U型激光焊接夾層板極限強(qiáng)度試驗(yàn)研究
2017-01-16 02:02:25杜訓(xùn)柏
艦船科學(xué)技術(shù) 2016年12期
關(guān)鍵詞:有限元結(jié)構(gòu)
胡 杰,劉 昆,杜訓(xùn)柏,謝 榮
(1. 江蘇海事職業(yè)技術(shù)學(xué)院 船舶與海洋工程學(xué)院,江蘇 南京 211170;2. 江蘇科技大學(xué) 船舶與海洋工程學(xué)院,江蘇 鎮(zhèn)江 212003)
U型激光焊接夾層板極限強(qiáng)度試驗(yàn)研究
胡 杰1,劉 昆2,杜訓(xùn)柏1,謝 榮1
(1. 江蘇海事職業(yè)技術(shù)學(xué)院 船舶與海洋工程學(xué)院,江蘇 南京 211170;2. 江蘇科技大學(xué) 船舶與海洋工程學(xué)院,江蘇 鎮(zhèn)江 212003)
激光焊接夾層板因具有優(yōu)越的力學(xué)性能以及眾多結(jié)構(gòu)優(yōu)點(diǎn)在艦船防護(hù)結(jié)構(gòu)設(shè)計(jì)中具有廣闊的應(yīng)用前景。本文以 U 型激光焊接夾層板為研究對(duì)象,設(shè)計(jì)其激光制造工藝流程,加工得到 U 型激光焊接夾層板試件;開展夾層板極限強(qiáng)度性能試驗(yàn),通過(guò)試驗(yàn)得到了夾層板橫向、縱向彎曲時(shí)的極限承載力及相應(yīng)的變形模式;采用ABAQUS 軟件模擬試驗(yàn)工況,開展數(shù)值仿真研究,通過(guò)與試驗(yàn)結(jié)果進(jìn)行比較,驗(yàn)證、完善有限元數(shù)值仿真分析技術(shù),研究成果可為夾層板船體結(jié)構(gòu)力學(xué)性能分析提供技術(shù)支撐。
U 型激光焊接夾層板;極限承載力;結(jié)構(gòu)試驗(yàn);數(shù)值仿真
0 引 言
U 型激光焊接夾層板作為一種新型船用夾層板結(jié)構(gòu),具有重量輕、比強(qiáng)高、抗沖擊能力強(qiáng)等優(yōu)越的力學(xué)性能以及防火、減振、降噪等結(jié)構(gòu)優(yōu)點(diǎn)。由于一直未能解決夾層板的制造粘結(jié)問(wèn)題,曾一度被認(rèn)為是無(wú)剛度的結(jié)構(gòu)。隨著粘結(jié)技術(shù)及激光焊接技術(shù)的發(fā)展,夾層板結(jié)構(gòu)的各種優(yōu)越性能得到體現(xiàn)。近幾十年中,夾層板的研究和應(yīng)用得到了很大的發(fā)展,因其能夠有效的降低船舶重心、提高船舶穩(wěn)性、增大艙容,而在船舶建造中得到了越來(lái)越廣泛的應(yīng)用[1–5]。夾層板除能滿足常規(guī)條件下艦船結(jié)構(gòu)強(qiáng)度外,其擁有的優(yōu)良防護(hù)性能對(duì)于軍用艦船及特殊用途船舶而言有著廣闊的應(yīng)用前景。
由于夾層板結(jié)構(gòu)在壓潰、碰撞、沖擊波等動(dòng)載荷作用下表現(xiàn)出了優(yōu)良的吸能特性,目前國(guó)內(nèi)外學(xué)者對(duì)于夾層板的研究成果集中在夾層板結(jié)構(gòu)抗沖擊性能及基于夾層板結(jié)構(gòu)的抗沖擊艦船結(jié)構(gòu)設(shè)計(jì)上。