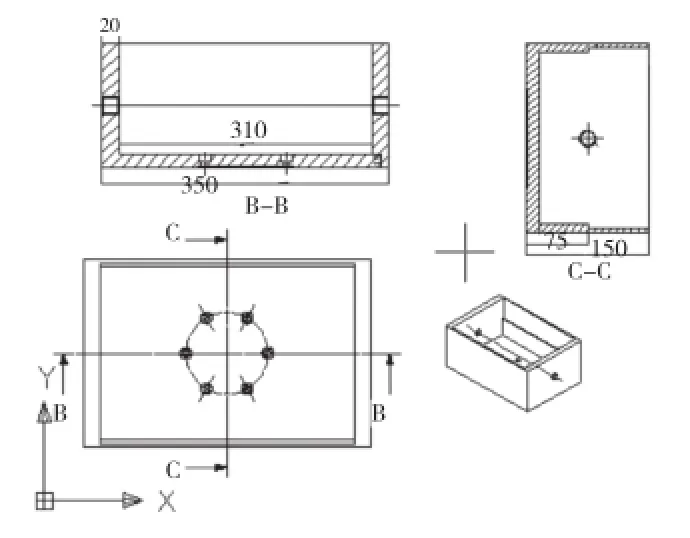
圖2 底箱的二維圖
分析比較得出,從外形上看該底箱為矩形,其旋轉過程中會帶來旋轉面積變化不均,同時各個部分的旋轉速度不均,造成工作過程中容易產生偏心,不利于澆注金屬液;同時從定位上來說,它具備了一定的定位要求,定位較方便,但是定位精度不便于控制,在轉速過高的狀態下容易產生側滑,使型殼所受的振動較大,容易破壞型殼。所以放棄了此方案。
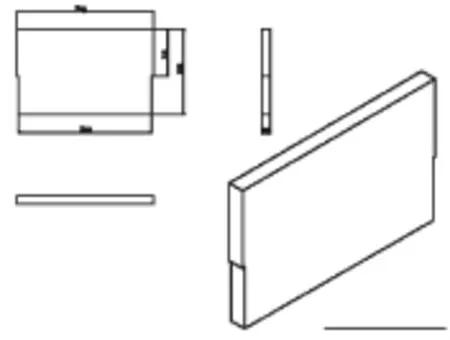
圖3 擋板的二維圖
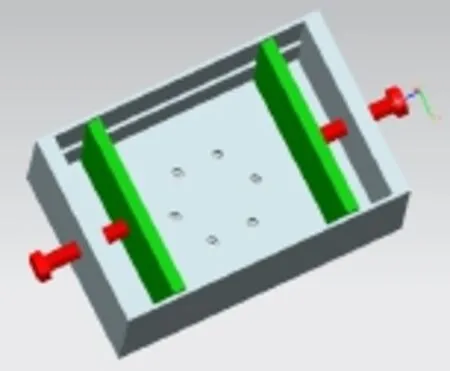
圖4 裝配后的三維示意圖
1.4.2 方案二
為了充分利用原始設備的工作空間,將設備的工作空間改為直徑為400 mm的底箱,通過M8的螺紋孔與轉動主軸相連,以及通過底部的凹槽實現定位。同時為了減少對型殼的振動,所以通過埋砂的方式對其內的型殼進行固定。修改后其零件圖如圖5所示。

圖5 底箱二維圖
由于實際加工此底箱方法有兩種形式:
其一,采用鑄造方式,但是無法保證底箱側壁與底盤的垂直度,同時尺寸精度不高,且不經濟;
其二,直接購買一些扎制的空心管材,以及板材,通過機械加工的方式將板材加工為一定規格的箱底板,將管材加工為一定規格的側壁。通過焊接或者螺紋的方式實現底板與側壁連接。
1.5 設備的安裝及調試狀況
(1) 首先將桶與底板通過8個M6的內六角螺釘連接;然后將底盤放在主軸上,通過直徑為118 mm,深度為8 mm的槽與主軸定位,通過均布的6個M8的內六角螺釘與主軸連接。
(2) 由于底箱較重,所以在工作過程中轉速不宜過高,否則會在工作過程中造成轉速不穩,同時噪音過大。
實際試驗過程中設備工作的場景如圖9所示。
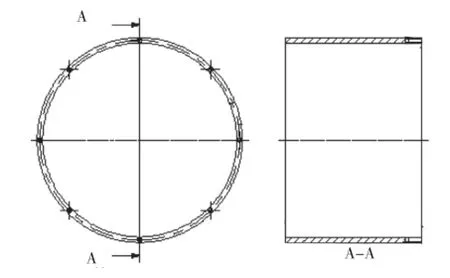
圖6 桶的二維圖
