電機轉子拋光機結構與電氣系統設計
2017-01-09 05:33:36朱海燕張今朝鄔偉奇雷曉鈞
實驗技術與管理 2016年12期
朱海燕, 張今朝, 鄔偉奇, 雷曉鈞
(1. 嘉興學院 機電工程學院, 浙江 嘉興 314001; 2. 中國電子科技集團公司第三十六研究所, 浙江 嘉興 314001)
電機轉子拋光機結構與電氣系統設計
朱海燕1, 張今朝1, 鄔偉奇2, 雷曉鈞1
(1. 嘉興學院 機電工程學院, 浙江 嘉興 314001; 2. 中國電子科技集團公司第三十六研究所, 浙江 嘉興 314001)
針對電機轉子加工工藝質量的要求,設計了一套小型轉子拋光機和電氣系統。該拋光機還增加了拋光倉和除塵結構設計,消除了加工作業時對環境的污染,引用移動夾具有效地保證了生產過程中的操作安全,最后給出PLC控制系統設計流程,為工程實踐作好充分準備。
機械設計; 轉子拋光; 電氣控制
電機作為重要的電力傳動核心部件,被廣泛應用于機器人、數控機床、電梯曳引及門機系統、生產制造自動化流水線等領域。電能消耗中,電機的耗電量占全部工業用電的70%[1],因此,提高電機效率可以有效地節約電能。相同輸出功率條件下,高效電機能耗比普通電機減少20%~30%[2]。影響電機效率的因素之一是轉子的加工工藝[3]。生產過程中,由于澆鑄模具的接縫、制造過程的影響都會導致轉子表面凹凸不平,不僅會劃傷裝配人員,嚴重的會損壞定子繞組,引起漏電和掃膛等安全事故,也嚴重影響電機的使用效率[4]。
對轉子的打磨和拋光很大程度上保障了電機的使用壽命和使用效率。常見的轉子后期加工方式為車削和砂帶打磨方式[5]。車削適合于大多數圓形工件的形狀矯正和平衡校驗,但車削難以讓轉子加工至光滑,還容易產生不良件,誤差直接影響氣隙。砂帶打磨常見于大型的自動化生產線,拋光碎屑會影響打磨砂帶,使打磨工作無法正常進行[6-7]。
傳統的加工機械以人工操作簡單機械為主,電氣控制由繼電器控制系統來完成。優點是結構簡單、價格低廉,應用在許多簡單的機械設備中。缺點是靈活性差、邏輯能力低。另外連接線較多且復雜,可靠性較差。
