全自動殼型鑄造生產線
2016-12-30 01:13:09李明吳向軍張東陽
中國鑄造裝備與技術 2016年4期
關鍵詞:區域
李明,吳向軍,張東陽
(1.中國汽車工業工程有限公司,天津 300113;2.中鐵山橋集團有限公司,河北秦皇島 066205)
全自動殼型鑄造生產線
李明1,吳向軍2,張東陽1
(1.中國汽車工業工程有限公司,天津 300113;2.中鐵山橋集團有限公司,河北秦皇島 066205)
闡述了殼型鑄造裝備的升級方案,并為實現殼型鑄造自動化、無人化生產提出了具體措施。全自動殼模鑄造生產線由制殼機及機器人合模系統、存儲立體庫及輸送系統、自動下殼機、造型及鐵丸冷卻系統、自動取鑄件機械手及相關輔助設施組成,生產效率150件/h,工藝流程均實現了自動化。
殼型鑄造;生產線;自動化
0 前言
隨著社會人力成本的提高,和對鑄造產品的嚴格控制,鑄造企業越來越關注鑄造裝備的自動化程度。自動化,智能化是鑄造裝備發展的趨勢,也是建立鑄造數字化工廠的前提和基礎。作為鑄造裝備供給側的工作者,我們對殼型鑄造裝備就自動化、無人化生產方向進行研究和實踐。
1 殼型鑄造裝備現狀
殼型鑄造獲得的鑄件輪廓清晰,表面光潔,尺寸精確,使得殼模鑄造成為鑄造工藝的一大特色版塊。目前,殼型鑄造工藝單機設備日趨完善,例如制殼機、合模工作臺、造型及鐵丸冷卻系統等,但由于物流轉節點的復雜性,導致各工藝設備相對孤立,未能實現裝備自動化。其人工參與的工藝環節具體表現在:
(1)在模片制作階段,需要人工搬運模片下件,并檢查形狀輪廓。
(2)在殼模合型階段,需要人工涂膠、搬運和合型。
(3)在殼模存儲階段,采用積放輸送或地攤放置方式,需要人工搬運殼模。
(4)在殼模下芯階段,需要人工搬運并精確放置殼模。
(5)在落砂階段,需要人工操作機器取、放鑄件。
2 總體方案和具體措施
殼模鑄造生產線范圍分為制殼區域、存儲區域、造型區域和落砂區域,平面布置圖見圖1。針對不同區域人為參與的工藝環節,我們進行了重新布局,并設置合理的物流設備銜接工藝單機設備,來實現殼型鑄造生產線的自動化、無人化。具體措施如下:
(1)制殼區域采用視頻識別,自動進行殼模形狀輪廓檢查;利用工業機器人進行涂膠、搬運、合型等工作。
(2)存儲區域采用立體庫調節殼模的供需關系,并利用堆垛機和輥道配合進行輸送、調度殼模。
(3)造型區域殼模下芯處,設置自動下殼機來定位、搬運殼模并精確放置在砂箱合適位置。
(4)落砂區域設置自動取鑄件機械手作為殼型鑄造生產線與鑄件后續處理的物流接入口。
3 全自動殼型鑄造生產線組成及其物流轉節點
全自動殼模鑄造生產線由制殼機及機器人合模系統、存儲立體庫及輸送系統、自動下殼機、造型及鐵丸冷卻系統、自動取鑄件機械手及相關輔助設施組成。
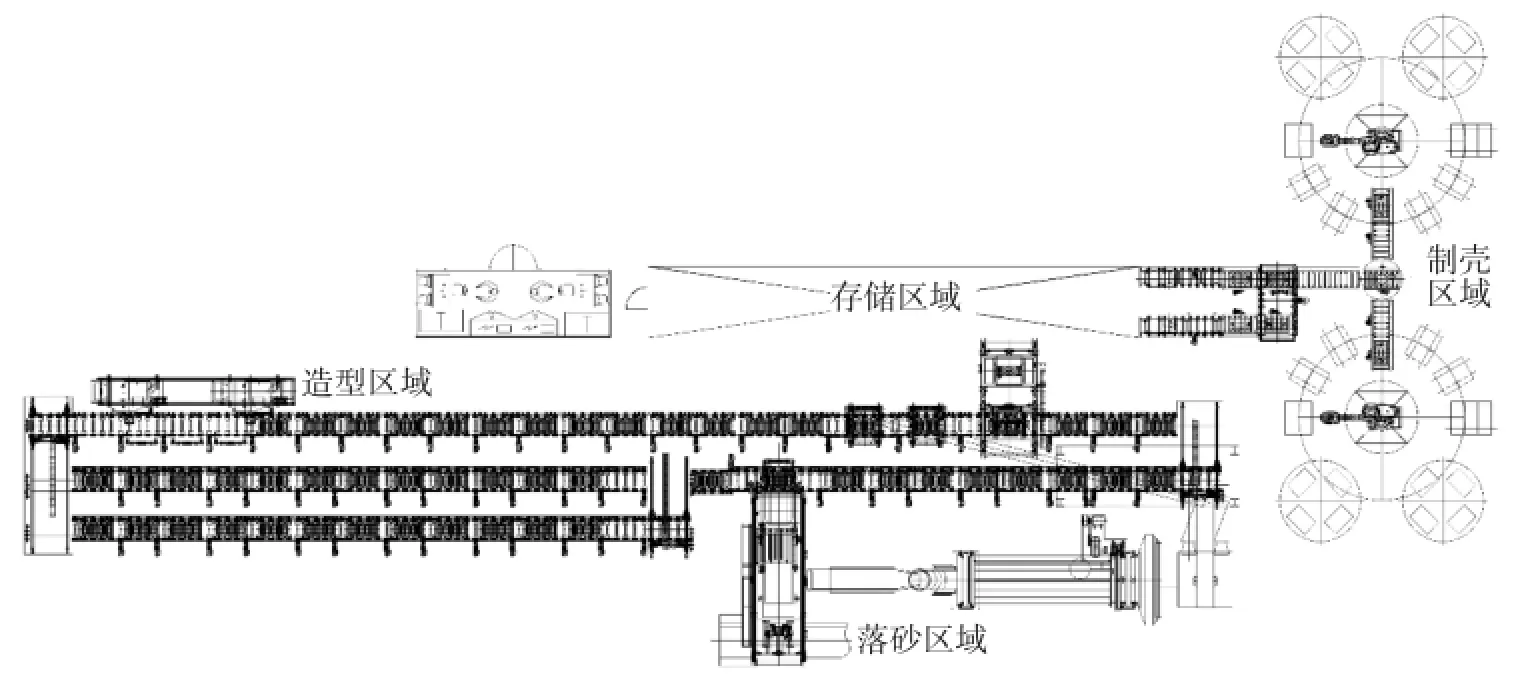
圖1 全自動殼模鑄造生產線平面布置圖
3.1 制殼機及機器人合模系統
制殼區域溫度較高,并伴有刺激性氣味,現場工人勞動環境惡劣。引入視頻識別和工業機器人后,將解放該區域的生產工人,提高裝備的自動化程度,同時也提高了制殼效率。
制殼機及機器人合模系統位于制殼區域,主要由工業機器人、制殼機、合模工作臺和視頻識別裝置等組成,用于制造完整的殼模,見圖2。由制殼機制造出下模,搬運機器人利用專用夾具夾持模片,取出并旋轉翻身放置在檢測工位;視頻識別裝置對其下模形狀輪廓進行鑒定,待結果合格后,搬運機器人移動下模放置在合模工作臺上;隨后涂膠機器人對下模凹槽進行涂膠,涂膠整齊均勻;同時制殼機已生產出上模,并由搬運機器人取出;待上模鑒定檢查合格后,移至合模工作臺進行合型;隨后合模工作臺將上、下模進行壓制,數秒后,一個完整的殼模制造完成,并由搬運機器人取出,放置在后續物流設備上。

