電火花線切割對1Cr13鋼葉根表面質量的影響
2017-01-13 02:12:09
東方汽輪機 2016年4期
(東方汽輪機有限公司長壽命高溫材料國家重點實驗室,四川 德陽,618000)
電火花線切割對1Cr13鋼葉根表面質量的影響
康銅,徐永鋒,高振桓
(東方汽輪機有限公司長壽命高溫材料國家重點實驗室,四川 德陽,618000)
利用X射線表面殘余應力儀對電火花線切割1Cr13鋼葉根進行了表面殘余應力測試,使用金相顯微鏡、掃描電鏡分析了葉根表層金相組織的變化,并觀察了表面的組織形貌,利用維氏顯微硬度計對表層特征區域和心部的硬度進行了對比分析,用能譜儀對表面特征區域進行了物相的定性分析。試驗結果表明,電火花線切割使1Cr13鋼葉根表層形成了凝固層、淬火層和回火層,并在葉根表面引入了較大的殘余拉應力;表面凝固層存在氣孔、顯微疏松等缺陷,并分布了較多由熔滴凝固而成的球狀和橢球狀的顆粒,Cr含量在該顆粒和皺褶中的含量稍低于凹坑處;淬火層的馬氏體板條細小,且碳化物含量很少;回火層的硬度與基體相近。
電火花線切割,1Cr13鋼,葉根,表面質量
0 引言
1Cr13鋼是國內外使用最廣泛的汽輪機葉片材料之一,具有強度高、韌性好、耐腐蝕性和減振性優良等特點[1]。由于葉片處于高溫、高壓、腐蝕、振動及水沖蝕等苛刻條件下工作,由葉片失效導致的事故約占汽輪機組事故的60%左右[2]。當葉根表面的粗糙度較大或葉根與葉根槽配合不佳時,容易產生振動,從而引起葉片發生振動疲勞或磨損疲勞失效[3]。
電火花線切割技術是一種具有很強實用價值的加工技術,它具有加工精度高、表面質量好、可加工復雜曲面和大多數不同硬度的導電材料等特點,目前已廣泛應用于工業生產中[4-5]。由于葉根型線比較復雜,加工精度和表面質量要求高,因此,有必要尋找一種更加高效的加工技術對葉根進行加工。電火花線切割技術是一種先進的加工技術,但有關電火花線切割技術對1Cr13鋼葉根表面質量影響的研究很少。
本文主要針對電火花線切割技術對1Cr13鋼葉根的表面形貌、表層組織、表面殘余應力等影響表面質量的因素進行了研究,為該技術的應用及其工藝優化提供了理論依據。
1 試驗材料與方法
本研究所采用的試驗材料為1Cr13葉片鋼,其化學成分如表1所示。該鋼經過了調質處理,其淬火溫度是980~1 020℃,冷卻方式為油冷或空冷,回火溫度是620~710℃,空冷至室溫。
本研究所采用的試樣為電火花線切割葉根。表面殘余應力測試采用Proto iXRD殘余應力儀,測試條件為:
管電壓:20 kV,管電流:4 mA,靶材:Cr靶,BCC晶面指數:(211),準直器直徑:1 mm,β角轉動范圍:±30°,β角平分為11個角,采用同傾法,每個β角掃描10次,時間常數為2 s,搖擺角為3°。采用LPA,增益校正P/G,采用皮爾孫法進行峰值擬合。

表11 Cr13的化學成分 Wt%
利用JSM-6490LV掃描電鏡對葉根的表面組織形貌及表層組織進行分析,并用能譜儀對表面特征區域進行物相的定性分析,使用維氏顯微硬度計分析表層和心部的顯微硬度,并利用金相顯微鏡分析葉根表層的金相組織。此外,還使用表面粗糙度測試儀測試葉根表面的粗糙度。
2 試驗結果與討論
2.1葉根表面粗糙度及表面殘余應力
利用表面粗糙度測試儀對葉根表面的粗糙度進行測量發現,其表面粗糙度很小,粗糙度值Ra僅為0.61 μm,這說明電火花線切割技術可以保證良好的表面粗糙度。表面殘余應力的檢測點如圖1所示,各點的殘余應力測試結果如表2所示。結果表明,葉根表面各點都為殘余拉應力,其平均值為380.2 MPa。由于葉根表面存在較大的殘余拉應力,當其受到外加交變載荷的作用時,表面的殘余應力場與外加交變載荷中的瞬時拉應力場相互疊加,當它們所形成的有效應力超過材料的屈服強度時,局部區域發生塑性變形,變形累積到一定程度就會萌生出疲勞裂紋。因此,表面殘余拉應力實際上降低了葉根部分的實際承載水平,使其疲勞強度降低,使用壽命下降。另外,在實際工作過程中,零件表面的殘余應力會趨于達到平衡狀態,從而會緩慢地釋放殘余應力,此過程會導致零件的形狀尺寸發生改變。