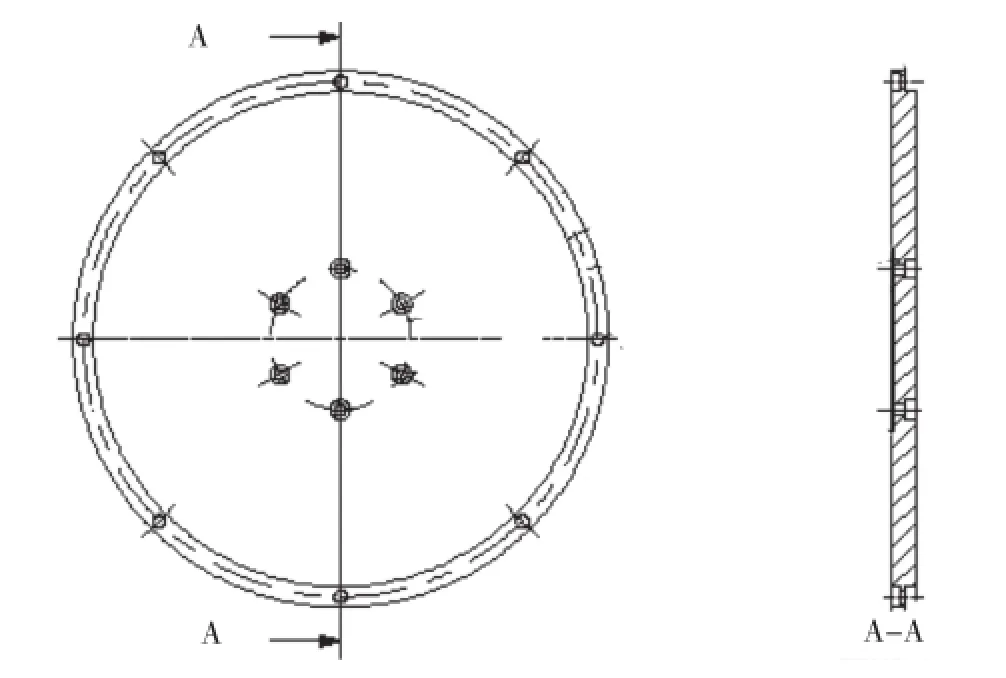
圖7 底盤的二維圖
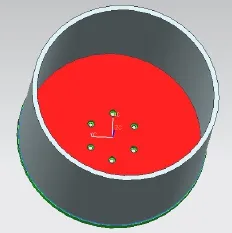
圖8 裝配以后的三維圖
2 旋轉澆注ZL101熔模鑄件試驗
2.1 試驗方法
首先制備熔模鑄造殼型,將殼型焙燒后放置在旋轉澆注設備底盤上。熔煉ZL101鋁合金(化學成份見表1)澆注至殼型中,金屬液凝固后,落砂清理鑄件。采用兩種澆注方法,一種為重力澆注,一種為轉速80 r/min的旋轉澆注,對比兩種鑄件的縮孔縮松和組織。
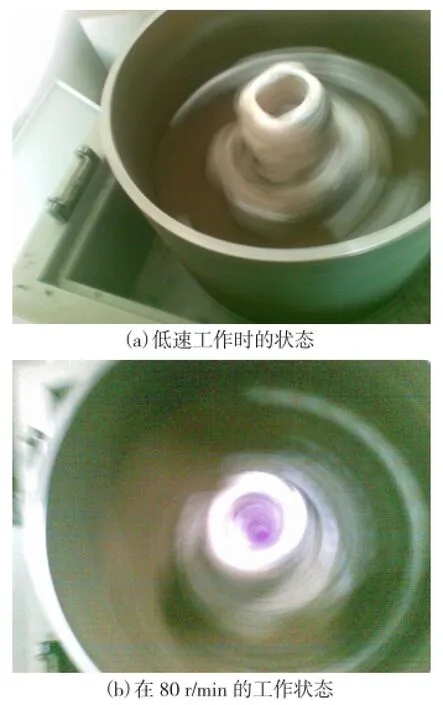
圖9 設備工作場景

表1 試驗用ZL101化學成份 (%)[5]
試驗材料采用 ZL101 鋁合金,其凝固溫度區間 為 555~615 ℃[5]。 其 化 學 成 分 如 表 1 所示。
2.2 ZL101鑄件表面形貌觀察
從鑄件中心將零件剖開以后,其斷面如圖10示。
從圖10可以看出,在旋轉條件下,鑄件中心有集中的縮孔,而不旋轉的條件下沒有出現集中的縮孔現象。這表明在合金收縮一定的條件下,不旋轉更傾向于縮松分布;而旋轉條件,更傾向于縮孔分布。
2.3 ZL101鑄件組織分析
圖11可以看出旋轉與不旋轉相比,旋轉可以細化基體,同時也可以改善共晶硅的形態分布。不旋轉條件下,可以看到α-Al呈粗大的樹枝晶,同時共晶硅分布不均,呈塊狀。80 r/min的條件下可以看到α-Al枝晶明顯細化,同時共晶硅呈短桿狀。旋轉澆注會不同程度地細化α-Al枝晶,使得α-Al枝晶間距減小;與此同時旋轉澆注還會細化了共晶硅,使得共晶硅更傾向于向短桿狀、點狀發展,其共晶硅的分布趨于均勻化。

圖10 鑄件剖切后表面形貌
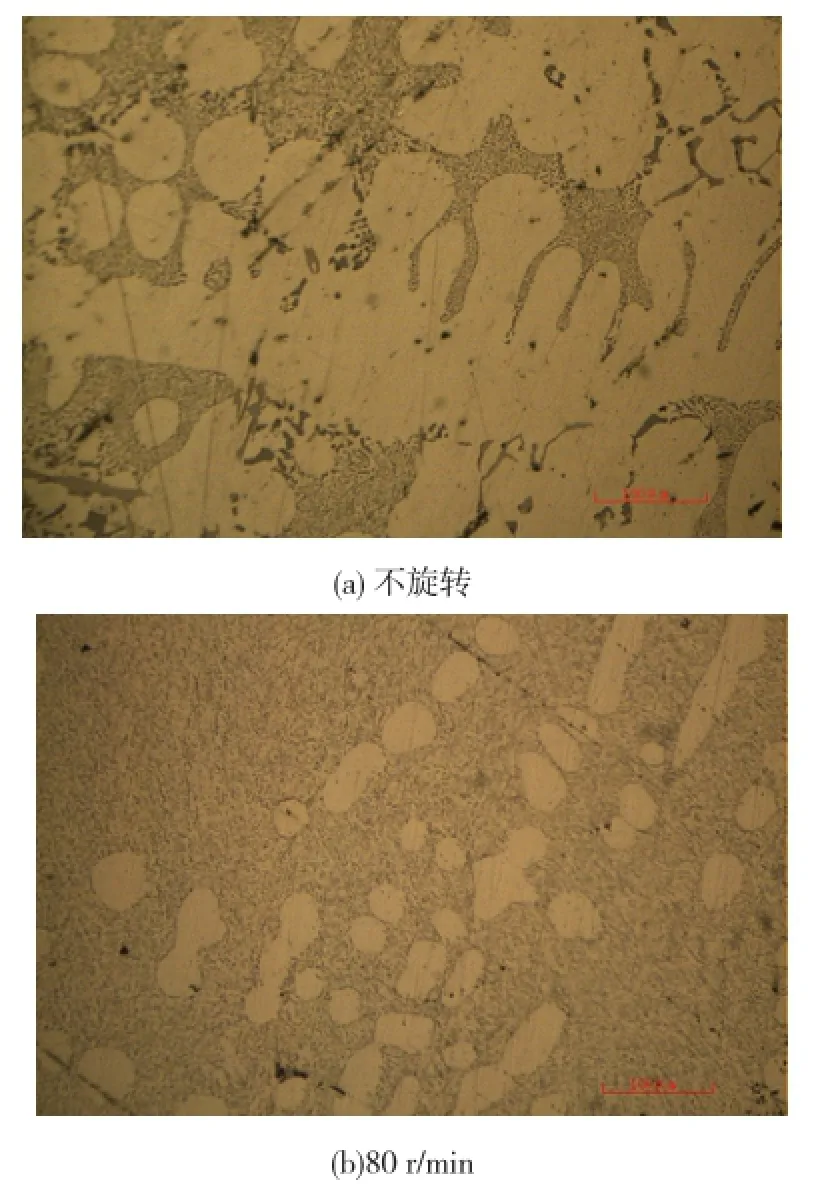
圖11 ZL101鑄件金相組織