張延昌[6–7]在對(duì)夾層板系列研究基礎(chǔ)上系統(tǒng)總結(jié)整理了國(guó)內(nèi)外夾層板研究現(xiàn)狀、研究方法,夾層板分類等,提出了多種新式折疊式夾層板型式,利用數(shù)值仿真、結(jié)構(gòu)試驗(yàn)等方法,分析了夾層板橫向壓皺載荷下的變形模式、吸能機(jī)制以及結(jié)構(gòu)參數(shù)對(duì)吸能特性的影響,同時(shí)提出了一種適用于夾層板防護(hù)性能優(yōu)化設(shè)計(jì)的方法。S?eren、劉昆、王自力等[8–12]研究了夾層板的碰撞性能,研究表明夾層板是一種良好的耐撞結(jié)構(gòu),在碰撞載荷下具有良好的吸能特性。王自力、姚熊亮、張延昌[13–19]對(duì)夾層板艦船結(jié)構(gòu)在爆炸載荷下的動(dòng)響應(yīng)進(jìn)行了系統(tǒng)的研究,表明其具有較好的緩沖、吸能特性,可以顯著提高艦船結(jié)構(gòu)抗爆性能。然而,夾層板結(jié)構(gòu)應(yīng)用到船體結(jié)構(gòu)中還需要準(zhǔn)確評(píng)估結(jié)構(gòu)在各工作狀態(tài)下的極限強(qiáng)度問(wèn)題,這對(duì)于確定結(jié)構(gòu)設(shè)計(jì)準(zhǔn)則及相關(guān)規(guī)范制定有重要意義。
本文以 U 型激光焊接夾層板為研究對(duì)象,設(shè)計(jì)其結(jié)構(gòu)型式及尺寸,形成激光焊接夾層板制造工藝流程,按此工藝加工得到了夾層板結(jié)構(gòu)試樣,并對(duì)其極限承載力開展試驗(yàn)及數(shù)值仿真分析,研究其力學(xué)性能及數(shù)值仿真分析技術(shù),為夾層板結(jié)構(gòu)應(yīng)用于船體結(jié)構(gòu)提供技術(shù)支撐。
1 試驗(yàn)方案設(shè)計(jì)
1.1 試件設(shè)計(jì)及加工
1)試件設(shè)計(jì)
試驗(yàn)對(duì)象為 U 型激光焊接夾層板結(jié)構(gòu),其中夾層板縱向板條沿焊縫長(zhǎng)度為 700 mm,沿夾芯布置方向?qū)挾葹?200 mm(2 個(gè)夾芯單元寬度),定義編號(hào)為 UL-L;橫向板條沿焊縫長(zhǎng)度為 200 mm,沿夾芯布置方向?qū)挾葹?700 mm(7 個(gè)夾芯單元寬度),定義編號(hào)為 UL-W。結(jié)構(gòu)剖面詳細(xì)尺寸如圖 1 所示。

圖 1 U 型激光焊接夾層板試件(單位 mm)Fig. 1 U-LASCOR specimens
2)試件制造
針對(duì) U 型夾層板結(jié)構(gòu)的特殊夾芯層型式,設(shè)計(jì)了詳細(xì)的加工方案。其中,試驗(yàn)用夾層板試件材質(zhì)選用船用低碳鋼,夾芯層結(jié)構(gòu)單元通過(guò)軋制成型,上下面板與夾芯層結(jié)構(gòu)采用激光焊接工藝進(jìn)行連接,加工工藝如圖 2 所示。
具體流程如下:
1)通過(guò)線切割及軋制成型技術(shù)完成上、下面板下料和夾芯層單元的制造,如圖 2(a)和圖 2(b)所示。
2)將夾層板的下(上)面板定位并固定于激光焊接加工平臺(tái),然后將夾芯單元裝配到下(上)面板上,并用夾具或者點(diǎn)焊等方式進(jìn)行固定;然后采用激光穿透焊接技術(shù)將夾芯層單元與面板連接,如圖 2(c)所示。其中在夾芯單元對(duì)接處采用雙道焊縫進(jìn)行焊接。焊接完成的夾層板如圖2(d)所示。
3)如圖 2(e)所示,將上(下)面板覆蓋到夾芯層半成品上方,裝配定位好之后采用激光穿透焊接最終完成整個(gè)夾層板的加工工藝,得到圖2(f)所示夾層板成品。
