表面缺陷對鍍層質量的影響
2017-01-16 05:44:19余其中郭昭橋葉健松
腐蝕與防護 2016年11期
關鍵詞:裂紋
余其中,郭昭橋,葉健松
(杭州鋼鐵集團公司技術中心,杭州310022)
表面缺陷對鍍層質量的影響
余其中,郭昭橋,葉健松
(杭州鋼鐵集團公司技術中心,杭州310022)
采用化學成分分析、掃描電鏡及能譜分析、顯微組織分析、電鍍模擬試驗等方法分析了活塞桿電鍍成品表面針孔、麻點缺陷的形成原因,研究了待鍍件表面缺陷對鍍層質量的影響。結果表明:暴露于表層的非金屬夾雜物、磨削裂紋及表面凹坑會造成該處鍍層減薄甚至漏鍍,形成針孔、麻點類缺陷。
針孔;非金屬夾雜物;磨削裂紋;凹坑
活塞桿是工程液壓設備上的重要零部件,要求具有良好的耐磨性、耐蝕性和表面光潔度,因此經常采用表面鍍鉻并拋光的加工方式[1]。某廠生產的活塞桿經高頻淬火、粗磨、精磨、拋光、鍍鎳、鍍鉻、拋光等工藝制成后發現表面有針孔、麻點缺陷。針孔、麻點狀缺陷是電鍍過程中較常出現的一種鍍層缺陷,不僅影響鍍層美觀,對鍍層性能也有很大影響。資料顯示[2-3],針孔、麻點缺陷的形成主要有待鍍件表面狀態不良和電鍍溶液中含有金屬雜質兩方面原因。本工作通過研究待鍍件表面質量對鍍層的影響,為廠家消除活塞桿表面針孔缺陷提供幫助。
1 試驗
現場選取兩根活塞桿成品,1號樣表面針孔狀缺陷較多,針孔呈白亮麻點,2號樣針孔較少,針孔呈小黑點。運用金相切割機分別在兩樣品針孔處取樣,采用ARL-4460型直讀光譜儀分析試樣的化學成分。采用JSM-6480型掃描電鏡觀察有針孔試樣的形貌并進行微區成分分析,之后鑲嵌試樣,并用碳化硅砂紙、金剛石拋光劑磨拋制成金相試樣,在蔡司Observer A1m型金相顯微鏡下對其非金屬夾雜物,針孔形貌、針孔處基體表面狀態進行觀察、分析。
選取未精煉的45鋼,加工成樣品后在樣品表面用顯微硬度計壓出大小和深度不一的若干壓痕,之后進行電鍍模擬試驗,對模擬樣品進行顯微觀察。
2 結果與討論
2.1 化學成分分析
活塞桿樣品的化學成分分析結果見表1。由表1可見,兩試樣均符合45鋼技術要求,但1號樣的硫含量明顯高于2號樣的,酸溶鋁含量明顯較低,說明1號樣冶煉時鋼水未精煉。
2.2 宏觀檢驗
觀察發現,1號試樣麻點缺陷近似成六邊形,周圍基體表面有明顯拋光痕跡,六邊形區域無拋光痕跡,六邊形區域能譜分析結果顯示,此處主要為鉻元素,無其他成分,見圖1。
針孔狀缺陷為一很深的孔洞,能譜分析顯示孔洞周邊為鍍鉻層,見圖2。
2.3 金相檢驗
觀察1號樣麻點處橫截面,基體表面平滑,其上依次為鍍鎳層及鍍鉻層,麻點底部有一顆直徑約為23μm,暴露于基體表面的球狀夾雜物,鍍鎳層在夾雜物處減薄,鍍鉻層在該處彎曲,并在表面形成一深約10μm的小凹坑,見圖3。能譜分析發現球狀夾雜物的成分主要為鋁、硅、鈣、氧元素。浸蝕后觀察,表層組織為馬氏體,無異常。
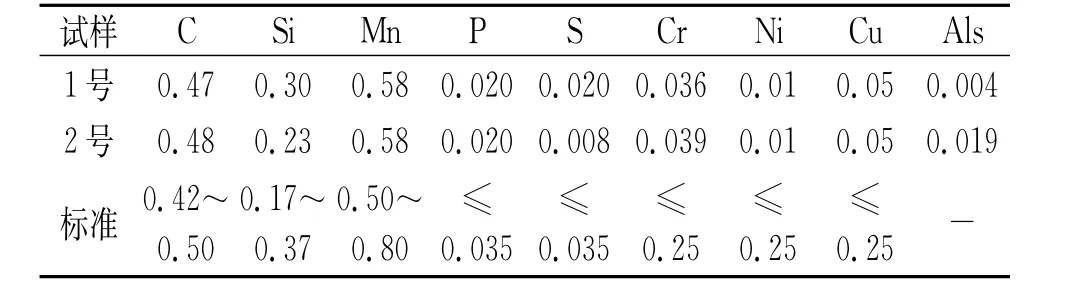
表1 活塞桿的化學成分及標準(質量分數)Tab.1 Chemical composition of piston rods and standard %
觀察2號樣針孔處橫截面,基體表面平滑,其上依次為鍍鎳層及鍍鉻層。針孔由表面貫穿至基體,針孔處基底表面有磨削形成的剝落坑及細裂紋,見圖4,浸蝕后觀察,產品原始表面有一層較薄的回火屈氏體層,向內為馬氏體組織。
2.4 金屬夾雜物檢驗
對1號樣非金屬夾雜物進行檢測,結果見表2。由金相觀察結果可知,暴露于基體表面的非金屬夾雜物會影響該處的鍍層形態。待鍍產品中含有較多的非金屬夾雜物時,夾雜物暴露于基體表面的幾率大大增加,當非金屬夾雜物暴露于基體表面時,由于鋼中的非金屬夾雜物導電性較差,主鹽金屬離子在該處難以放電還原,受鍍時間短,鍍層金屬沉積困難,造成該處鍍層減薄,形成凹坑。對模擬電鍍樣品縱向制樣,拋光態下發現有暴露于樣品表面的非金屬夾雜物,能譜分析主要為硅、鋁、鈣、鎂、氧等元素,夾雜物處的鍍層有明顯減薄,且夾雜物厚度越厚,影響越明顯,見圖5和圖6。

表2 非金屬夾雜物測定結果Tab.2 Non metallic inclusion test results
2.5 基體表面磨削裂紋及凹坑
經過機械加工甚至精磨過的工件,也存在機械或物理缺陷,如機械損傷形成的凹坑、磨削不當產生的磨削裂紋等,航空航天器件中對鍍硬鉻件的車、磨等的進刀量與進刀速率均有嚴格規定[4]。活塞桿在加工過程中需進行粗磨、精磨,如果磨削工藝不當,如磨削量過大、冷卻不良,在活塞桿表面就會產生磨削裂紋[5],甚至出現剝落,形成底部有磨削裂紋的凹坑,之后進行的拋光、水洗等工藝會在凹坑處產生污物或銹斑,造成該處氫的超電勢低,電鍍時析氫嚴重,主鹽金屬離子無法沉積,形成針孔缺陷。若只有細磨削裂紋,而無剝落形成的坑,由于裂紋很細,只需消耗很少的鍍層金屬就能將其填補,不會在鍍層表面形成凹坑或針孔,見圖7,或形成的凹坑很小,對鍍層無影響。