圖2 制殼機及機器人合模系統
采用工業機器人進行殼模搬運、涂膠和合型,并配合視頻識別檢測,實現了制殼區域的自動化,其優點在于:
(1)減少了現場工人簡單重復的工作,并減輕了工作強度。
(2)防止工人在搬運過程中損壞模片,有利于提高殼模合格率。
(3)提高了殼模形狀檢測的準確性。
(4)機器人涂膠整齊均勻,質量可靠。
(5)殼模合型精度高。
(6)提高了制殼效率。
3.2 存儲立體庫及輸送系統
由于制殼和造型生產效率不一致,導致需要現場進行殼模的緩存。傳統緩存方式一般采用地攤式放置或者積放輸送,缺點在于占地面積大并且不能保證殼模先進先出。引入存儲立體庫及輸送系統后,利用堆垛機配合輥道輸送,將大大提高設備的自動化程度,并強化對殼模的管理。
存儲立體庫及輸送系統位于存儲區域,作為中間物流環節,主要由立體倉庫、堆垛機、輥子輸送機等組成,用于殼模的緩存和輸送,并匹配制殼和造型的生產效率,見圖3。采用存儲立體庫及輸送系統,其優點在于:
(1)采用立體倉庫,使用更小的占地空間,擁有更大的存儲容量。一般來說,自動化高架倉庫的空間利用率為普通存儲設備的5倍,這是相當可觀的。
(2)由于傳統殼模自動化輸送設備提供的品種單一,致使造型線只能生產與之相對應的鑄件,靈活度不夠。引入立體倉庫后,允許一條造型線對應數臺制殼機進行生產,并且數臺制殼機可以同時生產相同或不同類型的殼模,極大地擴展了生產調度的靈活性。
(3)當殼模過量時,系統可以吸收多余的殼模,儲存在立體倉庫中;當殼模供不應求時,系統取出存貨,補充足量的殼模供往造型系統。殼模存儲立體庫及輸送系統建立了制殼區域和造型區域的物料緩沖地帶,不斷地調節殼模數量,實現供需平衡。
(4)殼模存儲立體庫及輸送系統是個高度機械自動化的系統:堆垛機存、取貨;輥道自動輸送,極大地降低了工人勞動強度,提高了生產效率,改善了勞動環境。由于減少了人為環節,殼模變形、破損的可能性大大減少,殼模尺寸精度和成品率提高,從而提高了鑄件質量。
3.3 自動下殼機
由于殼模長度方向尺寸大,工人在搬運殼模并精確放置到砂箱時,非常不方便,甚至有時需要小范圍調整位置,會因野蠻操作會損壞殼模,因此引入自動下殼機,替代工人復雜的勞動,非常有必要,同時也能提高下殼效率。
自動下殼機位于造型區域下芯處,每次搬運6組殼模,采用全自動方式運行,主要由出殼輥道、頂升裝置、垂直升降裝置、同步機械手、水平移動裝置、固定機架等組成;用于搬運殼模并精確放置在砂箱內部指定位置,見圖4。
出殼輥道輸送滿框殼模過來,頂升裝置頂出殼模并定位,同步機械手張開并同時鉗住6組殼模,在垂直升降裝置的作用下,提升脫離殼模框;隨后水平移動裝置將殼模轉運至造型輸送線砂箱上方;垂直升降裝置平穩下降,利用同步機械手精準地將殼模放置在砂箱內部定位槽。
3.4 造型及鐵丸冷卻系統
造型及鐵丸冷卻系統位于造型區域,已實現全自動運行,主要由震動造型機、雨淋加鐵丸裝置、自動輸送線、轉運車、翻箱機、三回程冷卻滾筒和振動輸送機等組成;用于均勻布料、震動造型、自動澆注、通廊冷卻、翻箱落砂、鐵丸冷卻及輸送等工藝環節,見圖5。
3.5 自動取鑄件機械手
傳統取鑄件方式采用人工操作機器來完成,但落砂區域環境惡劣,有大量的粉塵和高溫煙氣,影響工人的健康,因此引入自動取鑄件機械手,解放該處操作工人,并提高落砂效率。
自動取鑄件機械手位于落砂區域,每次取出六組鑄件,采用全自動方式運行,主要由接箱裝置、翻轉裝置、推送裝置、機械手、垂直升降裝置、水平移動裝置、固定機架等組成;用于翻箱落砂后,鑄件的自動抓取,并按順序放置在適當位置,見圖6。

