長(zhǎng)春地鐵車體制造技術(shù)
2017-01-09 08:15:11劉廣達(dá)長(zhǎng)春軌道客車股份有限公司
電子制作 2016年22期
關(guān)鍵詞:焊縫
劉廣達(dá) 長(zhǎng)春軌道客車股份有限公司
長(zhǎng)春地鐵車體制造技術(shù)
劉廣達(dá) 長(zhǎng)春軌道客車股份有限公司
長(zhǎng)春地鐵是某公司為適應(yīng)東北地區(qū)氣候環(huán)境,而最新設(shè)計(jì)的城市軌道車輛。該車型的車體結(jié)構(gòu)為鋼鋁混合結(jié)構(gòu),該結(jié)構(gòu)技術(shù)要求高,制造難度大。經(jīng)過長(zhǎng)期試驗(yàn),終于摸索出了一套車體制造技術(shù),使得該車型車體順利生產(chǎn)出來(lái)。
車體制造
1.車體結(jié)構(gòu)
1.1 主要特點(diǎn)
底架、側(cè)墻、車頂、前后端墻為鋁型材組焊結(jié)構(gòu)。牽引梁、枕梁為鋼板焊接而成的鋼模塊。由于受基建條件限制,車高為2410mm,車體最大寬度2800mm,車體斷面尺寸非常小。
1.2 結(jié)構(gòu)參數(shù)(表1)

表1 長(zhǎng)春地鐵車體主要參數(shù)
2.制造難點(diǎn)
車體制造難點(diǎn):
(1)底架制造。底架為鋼鋁混合鉚接結(jié)構(gòu),對(duì)底架的平面度、寬度、直線度要求極高,是車體制造的難點(diǎn)之一。
(2)車體形狀及斷面尺寸的控制。車體斷面尺寸影響內(nèi)裝件的安裝;車體形狀直接關(guān)系到車門的安裝調(diào)試;窗口的平面度關(guān)系到車窗的安裝及美觀;同時(shí),車體形狀的控制也是基建限界的需要。
3.工藝措施
車體組成制造工藝順序?yàn)椋孩俚准芙M對(duì)落車。②組對(duì)側(cè)墻,調(diào)整門口。③組對(duì)車頂。④組對(duì)端墻。⑤車體焊接、小件焊接。⑥車體調(diào)修交檢。
針對(duì)車體的制造難點(diǎn),經(jīng)過長(zhǎng)期試驗(yàn),總結(jié)了如下工藝方法。
3.1 底架制造
從車體制造組成的工順序來(lái)看,底架為車體組成的第一道工序,是整個(gè)車體制造的基準(zhǔn),是車體強(qiáng)度的基礎(chǔ);同時(shí),也是后續(xù)車體稱重、裝配落車的基準(zhǔn)。因此,底架的制造質(zhì)量,是整個(gè)車體結(jié)構(gòu)制造的關(guān)鍵,也是整臺(tái)車制造的關(guān)鍵。
底架長(zhǎng)約19m,寬約2.6m,整體結(jié)構(gòu)為鋼鋁鉚接的混合結(jié)構(gòu)。其中,地板與底架邊梁為鋁型材焊接結(jié)構(gòu),牽引梁、枕梁為鋼模塊結(jié)構(gòu)。枕梁、牽引梁與底架邊梁鉚接到一起。由于牽引梁、枕梁與底架邊梁鉚接到一起,根據(jù)鉚接技術(shù)條件,要求折兩個(gè)部件的鉚接貼合面的間隙不允許超過1mm,這就意味著底架邊梁與地板組合焊接后,底架寬度不能超過公差要求2mm,單側(cè)底架邊梁垂直度不能超過1mm,地板平面度不能超過2mm,這也就大大的增大了底架的制造難度。
為保證底架的制造要求,在牽引梁、枕梁制造的過程中留加工余量。在組焊完成后,對(duì)枕梁、牽引梁的寬度,以及與底架拉鉚的貼合面進(jìn)行機(jī)械加工,從而保證枕梁、牽引梁的寬度,以及與底架鉚接的貼合面完全符合圖紙要求。
由于鋁底架尺寸精度要求高,因此一步制造完成鋁底架難度較大。為了保證鋁底架的制造精度要求,將鋁底架的制造分成兩個(gè)模塊完成,首先是鋁地板的制造;其次,是邊梁與地板的合成焊接。