針對以上問題,設計了一款三相異步電機鼠籠式轉子拋光機控制系統,以提高電機轉子后期加工質量為目的,在操作安全、環境保護、自動化程度、產品優良率控制等方面有了改善和提高。
1 拋光機結構和功能分析
拋光機的總體結構如圖1所示,主要由轉子夾具及滑軌、光幕及加工倉門、拋光電機及拋光刷、拋光滑臺、拋光壓力調節設備、吸塵器、加工倉門氣缸、電氣控制柜等附屬機構(如各種開關)等組成。
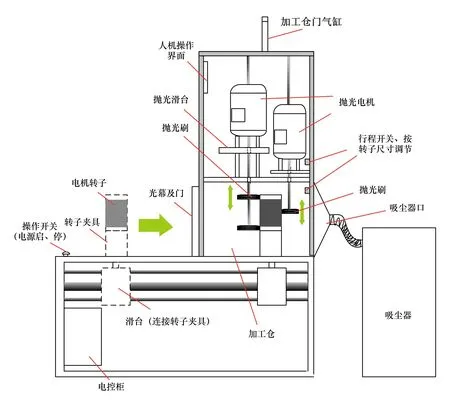
圖1 轉子拋光機結構
轉子拋光機工作原理如圖2所示。使用2個拋光輪(鋼絲輪)1對轉子上下集電環進行拋光,拋光輪3沿著箭頭4指示的方向運動,拋光輪3的移動次數在觸摸屏中自定義。
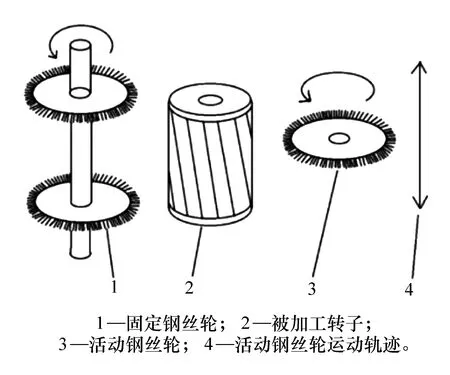
圖2 轉子拋光機工作原理
鋼絲輪是該拋光機的重要部件,同時也是該拋光機的易耗品,鋼絲劃過時,附著在金屬的雜質被劃開一個小坑,鋼絲接著劃過被拋光部分,附著的雜質就會被剝離。硅鋼片是沖壓成型的,有規整的外形尺寸和較為光滑的沖壓面。高速轉動的鋼絲輪削去大量的鋁,由于硅鋼片的保護作用,鋼絲只削去的突出的多余鋁。
拋光時,首先需要人工將需要拋光的轉子放置于夾具上,然后,通過電氣控制滑軌將轉子送入加工倉內,根據行程開關設置轉子拋光位置,調節拋光滑臺,進行拋光壓力調節,啟動拋光電機,鋼絲輪轉動帶動拋光刷進行轉子外表面拋光。
拋光過程中,高速飛出的金屬可能刺傷作業員或者影響其他設備正常運行。為了防止拋光雜物帶來的影響,拋光作業必須在拋光倉(加工倉)中進行,拋光倉是一個帶門的空腔,門的作用是為夾具承載和轉子進出。拋光作業時,產生的金屬灰塵和大塊雜物被限制在拋光倉中,大塊的雜物和堆積的金屬灰塵落到拋光倉底部的廢料倉中,漂浮在空氣中的小顆粒金屬灰塵隨著空氣進入拋光倉連接的吸塵器中[8]。拋光機配有一臺工業吸塵器,吸塵器為0.75 kW,處理風速為800 m/s,該吸塵器將帶有金屬灰塵的氣體回收,經過2次過濾后將干凈的氣體從頂部排出。小顆粒的金屬灰塵被集中做凈化處理,保證工作場所環境清潔。