通過模擬試驗發現,在未鍍樣品表面用硬度計壓出直徑20~400μm不等的若干個凹坑(肉眼可見),單鍍一層鉻(10~15μm)后,凹坑處肉眼可見小麻點。橫截面觀察,鍍層沿凹坑表面覆蓋,凹坑直徑(400μm)比鍍層厚度大得多時,由于凹坑深度較深,凹坑底部與陽極距離較表面遠,電阻大,電鍍時凹坑底部電流密度較表面小,使凹坑底部鍍層厚度略小于周邊鍍層,麻點即是未鍍樣品表面的凹坑,見圖8(a);當凹坑深度與鍍層厚度相差不大時,凹坑處電流密度與表面相差不大,因此凹坑處的鍍層厚度與周邊鍍層基本一致,鍍層在凹坑處也形成一凹坑,見圖8(b);待鍍樣品表面凹坑越小,鍍層表面形成的凹坑越不明顯,見圖8(c)。
3 結論
(1)暴露于基體表面的非金屬夾雜物,不管是顆粒狀還是鏈狀,均會使該處鍍層減薄,在表面形成白亮的凹坑型麻點。
(2)磨削不當會造成表面剝落坑處析氫嚴重,氫氣泡附著在剝落坑處,使金屬離子無法沉積,形成黑色針孔缺陷。但表面只存在細磨削裂紋時,不會形成針孔缺陷。
(3)基體表面機械損傷性凹坑會使電鍍表面形成白亮的凹坑型麻點,凹坑底部有鍍層覆蓋,厚度與周邊基本一致。凹坑越小,鍍層表面形成的凹坑越不明顯。
4 建議
(1)電鍍時應選用純凈度高、非金屬夾雜物含量少的材料。
(2)嚴格控制加工工藝,尤其是磨削工藝,避免出現機械損傷性凹坑及磨削裂紋、磨削剝落坑。
(3)選用潤濕性好的低泡潤濕劑,并加強攪拌措施,使氫氣泡易于快速離開工件表面而不會滯留。
(4)條件允許的情況下,提高電流密度,增大鍍層厚度[6],減小凹坑對鍍層的影響。
[1] 孫俊玲.淺談油缸活塞桿的質量控制[J].機械工程與自動化,2014(2):201.
[2] 羅海霞,黃興林,梅艷霞.鍍鎳層針孔故障原因分析及對策[J].液壓氣動與密封,2014(3):62-63.
[3] 袁詩璞.鍍層的針孔、麻點與孔隙率[J].電鍍與涂飾,2009,28(5):46-50.
[4] 袁詩璞.鋼鐵件上薄層亮鎳的孔隙及其封閉試驗[J].涂裝與電鍍,2010(2):28-31.
[5] 王明勇.磨削裂紋產生機理和預防措施[J].機械制造與研究,2003(9):44-45.
[6] 覃奇賢,劉淑蘭.電鍍液的分散能力與覆蓋能力[J].電鍍與精飾,2008,30(8):25-28.
Influence of Surface State on Coating Quality
YU Qi-zhong,GUO Zhao-qiao,YE Jian-song
(Hangzhou Ton&Steel Group Company Technology Center,Hangzhou 310022,China)
The reasons of pinholes and pitting defects forming on electroplated piston rod surface were analyzed by chemical composition test,SEM,EDS,microstructure analysis and electroplate simulation test.The influence of surface defects of the product on the coating quality was studied.The results showed that nonmetallic inclusion exposed to the surface,grinding cracks and pits on the surface could alter the coating thickness,making it thin and skip plating,will form pinholes and pitting defect.
pinhole;nonmetallic inclusion;grinding crack;dent
TG174
:B
:1005-748X(2016)11-0917-04
10.11973/fsyfh-201611013
2015-04-30
余其中(1978-),高級工程師,碩士,0571-85032375,yuqizhong@hzsteel.com
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