加工得到的試件及焊縫截面如圖 3~圖 5 所示。從試件外觀上可以看到夾層板平整,焊接工藝對(duì)結(jié)構(gòu)變形影響很小;通過(guò)焊縫金相分析圖中可以看到結(jié)構(gòu)粘結(jié)間隙較小,焊縫精度可靠。加工得到的激光焊接夾層板滿足設(shè)計(jì)要求。本文提出的夾層板制造工藝適用于激光焊接制造夾層板。
1.2 測(cè)試工況
夾層板三點(diǎn)彎曲極限強(qiáng)度試驗(yàn)的加載及約束位置和受力簡(jiǎn)圖如圖 6 所示。圖 6 (a),圖 6(b),圖 6(c)分別對(duì)應(yīng)工況 1,工況 2,工況 3。其中工況 1,工況 2 中試件均為 UL-W,工況 1 加載及支撐位置均處于 U 型夾芯上端(即夾芯未與面板連接區(qū)域),而工況 2 加載及支撐位置均處于 U 型夾芯下端(即夾芯與面板連接區(qū)域);工況 3 中試件為 UL-L。
試驗(yàn)采用準(zhǔn)靜態(tài)位移加載,加載速度為 2 mm/min;每次試驗(yàn)開始前,預(yù)壓 0.2 kN 載荷后卸載;試驗(yàn)過(guò)程中的載荷-位移曲線由計(jì)算機(jī)數(shù)據(jù)采集系統(tǒng)自動(dòng)采集。
1.3 試驗(yàn)實(shí)施
本試驗(yàn)在 YNS1000 電液伺服萬(wàn)能試驗(yàn)機(jī)進(jìn)行,該試驗(yàn)機(jī)配套計(jì)算機(jī)及數(shù)據(jù)采集系統(tǒng),通過(guò)計(jì)算機(jī)對(duì)載荷、位移進(jìn)行自動(dòng)采集。試驗(yàn)實(shí)施示意圖如圖 7 所示。試件放置在 2 個(gè)端面呈圓弧形的支座上,下方兩支座的檔距為 500 mm,試驗(yàn)機(jī)通過(guò)壓桿上的圓輥對(duì)試件的試驗(yàn)段進(jìn)行位移的加載,加載位置為夾層板板條上面板中心位置,通過(guò)壓頭上的傳感器利用數(shù)據(jù)采集系統(tǒng)記錄位移-壓力曲線。
2 試驗(yàn)結(jié)果分析
2.1 結(jié)構(gòu)變形
夾層板失效后變形模式如圖 8 所示。其中圖8(a),圖8(b),圖8(c)分別對(duì)應(yīng) 3 種工況下夾層板失效模式。
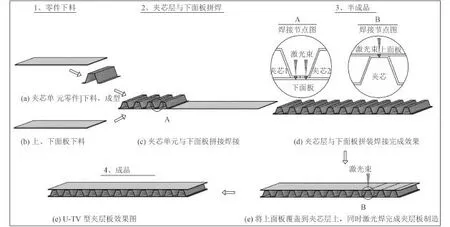
圖 2 激光焊接夾層板加工工藝Fig. 2 The processing technic of U-LASCOR

圖 3 夾層板試件Fig. 3 Core sandwich panels
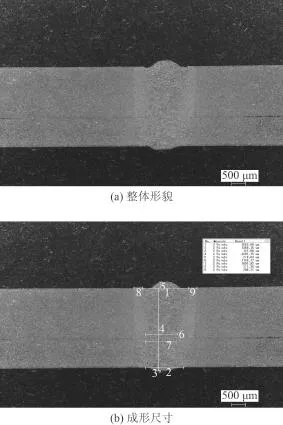
圖 4 單道激光焊接接頭橫截面Fig. 4 The cross section of single-pass laser welding joints

圖 5 雙道激光焊接接頭橫截面Fig. 5 The cross section of double-pass laser welding joints

圖 6 三點(diǎn)彎曲受力簡(jiǎn)圖(單位:mm)Fig. 6 The sketch of three points bending stress
觀察上圖各工況下夾層板的失效模式可以發(fā)現(xiàn):
1)工況 1 下夾層板到達(dá)極限損傷后主要在上面板中心(加載)區(qū)域及其下方的 2 個(gè)夾芯單元發(fā)生變形,結(jié)構(gòu)呈現(xiàn)對(duì)稱變形模式;