圖1 殘余應力檢測點
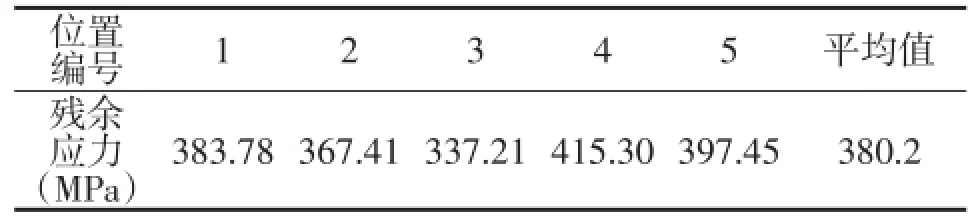
表2 殘余應力測試結果
所以,葉根表面存在的較大殘余拉應力還會使其尺寸穩定性變差,影響葉根和葉根槽之間的配合,嚴重的可能會引起振動疲勞或磨損疲勞破壞。
2.2金相組織及硬度分析
葉根的金相取樣位置如圖2所示,試樣編號為1#、2#。葉根表層的金相組織照片如圖3所示,1#、2#試樣在個別區域都出現了深色腐蝕區域,為了分析其是否為線切割所引起的組織異常,對該區域進行硬度檢查,其結果如表3所示,該區域硬度的平均值為266.58HV0.2。同時,對心部也取了3個點測試顯微硬度,分別為275.4HV0.2、261.7HV0.2、255.9HV0.2。表層和心部的硬度相近,因此,距表面32~49 μm范圍內的深色腐蝕區域為組織更加細小的回火索氏體。

圖2 葉根金相取樣位置
圖3中的深色腐蝕區域為電火花線切割產生的熱影響區,根據硬度測試結果可知,距表面32~49 μm范圍內的深色腐蝕區域的硬度與基體的硬度相近,因此,可以推斷此范圍內的深色腐蝕區域為回火層,該層在線切割過程中的回火時間相對短暫,所以,硬度相對于基體降低并不明顯。電火花線切割的回火層位于淬火層與基體之間,該層受到高溫的影響相對較小,線切割時的受熱溫度在相變點以下,因此,相當于回火的過程[6]。
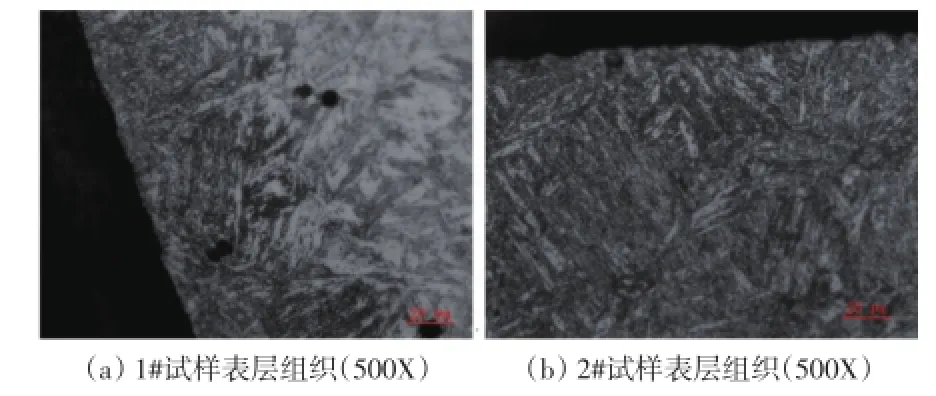
圖3 葉根表層金相組織

表3 葉根表層硬度試驗結果
2.3SEM和EDS分析
葉根頂部、根部以及過渡區附近平面的表面組織形貌分別如圖4(a)、(b)、(c)所示,由圖可見表面組織中存在著氣孔、顯微疏松等缺陷,此外還存在著一些球狀或橢球狀顆粒。由于電火花線切割時瞬間的溫度可達10 000℃以上[7],瞬間的高溫可使葉根表面被加熱到熔點以上,從而瞬間熔化或氣化,熔化的金屬液滴隨后會凝聚成球狀或橢球狀顆粒[8],于是在最表層形成了凝固層,次表層由于受到最表層高溫的影響,雖未達到熔融狀態,但是達到了奧氏體化溫度以上,在冷卻液的急冷作用下,會發生淬火過程,從而形成淬火層。
通過對比葉根頂部、根部以及過渡區附近平面的組織形貌可知,根部的組織中球狀和橢球狀顆粒明顯要多于頂部和過渡區附近平面的顆粒,而過渡區附近的平面球狀和橢球狀顆粒最少。而且,球狀和橢球狀顆粒越多的區域,氣孔、顯微疏松等缺陷越多。線切割的速率越慢,高溫作用的時間越長,所以,熔化層越深,熔化產生的球狀和橢球狀顆粒也越多。因此,可以推斷,此葉根根部的線切割速率最小,而過渡區附近的平面線切割速率最快。線切割速率的不同主要是由線切割曲面的復雜程度不同而導致的,根部、頂部、過渡區附近平面的曲面復雜程度依次降低,所以,相應的線切割速率依次升高,球狀和橢球狀顆粒的含量依次降低。
為了進一步了解表層的金相組織分布,對2#試樣進行了SEM分析,其SEM金相組織如圖4所示,可見很多橢球狀的顆粒附著在金相試樣的表面,該層即為線切割形成的表面凝固層,此層位于深約為0~5 μm的區域內。由于凝固層中存在著氣孔、顯微疏松、微裂紋等缺陷,該層與淬火層之間的結合并不牢固,因此容易脫落。由圖4(d)可以看到,金相試樣平面上與淬火層相鄰的表層并無明顯的凝固層,這是因為在制作金相試樣過程中凝固層發生了脫落。此外,層深約為5~20 μm的區域內為馬氏體板條組織,析出的碳化物明顯比內層少,因此為淬火層。在淬火層與基體之間為回火層,由圖4(d)可見,該層中碳化物的析出很明顯。