該拋光機使用0.75 kW的四級電機作為拋光的動力,電機轉速為2 800 r/min,拋光輪直徑為18 cm,故線速度為8.4 m/s。
為了使拋光倉有良好的安全保護作用,還需加上光幕來檢測被加工轉子的進出,對設備的穩定運行具有重要意義。基于上述原理設計的電機轉子拋光機,實物圖見圖3。
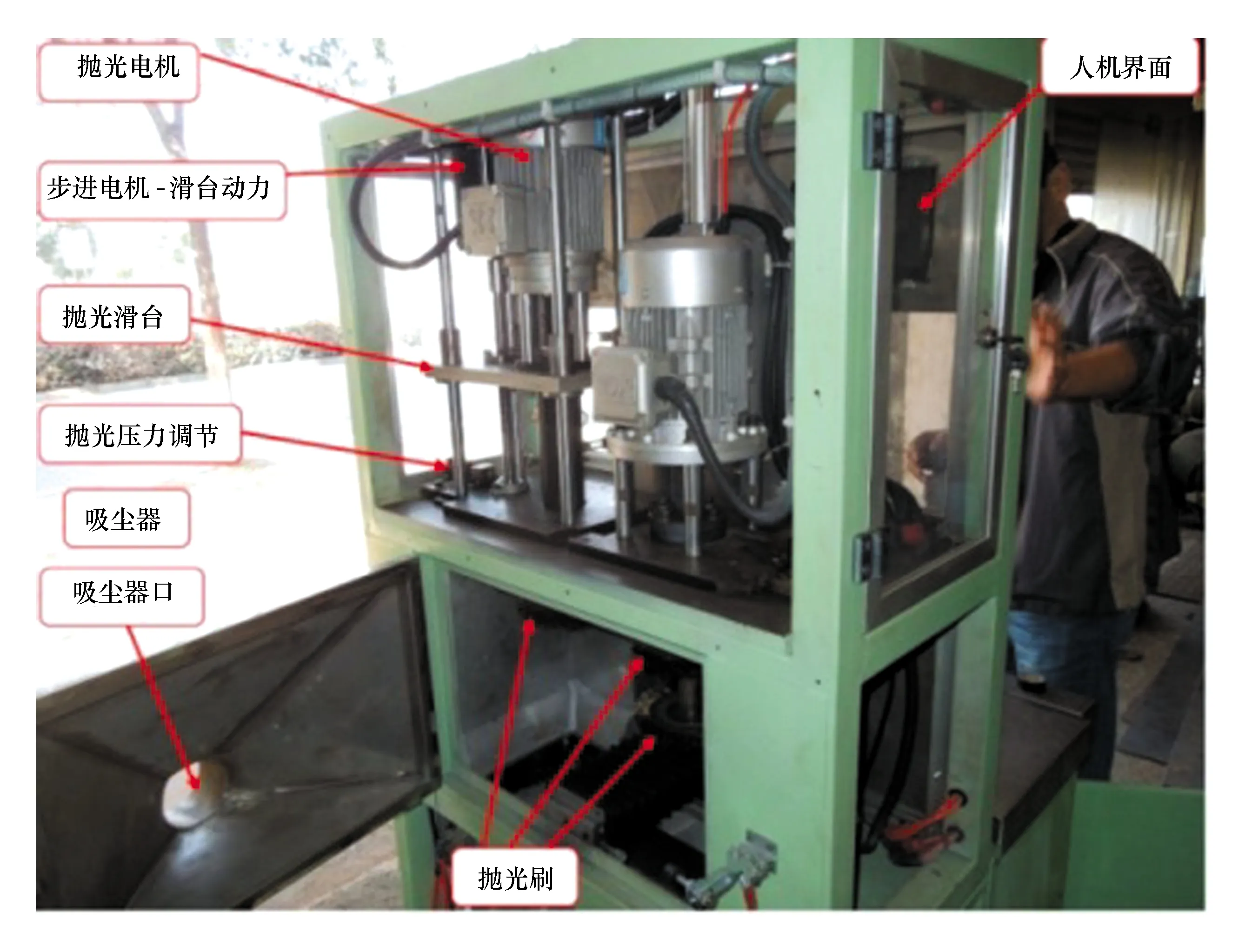
圖3 電機轉子拋光機實物圖
2 電氣控制系統分析
一個完整的自動化控制系統方案,不僅要充分考慮使用者對產品功能的需求,還要分析使用場合、干擾因素、操作、調試等方面的指標,以最穩定的運行狀態實現最方便的操作方式。針對電機轉子拋光機結構較多、各結構組成復雜且需要邏輯判斷的要求,該拋光機為半自動拋光設備,拋光過程中需要人工參與上下料。拋光機的工作流程見圖4。
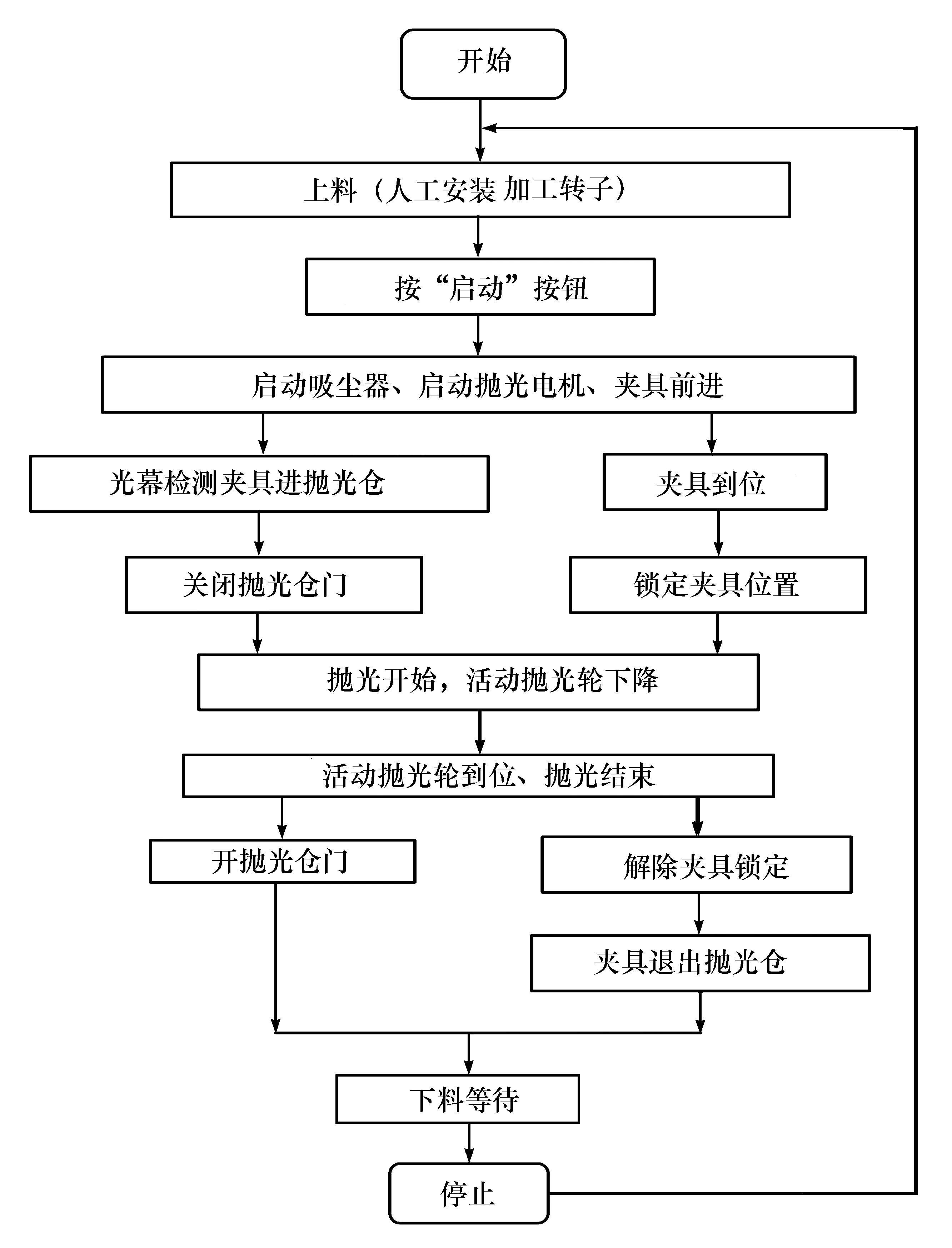
圖4 拋光機基本控制流程圖
拋光機的基本控制要求中,操作人員主要負責換裝被加工轉子,轉子裝夾后操作者只需要按下開始按鈕,拋光機就會自動執行拋光任務,拋光完成后將轉子退出,等待換料。拋光機的工作為單周期循環模式,單周期運行結束后系統自動等待裝夾料,故該控制系統中無停止按鈕,但有急停按鈕對應突發的事故。
為了減小意外情況帶來的傷害,拋光機中必須設有急停按鈕。急停按鈕設置在最易操作的地方,當危險發生時,通過急停按鈕停止拋光機運轉,減小危險造成的損失。急停按鈕是蘑菇頭按鈕,安裝后高于其他按鈕,避免了緊急情況時的誤操作,開關只需按下就會切斷電路,接通時需順時針方向旋轉大約45°后松開。為了增加系統可靠性和減少誤操作,系統的開始按鈕為雙重觸發串聯控制。只有當兩個按鈕同時按下時才能啟動程序,此方式減少了外界干擾造成的誤動作。
3 電氣接線設計
根據拋光機的結構和基本控制要求繪出的電氣主接線圖見圖5。電氣控制主接線是設備的電源回路,主要為執行機構的電源配置線路,主回路接線可以簡單清晰地了解電氣的執行元件、輸出容量和保護裝置等,電氣主接線是配置開關元件的重要參考。根據主回路接線和基本控制要求繪制控制部分回路圖。