2)對(duì)于工況 2,夾層板到達(dá)極限狀態(tài)后主要在靠近加載區(qū)域左側(cè)的上面板部位發(fā)生明顯的結(jié)構(gòu)變形,加載部位變形不明顯,主要是加載區(qū)域下方受夾芯結(jié)構(gòu)的水平面板支撐,該區(qū)域相比失效部分強(qiáng)度較大;另外,試驗(yàn)過(guò)程中,隨著試驗(yàn)的繼續(xù)進(jìn)行,靠近邊界位置處夾芯單元與上面板連接處焊縫斷裂,夾芯結(jié)構(gòu)與上面板分離,主要是采用激光焊接的焊縫粘結(jié)尺寸較小,加載過(guò)程中結(jié)構(gòu)變形不斷增大,焊縫處受到剪切后失效;可以認(rèn)為,該種激光焊接夾層板焊縫位置抗水平剪切能力較弱,在夾層板變形中盡量減少夾層板較大變形,避免因焊縫區(qū)域受剪切失效導(dǎo)致結(jié)構(gòu)整體失效;
3)工況 3 下限狀態(tài)后結(jié)構(gòu)主要在加載部位失效,其中上面板和夾芯結(jié)構(gòu)損傷變形明顯,上、下面板主要以彎曲變形為主,夾芯層受彎壓作用出現(xiàn)褶皺。
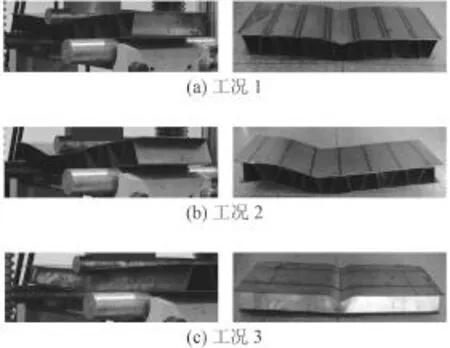
圖 8 夾層板變形模式Fig. 8 The deformation of core sandwich panels
2.2 載荷-位移曲線
圖 9 所示為試驗(yàn)測(cè)得的載荷位移曲線。從圖中可看到,載荷位移曲線可以分為彈性、塑性、卸載 3 個(gè)階段:1)在彈性階段,隨著位移的逐漸增加,載荷成直線上升趨勢(shì);2)結(jié)構(gòu)進(jìn)入塑性階段,隨著位移增加,載荷增加趨勢(shì)減緩;3)結(jié)構(gòu)達(dá)到最大載荷后結(jié)構(gòu)失效,隨著位移的增加,載荷出現(xiàn)卸載趨勢(shì)。
通過(guò)查閱曲線可知工況 1、工況 2、工況 3 下各試件所能承受的極限載荷分別為 2.8 kN,4.41 kN 和17.04 kN;相應(yīng)時(shí)刻的位移分別為 20.7 mm,37.1 mm和 2.8 mm。
對(duì)比 3 種工況下結(jié)構(gòu)的極限承載能力,在工況 3中夾層板的極限承載能力明顯高于其余 2 種工況,可以認(rèn)為該種結(jié)構(gòu)布置方式可以充分的發(fā)揮夾層板結(jié)構(gòu)的承載性能;工況 1 中由于加載位置只有單一的一層面板,是 3 種工況中結(jié)果最弱的工況,視為 U 型夾層板在集中載荷作用下的最危險(xiǎn)工況。3 種工況主要區(qū)別于夾芯結(jié)構(gòu)的布置方向及承載位置的夾芯結(jié)構(gòu),通過(guò)對(duì)比可以認(rèn)為 U 型激光焊接夾層板的夾芯結(jié)構(gòu)起到重要的承載作用,結(jié)構(gòu)布置過(guò)程中參與承力的夾芯數(shù)量越多,結(jié)構(gòu)的承載能力越大。
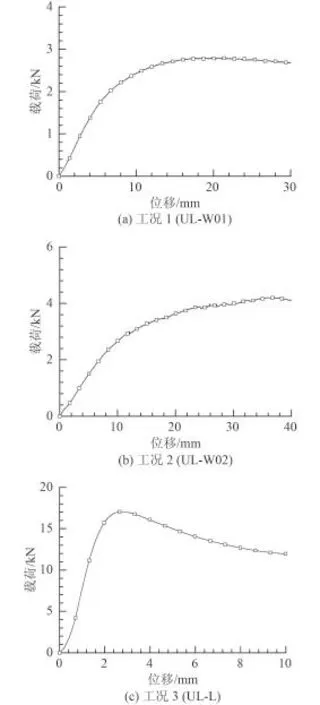
圖 9 載荷-位移曲線Fig. 9 The load-displacement curves
3 數(shù)值仿真對(duì)比
文獻(xiàn)[20] 對(duì)夾層板力學(xué)性能數(shù)值仿真過(guò)程中是否考慮焊縫的影響進(jìn)行了較為系統(tǒng)的研究,其結(jié)果表明考慮焊縫對(duì)數(shù)值仿真結(jié)果存在一定的影響,但相對(duì)較小。考慮到實(shí)際對(duì)船體建模過(guò)程中完全考慮結(jié)構(gòu)焊接影響進(jìn)行數(shù)值建模工作量十分龐大,且工程上對(duì)船體結(jié)構(gòu)數(shù)值分析主要采用殼單元進(jìn)行建模分析,因此本文有限元模型均采用殼單元模擬夾層板結(jié)構(gòu),焊縫區(qū)域均采用節(jié)點(diǎn)過(guò)渡方式進(jìn)行簡(jiǎn)化模擬。數(shù)值分析過(guò)程中選取加載位置作為載荷、位移測(cè)量點(diǎn),保證與試驗(yàn)中測(cè)量點(diǎn)相同。