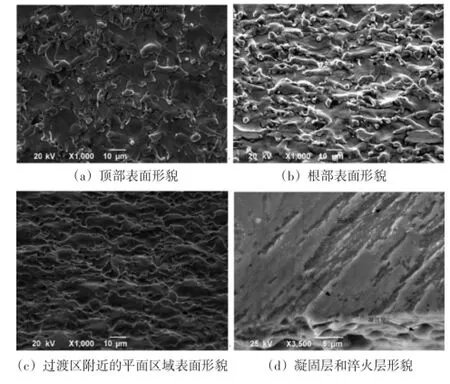
圖4 表層組織形貌
凝固層的EDS線掃描結果如圖5所示,1Cr13鋼葉根的凝固層中C含量在掃描線內無明顯變化,分布比較均勻。Cr和Fe的含量在不同掃描線段內變化比較明顯,且二者的含量基本上呈現出此消彼長的關系。仔細對比可以發現,在圖5所示的2個球狀顆粒內以及皺褶上,Cr的含量相對于凹坑處偏低,這可能是由凝固時間和相對受熱程度不同引起的。球狀顆粒以及皺褶處的受熱相對更嚴重,凝固時間晚于凹坑處,因此,Cr含量產生了差異。

圖5 EDS線掃描結果
3 結論
(1)電火花線切割使1Cr13鋼葉根形成了表面凝固層、淬火層和回火層。層深約為0~5 μm的區域為表面凝固層,深約5~20 μm的區域為淬火層。
(2)在葉根的表面凝固層中,存在氣孔、顯微疏松等缺陷,并分布了較多由熔滴凝固而成的球狀和橢球狀的顆粒;根部、頂部、過渡區附近平面的球狀和橢球狀顆粒的含量依次降低,且Cr含量在球狀顆粒和皺褶中的含量稍低于凹坑處;淬火層的碳化物含量很少;回火層的硬度與基體相近。
(3)1Cr13鋼葉根的表面粗糙度Ra僅為0.61 μm,但其表面卻存在著較大的殘余拉應力,平均值高達380.2 MPa,這主要是由表面凝固層急劇冷卻時的熱應力引起的。
(4)表面凝固層中的球狀和橢球狀顆粒越多,表面熔化得越嚴重,表面缺陷也越多。
[1]Das G,Chowdhury SG,Ray AK,et al.Turbine blade failure in a thermal power plant[J].Engineering Failure Analysis, 2003,10(1):85-91.
[2]Steam turbine reliability seminar and workshop[R].EPRI,cs-4001.1985.
[3]葛又川.汽輪機零件的失效分析[J].上海汽輪機,1995,(2): 43-56.
[4]狄士春,于濱,趙萬生,等.國外電火花線切割加工技術最新進展[J].電加工與模具,2003,(3):12-16.
[5]Norliana MA,Solomon DG,Bahari MF.A review on current research trends in electrical discharge machining(EDM)[J]. International Journal of Machine Tools and Manufacture, 2007,47(7-8):1214-1228.
[6]張迪.汽輪機葉片材料1Cr13鋼電火花線切割表面質量研究[D].青島:青島科技大學,2010.
[7]Jerzy K,Kamlakar PR,Niraj C.Machining of low electrical conductive materials by wire electrical discharge machining (WEDM)[J].Journal of Materials Processing Technology, 2004,149:266-271.
[8]Rebelo JC,Dias AM,et al.Influence of pulse energy on the surface integrity of martensitic steels[J].Journal of Materials Processing Technology,1998,84:90-96.
Effect of Wire Electrical Discharge Machining on Surface Quality of 1Cr13 Steel Blade Root