圖6為電機轉子拋光機控制回路接線圖。控制電路接線圖是控制中心和各輸入輸出元件的耦合依據,是制作控制電氣柜的重要依據。繪制控制回路接線圖需要充分考慮個元件的工作狀態,電源電壓、輸出類型等方面的要求直接影響了控制的中間器件。信號電壓不同時可能需要添加中間繼電器;輸出電流不夠時需要中間繼電器;工作環境較差時需要固態繼電器;傳感器信號要共地等。控制回路接線圖中各線路應有不重復的編號,用于配置電氣控制柜的參考依據和檢修的標準。圖7為電氣控制柜制作情況。
4 PLC系統設計
設計PLC系統時,需要注意“最佳配置”。本系統選擇了三菱Fx1s,其優勢在于離散控制和運動控制[9-10],有豐富的控制指令,還有專門用于運動控制的定位指令,伺服和步進控制方便實現,三菱PLC可運用在復雜的運動控制中[11-13]。
通過對拋光機工作過程分析,確定PLC參數。輸入元件有按鈕、磁性開關、行程開關、光幕,無高速信號,輸入元件無特殊要求。輸出元件有繼電器、接觸器、電磁閥和步進電機,步進電機使用脈沖法控制,需要高速輸出,選擇輸出類型時需要有高速脈沖輸出。涉及和觸摸屏的單一連接,觸摸屏的連接使用通信口,故需要有通信接口。

圖5 電機轉子拋光機主接線圖
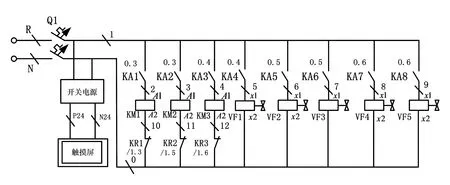
圖6 電機轉子拋光機控制回路接線圖
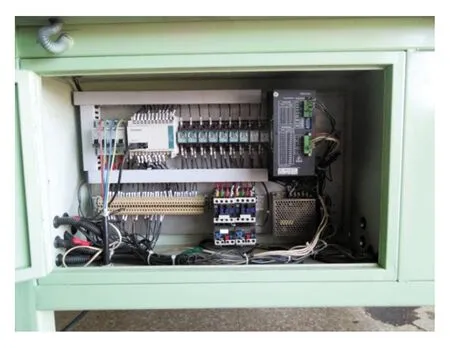
圖7 電氣控制柜接線
由于該拋光機屬于順序執行機械,系統突然斷電會丟失PLC寄存器、計數器、軟元件的值。下次開機時,PLC控制器將其內部值重新定義,即為初始狀態。為了避免突然斷電對設備帶來的影響,該拋光機使用斷電保持功能。為了保證拋光機的使用安全和可靠性,在機器上電時需要將系統歸位,即判斷各部件是否在初始位置,若不在初始位置則將各部件歸位到最初位置。
PLC控制系統設計流程圖見圖8。編寫程序要盡量滿足系統的穩定性,滿足系統穩定性后要最大限度地簡化程序,特別注意程序的安全保護:急停裝置、互鎖保護、防誤操作等。

圖8 PLC控制系統設計流程圖
References)
[1] 張金富.國內外電機系統能效標準的研究[J].機電技術,2013(6):82-84.