利用大型非線性有限元軟件 Abaqus 建立模型并分析計(jì)算,將有限元結(jié)果與試驗(yàn)值進(jìn)行對(duì)比,各工況下的結(jié)構(gòu)變形模式如圖 10 所示。從圖中可清楚看到,在結(jié)構(gòu)的變形模式上,有限元數(shù)值仿真結(jié)果與試驗(yàn)結(jié)果非常接近,可以認(rèn)為采用有限元數(shù)值仿真分析方法可以較為有效的反映夾層板結(jié)構(gòu)在彎曲載荷作用下的變形失效模式。
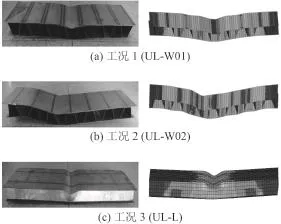
圖 10 夾層板損傷變形Fig. 10 The damage deformation of core sandwich panels
各計(jì)算工況下試驗(yàn)及有限元計(jì)算得到的載荷位移曲線對(duì)比如圖 11 所示。從圖中可以清楚的看到,試驗(yàn)得到的曲線與有限元計(jì)算得到的曲線趨勢(shì)相同,數(shù)值相差較小。工況 1 中試驗(yàn)值與有限元值幾乎重合,有限元計(jì)算得到的極限載荷為 2.85 kN;而工況 2 和 3 中有限元極限載荷分別為 4.62 kN 和 18.62 kN,其載荷位移曲線趨勢(shì)與較為接近。總體上看,有限元計(jì)算得到的結(jié)構(gòu)極限強(qiáng)度結(jié)果相對(duì)試驗(yàn)值偏大,且出現(xiàn)極限值出現(xiàn)的較早(相應(yīng)位移小),極限載荷的差異主要是由于仿真計(jì)算中沒(méi)有考慮材料自身缺陷及焊接熱和殘余應(yīng)力的影響,而位移的差異則是由于試驗(yàn)過(guò)程中加載及約束裝置與試件之間存在間隙,在加載過(guò)程中會(huì)有一部分加載行程(位移)用來(lái)增加兩者緊密配合程度,比較 3 種工況下的載荷-位移關(guān)系曲線,工況 1 的試驗(yàn)值與仿真結(jié)果較為一致,而工況 3 兩曲線差別最大,工況 2 次之,這主要是由于 3 種工況下結(jié)構(gòu)強(qiáng)度由高到低依次為工況 3、工況 2 和工況 1,強(qiáng)度越高,獲得結(jié)構(gòu)極限承載力需要施加的載荷越大,自然會(huì)使得試樣與加載約束裝置之間的間隙壓縮得較多,而有限元仿真計(jì)算中并沒(méi)有考慮這些間隙。
通過(guò)有限元與試驗(yàn)對(duì)比可以認(rèn)為本文采用的數(shù)值仿真建模及分析技術(shù)合理,能夠有效、準(zhǔn)確的計(jì)算夾層板結(jié)構(gòu)的極限承載力。此外,夾層板試驗(yàn)研究過(guò)程中試件加工時(shí)間、制造成本及焊接設(shè)備、試驗(yàn)設(shè)備方面均存在較高要求,采用有限元數(shù)值仿真分析方法能直觀的反映夾層板力學(xué)性能,有效降低研究成本,縮短研究周期。
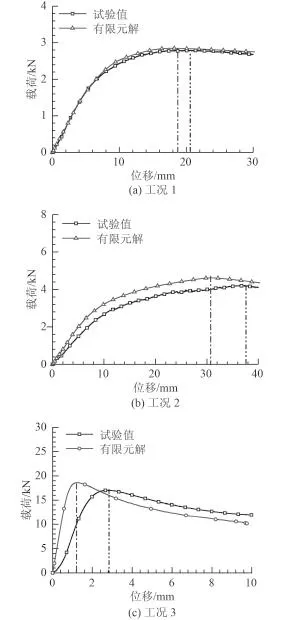
圖 11 載荷-位移曲線Fig. 11 The load-displacement curves
4 結(jié) 語(yǔ)