對(duì)于地板的制造,最重要的就是要保證地板焊接后的平面度要求。為保證地板焊接后的平面度要求,在工裝壓緊上采用液壓工裝壓緊,增加壓緊力;同時(shí),在地板組對(duì)的中間型材上通長(zhǎng)放置1噸長(zhǎng)壓鐵,增加壓緊力。為防止焊接后地板變形,在地板正裝組對(duì)時(shí),在地板橫斷面上預(yù)制10mm焊接反變形,使地板在組對(duì)時(shí)橫斷面上形成一個(gè)拱橋形。在地板焊接時(shí)采用雙槍自動(dòng)焊同時(shí)對(duì)稱焊接,焊接順序?yàn)橄群附油鈧?cè)兩條焊縫,再焊接內(nèi)側(cè)兩條焊縫;并且,內(nèi)外兩條焊縫的焊接起始位置顛倒。在地板反裝焊接時(shí),無(wú)需再預(yù)制焊接反變形,只需使用液壓工裝對(duì)地板壓緊即可。焊接時(shí),依舊使用雙槍自動(dòng)焊同時(shí)對(duì)稱焊接,焊接順序?yàn)橄群附油鈧?cè)兩條焊縫,再焊接內(nèi)側(cè)兩條焊縫。采用以上工藝手段可以保證地板平面度滿足圖紙要求。
對(duì)于邊梁與地板的合成焊接,最重要的就是保證合成焊接后的鋁底架整體寬度。由于地板和邊梁為插接結(jié)構(gòu),在寬度方向可調(diào)節(jié)量較大,在組對(duì)鋁底架時(shí),整體寬度上每側(cè)邊梁平行放寬2mm,使用液壓工裝壓緊邊梁,并且在底架中間通長(zhǎng)放置1噸長(zhǎng)壓鐵,使用雙槍自動(dòng)焊同時(shí)對(duì)稱焊接即可。鋁底架焊接完成后,對(duì)其進(jìn)行機(jī)械加工,保證鉚接位置的準(zhǔn)確。加工完成后,對(duì)底架進(jìn)行牽引梁、枕梁的鉚接。通過以上的種種工藝方法和措施,最終保證了底架的制造精度。
3.2 車體形狀及斷面尺寸控制
車體的形狀及斷面尺寸的控制,需要通過對(duì)各大部件的尺寸控制,以及總組成時(shí)的工藝方法來(lái)保證[1]。
在車體總組成前,需要對(duì)各個(gè)大部件的尺寸進(jìn)行復(fù)檢,大部件必須滿足圖紙尺寸要求。在車體總組成時(shí),首先組裝側(cè)墻,以車體底架上的門口中心和窗口中心為定位基準(zhǔn),從車體中心向兩端開始依次組對(duì)側(cè)墻。組對(duì)完畢后,用工裝進(jìn)行固定支撐,使用側(cè)墻定位裝置將側(cè)墻連接成一體 。由于受車體整體撓度的焊接影響,側(cè)墻門口處需要整體向外支撐出3mm的焊接反變形量。安裝車頂,安裝車頂以窗口中心為定位基準(zhǔn),同時(shí)要注意保證車頂兩端與側(cè)墻兩端的外側(cè)面保持一致。調(diào)整車體形狀輪廓,保證側(cè)墻的整體直線度在3mm以內(nèi)。車體斷面控制示意如圖1所示。組裝端墻,組裝端墻時(shí)以端門中心為定位基準(zhǔn),同時(shí)兼顧端墻與底架端梁的垂直度要求。通過,以上的方法可以在車體總組成焊接后保證車體形狀及斷面尺寸。
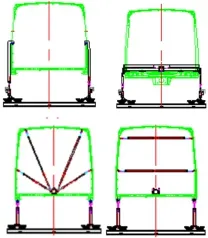
圖1 車體斷面控制裝置示意圖
4.結(jié)束語(yǔ)
通過采用以上工藝措施,長(zhǎng)春地鐵車體的各相關(guān)尺寸、行位公差得到有效控制,達(dá)到了設(shè)計(jì)及工藝要求,產(chǎn)品質(zhì)量得到了有效保證。
[1]王炎金.鋁合金車體焊接工藝[M].北京:機(jī)械工業(yè)出版社,2010.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