3 結論
將離心澆注設備改制為熔模鑄造旋轉澆注設備,基本上成功實現了熔模鑄造殼型的放置與固定。
旋轉澆注與未旋轉澆注對比,可以明顯地細化共晶硅以及α-Al,組織分布更均勻。
對于ZL101而言,旋轉澆注能夠促進縮松向縮孔轉化。
[1] 范金輝,翟啟杰.物理場對金屬凝固組織的影響[J].中國有色金屬學報,2002,12(1):11-17.
[2] O.V.Abramov.Ultrasound in liquid and solid metals[M].New York:CRC Press,1994:24-97.
[3] G.Marcel.Electromagnetic processing of liquid materials in Europe[J].ISIJ International,1990,30(3):1-7.
[4] 張偉強,金屬電磁凝固原理與技術[M].北京:冶金工業出版社,2004:240-312.
[5] 孫玉福. 新編有色金屬材料手冊[M]. 北京: 機械工業出版社, 2010.
Equipment restructuring and experiment of rotary pouring for investment casting
CHEN YuLian, YANG Jin
(1.Guizhou Medical University, Guiyang 550004,Guizhou,China; 2.Hubei University of Automotive Technology, Shiyan 442002,Hubei,China)
In this experiment, the rotary casting equipment was extended to the application of investment casting production, and the centrifugal casting machine was reformed into rotating casting equipment for investment casting.ZL101 alloy was used as raw material, the samples were made by this equipment, and the section of samples were observed and micro-structure of samples were analyzed. The results show that the ZL101 alloy grain refinement can be refined by rotating casting;The distribution of eutectic silicon is more uniform and smaller; The trend of shrinkage to shrinkage transformation was further promote.
investment casting;rotary pouring;microstructure
TG249.5;
A;
1 006-9 658(201 6)04-0091-04
10.3969/j.issn.1 006-9 658.2016.04.026
湖北省教育廳科學技術研究計劃指導性項目(B類)(B20122302);湖北省教育廳青年教師深入企業千人計劃(XD2010355)
2016-01-22
稿件編號: 1601-1225
陳玉蓮(1982—),女 ,碩士,講師,主要研究方向是鋁合金組織和性能的改善與提高.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