本章以船用激光焊接夾層板為背景,首先開展夾層板極限強(qiáng)度試驗(yàn)方案設(shè)計(jì),基于激光焊接技術(shù)設(shè)計(jì)制造出 U 型折疊式夾層板試件;其次開展夾層板三點(diǎn)彎曲載荷作用下的極限強(qiáng)度試驗(yàn),對(duì)夾層板位移、極限載荷等進(jìn)行了測(cè)量;然后利用有限元軟件模擬試驗(yàn)工況進(jìn)行了數(shù)值仿真分析,將結(jié)果與試驗(yàn)進(jìn)行對(duì)比分析,完善了有限元數(shù)值仿真技術(shù)。主要結(jié)論如下:
1)開展激光焊接夾層板設(shè)計(jì)制造,采用激光焊接技術(shù)加工得到 U 型折疊式夾層板。激光焊接過(guò)程中優(yōu)良的焊接工藝對(duì)結(jié)構(gòu)變形影響很小,夾層板結(jié)構(gòu)平整,焊接可靠。
2)極限強(qiáng)度試驗(yàn)研究表明夾層板縱向極限承載能力優(yōu)于橫向的承載能力;相同形式的夾層板結(jié)構(gòu)承載能力很大程度上取決于夾芯層結(jié)構(gòu)的布置形式及承載模式。
3)在激光焊接夾層板設(shè)計(jì)中采用合理的數(shù)值分析方法可以較為準(zhǔn)確的評(píng)估結(jié)構(gòu)力學(xué)性能,有效降低研究成本,縮短研制周期。
[1]ROLAND F, REINERT T. Laser welded sandwich panels for the shipbuilding industry[R]. RINA-Bericht-ENDV-24-7-00, 2000.
[2]KOZAK J. Selected problems on application of steel sandwich panels to marine structures[J]. Polish Maritime Research, 2009, 16(4): 9–15.
[3]REIS E M, RIZKALLA S H. Material characteristics of 3-D FRP sandwich panels[J]. Construction and Building Materials, 2008, 22(6): 1009–1018.
[4]岳燦甫, 吳始棟. 國(guó)外船用激光焊接波紋夾芯板的開發(fā)與應(yīng)用[J]. 魚雷技術(shù), 2007, 15(4): 1–5.
[5]符定梅, 韓靜濤, 劉靖, 等. 鋼質(zhì)蜂窩夾芯板的研究進(jìn)展[J].航空精密制造技術(shù), 2004, 40(3): 14–15.
[6]張延昌. 水下爆炸沖擊載荷下折疊式夾層板防護(hù)性能研究[D]. 上海: 上海交通大學(xué), 2012.
[7]ZHANG Yan-chang, ZHANG Shi-lian, WANG Zi-li et al. Quasi-static compressive behavior of U-type corrugated cores sandwich panels[J]. Journal of Ship Mechanics, 2012, 16(12):1417–1426.
[8]EHLERS S, TABRI K, ROMANOFF J, et al. Numerical and experimental investigation on the collision resistance of the X-core structure[J]. Ships and Offshore Structures, 2012, 7(1): 21–29.