Kang Tong,Xu Yongfeng,Gao Zhenhuan
(State Key Laboratory of Long-life High Temperature Materials,Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
The surface residual stress test of 1Cr13 steel blade root after wire electrical discharge machining was analyzed by the X-ray surface residual stress analyzer.The surface microstructure was investigated by optical microscopy,scanning electron microscopy, and the surface microstructure appearance of the blade root was analyzed.The surface and center hardness of the blade root were mea?sured by microhardness tester.Qualitative analysis of the phase on the blade root surface was studied by the EDS.The result showed that a solidified layer,a quenched layer and a tempered layer were formed on the surface of 1Cr13 steel blade root after wire electrical discharge machining,and a high tensile residual stress was caused on the surface.Some pores,osteoporosis and other microscopic de?fects appeared in the solidified layer,and spherical and ellipsoidal particles distributed on the layer as well.Cr content of the particle and the fold was is slightly less than the pit.The more these particles,the more defects were.The microstructure of hardened layer was composed by martensite lath and very little carbide.The hardness of tempered layer was nearly equal to that of the substrate.
wire electrical discharge machining,1Cr13 steel,blade root,surface quality
TK265
A
1674-9987(2016)04-0050-04
10.13808/j.cnki.issn1674-9987.2016.04.011
康銅(1986-),男,碩士,助理工程師,畢業于西安交通大學材料學專業,現從事汽輪機材料的物理金相檢驗及研究工作。