[2] 趙光連,王龍生.高效節能電機節能效果分析及推廣前景[J].科技視界,2013(24):254.
[3] 杜勝寶, 周衛東,周煥軍.基于曲軸專用機床的350 MW 電機轉子加工工藝[J].上海電機學院學報,2011,14(2):133-136.
[4] 耿友軍.淺談高溫高壓力屏蔽電機的制造工藝[J].上海大中型電機,2013(2):7-9.
[5] 王敏.滾切刀在電動機轉子切削加工中的應用[J].精密制造與自動化,2011(2):53-54.
[6] 李洪有,李志新.銅條轉子外徑非切割加工工藝應用[J].防爆電機,2013(4):57-59.
[7] 劉玉斌.帶徑向通風孔的鑄鋁轉子外圓車削方法的探討[J].機械制造,2013(4):43-44.
[8] 余盛兵,吳飛涯.拋光機吸塵罩的優化設計[J].輕工機械,2013(6):78-83.
[9] 秦春斌,張繼偉.PLC基礎及運用教程:三菱FX2N系列[M].北京:機械工業出版社,2010.
[10] 趙媛媛,陳啟明,丁惠忠.基于PLC的小型拋光機控制系統設計[J].設計與運用,2014(7):277.
[11] 王亞進,沙健,李志梅.基于三菱PLC的實訓系統設計與開發[J].機電工程技術,2013,42(4):69-72.
[12] 楊良根.PLC在拋光機氣動系統中的運用[J].液壓與氣動,2011(4):47-49.
[13] 任德志,何思松,徐莉萍,等.基于PLC 的氣動扣合機控制系統設計[J].制造業自動化,2008(10):86-88.
Design of electrical system and structure for motor rotor polishing machine
Zhu Haiyan1, Zhang Jinzhao1, Wu Weiqi2, Lei Xiaojun1
(1. School of Mechanical and Electrical Engineering,Jiaxing University,Jiaxing 314001,China;2. Thirty-sixth Research Institute, China Electronic Technology Group Corporation,Jiaxing 314001,China)
Based on the requirements for the quality of processing technology of the motor rotor, a small polishing rotor machine and its electrical system are designed. In addition, a polishing chamber is added to this polishing machine, and a dust removing structure is designed so that the environmental pollution during the processing operation can be eliminated. A mobile clamp is introduced which can effectively ensure the operation safety in the production process. Finally, the design flow of PLC control system is presented in order to be fully prepared for the engineering practice.
mechanical design; rotor polishing; electrical control
10.16791/j.cnki.sjg.2016.12.022
2016-08-17 修改日期:2016-09-13
浙江省科技廳公益性項目(2015C31055);浙江省教育廳項目(Y201534544);嘉興市科技局項目(2014AY11007)
朱海燕(1971—),女,安徽明光,學士,實驗師,主要從事機械設計及設備管理研究.
E-mail:zjzb05@163.com
TM34
: A
: 1002-4956(2016)12-0085-05
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
藝術啟蒙(2018年7期)2018-08-23 09:14:18
通信電源技術(2018年5期)2018-08-23 01:16:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
電子制作(2017年19期)2017-02-02 07:08:54
山東工業技術(2016年15期)2016-12-01 05:31:49
商業評論(2014年9期)2015-02-28 04:32:41
河南科技(2014年10期)2014-02-27 14:09:38