[9]LIU Kun, WANG Zi-li, ZHANG Yan-chang, et al. Research on the design of hull crashworthiness structure based on sandwich plate system[J]. Journal of Ship Mechanics, 2014, 18(12): 1505–1514.
[10]王自力, 張延昌. 基于夾層板的單殼船體結(jié)構(gòu)耐撞性設(shè)計(jì)[J].中國(guó)造船, 2008, 49(1): 60–65.
[11]張延昌, 王自力, 張世聯(lián). 折疊式夾芯層結(jié)構(gòu)耐撞性能研究[J]. 船舶力學(xué), 2010, 14(1/2): 114–120.
[12]張延昌, 王自力, 張世聯(lián), 等. 基于折疊式夾層板船體結(jié)構(gòu)耐撞性設(shè)計(jì)[J]. 船舶工程, 2009, 31(6): 1–5.
[13]王自力, 張延昌, 顧金蘭. 基于夾層板抗水下爆炸艦船底部結(jié)構(gòu)設(shè)計(jì)[J]. 艦船科學(xué)技術(shù), 2010, 32(1): 22–27.
[14]王自力, 胡宗文, 張延昌, 等. 折疊式夾層板水下爆炸試驗(yàn)研究[J]. 中國(guó)造船, 2014, 55(3): 74–83.
[15]姚熊亮, 侯明亮, 李青, 等. Y型舷側(cè)結(jié)構(gòu)抗沖擊性能數(shù)值仿真實(shí)驗(yàn)研究[J]. 哈爾濱工程大學(xué)學(xué)報(bào), 2006, 27(6): 796–801.
[16]張延昌, 趙卉. 空爆載荷下U型夾層板抗爆性能數(shù)值仿真研究[J]. 江蘇科技大學(xué)學(xué)報(bào)(自然科學(xué)版), 2012, 26(5): 417–423.
[17]張延昌, 王果, 周紅, 等. 折疊式夾層板水下爆炸防護(hù)性能數(shù)值仿真分析[J]. 中國(guó)造船, 2013, 54(2): 35–44.
[18]張延昌, 周紅, 王果, 等. U型折疊式夾層板防護(hù)性能數(shù)值仿真分析[J]. 船舶力學(xué), 2013, 17(10): 1191–1201.
[19]張延昌, 王自力, 顧金蘭, 等. 夾層板在艦船舷側(cè)防護(hù)結(jié)構(gòu)中的應(yīng)用[J]. 中國(guó)造船, 2009, 50(4): 36–44.
[20]王果. 金屬基折疊式夾層板連接結(jié)構(gòu)設(shè)計(jì)及力學(xué)性能分析[D]. 鎮(zhèn)江: 江蘇科技大學(xué), 2013.
Ultimate strength tests of laser-welded corrugated-U type-core sandwich panels
HU Jie1, LIU Kun2, DU Xun-bo1, XIE Rong1
(1. School of Naval Architecture and Ocean Engineering, Jiangsu Maritime Institute, Nanjing 211170, China; 2. School of Naval Architecture and Ocean Engineering, Jiangsu University of Science and Technology, Zhenjiang 212003, China)
Laser-welded sandwich panels have wide application prospect in vessel protection due to the excellent mechanical performance and structural advantages. In this paper, the Laser welding processing technology of laser-welded corrugated-U type-core sandwich panels (U-LASCOR) is designed, and the specimens of U-LASCOR are manufactured. The ultimate strength tests are carried out and the ultimate strength and deformation modes of the specimens during transverse and longitudinal bending are obtained. Then, the numerical simulations are carried out using the ABAQUS software to compare with the test results to validate and improve the numerical simulation technology. The results show that the numerical simulation has high precision and it can provide technical support to analyze the mechanical performance of sandwich panels in the further research.
laser-welded corrugated-U type-core sandwich panels (U-LASCOR);ultimate strength;structure tests;numerical simulation
U661.4;O344
A
1672–7619(2016)12–0053–06
10.3404/j.issn.1672–7619.2016.12.011
2016–08–23
國(guó)家自然科學(xué)基金資助項(xiàng)目(51609110)
胡杰(1981–),男,碩士,講師,主要從事船舶與海洋結(jié)構(gòu)物設(shè)計(jì)與制造技術(shù)研究。
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