圖3 存儲立體庫及輸送系統
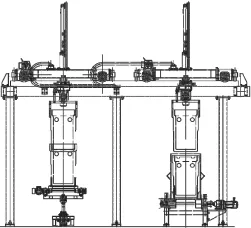
圖4 自動下殼機

圖5 造型及鐵丸冷卻系統
造型系統末端翻箱機將冷卻完成的鑄件和鐵丸在落砂區域從砂箱中卸出;滾燙的鐵丸經過格子柵格進入冷卻系統,而炙熱的六組鑄件斜置在接箱裝置的固定單元格中;隨后翻轉裝置將鑄件翻轉至水平,并被推送裝置移動到合適位置;機械手下降勾住鑄件并使眾多鑄件對齊;隨后在垂直升降裝置和水平移動裝置作用下,機械手移動將其放置在鑄件后處理系統物流輸送機上。
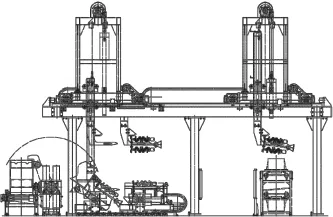
圖6 自動取鑄件機械手
4 實施效果及結語
該殼型鑄造生產線用于生產發動機曲軸,效率150件/h,工藝流程均實現了自動化。目前裝備現已投入使用,并得到業主認可和好評。
[1] 金永錫.發動機曲軸鑄件鑄造工藝 [J].現代鑄鐵,2001(4):29-34.
[2] 趙瑛、陳劍等.自動化立體倉庫在砂芯儲存輸送系統中的應用
[J].中國鑄造裝備與技術,2009(2):46-47.
Automatic shell casting production line
Li Ming1,WU XiangJun2,ZHANG DongYang1
(1.Automotive Engineering Corporation, Tianjin 300113,China; 2.China Railway Shanhaiguan Bridge Group Co.,Ltd.,Qinhuangdao 066205,Hebei,China)
This paper expounds the upgrading scheme for the equipment of Shell Casting and produces the concrete measures to Realization of the automation and unmanned of the Shell Casting.Automatic Shell casting production line is composed of shell making machine and mould assembling system, stereo storehouse and transport system, automatic shell- Handling machine, molding machine and shot iron cooling system, automatic manipulator for taking castings and related facilities. Meanwhile the productivity is 150 pieces per hour, and the process realizes automation.
shell casting ; production line ; automation
TG233;
A;
1006-9658(201 6)04-008 0-04
10.3969/j.issn.1 006-9 658.2016.04.022
2016-03-16
稿件編號: 1601-1292
李明(1982—),男,工程師,主要從事鑄造設備研究及鑄造車間設計..
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15
