復合材料粘接結構紅外鎖相熱像法檢測
2017-02-09 09:45:41劉哲軍程茶園
無損檢測 2017年1期
林 鑫,劉哲軍,葛 麗,程茶園,伍 頌
(航天材料及工藝研究所,北京100076)
復合材料粘接結構紅外鎖相熱像法檢測
林 鑫,劉哲軍,葛 麗,程茶園,伍 頌
(航天材料及工藝研究所,北京100076)
復合材料粘接結構在制造和服役過程中會產生多種類型的缺陷,而現有無損檢測方法難以快速檢測此類結構。介紹了紅外鎖相熱像法的檢測理論,并結合復合材料粘接結構特性,對紅外鎖相熱像法檢測參數進行了設定。使用紅外鎖相熱像法對產品進行現場檢測試驗,結果表明,該方法適用于復合材料粘接結構在生產、修補、在役過程中的質量控制。
紅外鎖相熱像法;復合材料粘接質量;產品檢測
近年來,隨著航空航天制造工藝技術的發展,復合材料結構以其功能性強、強度高及耐腐蝕等特點,越來越多地被應用于新型飛行器結構中。現行復合材料粘接結構多采用結構飛行器外形整體成型后,再與主體結構進行連接的制造工藝。受現有工藝水平限制,在制造及服役過程中,粘接結構會產生多種類型的脫粘缺陷,需要采用可靠的無損檢測方法對其進行質量控制。
超聲檢測技術可對復合材料粘接質量進行有效檢測,然而受異形曲面形狀的限制,無法對其進行機械自動化掃查,難以滿足工業化批量生產的檢測要求。激光散斑檢測技術也是一種有效的檢測方法,該方法容易受外界因素影響,對場地振動、亮度的要求較高。紅外鎖相熱像法檢測技術具有非接觸、快速成像、檢測結果直觀等優點[1-3],其通過熱波在缺陷或損傷處的相位及幅度變化來進行快速大面積檢測[4-6],該方法對外界環境要求低,對背景熱噪聲響應較為不敏感,可對復合材料粘接結構進行有效檢測。
筆者介紹了紅外鎖相熱像法檢測理論,并結合復合材料粘接結構特性,對紅外鎖相熱像檢測參數進行了設定。通過對產品的現場檢測試驗,對紅外鎖相熱像法檢測能力進行了驗證,為紅外鎖相熱像法檢測技術的研究提供參考。
1 紅外鎖相熱像法檢測理論
熱流在構件中的熱傳導方程描述如下:

式中:T(x,t)為溫度;k為材料的熱導率;α為熱擴散系數;I(x,t)為熱加載源。
進行紅外鎖相熱像法檢測時,對被檢測物體表面施加正弦熱流激勵:

式中:I(t)為激勵熱流強度;q為熱激勵加載的單位能量;fe為調制激勵加載頻率。
對采集序列圖像做以下處理:
式中:Cs為比例因子;Ps為采集周期數;N為單個周期采集的圖像序列。
從而得到表面熱波信號諧波分量相位值和幅值:
利用相位值和幅值中反饋的異常信息,可對被檢對象進行粘接質量評價。
2 檢測參數設置
被檢測材料常溫下熱導率為0.72 W·(m K)-1,密度為1×103kg·m-3,熱擴散系數α為0.5× 10-6m2·s-1,比熱容為1.6×103J·(kg K)-1。紅外鎖相熱像法檢測過程中,熱波穿透深度L只與頻率值選取有關,即:

一般而言,熱擴散長度L為粘接厚度x的1.5倍,根據式(5),頻率設為:

在檢測試驗中采用該頻率選取原則,當蒙皮厚度越大時,選取頻率越低,兩者成平方反比關系。由于鎖相熱像法原位檢測過程中,相位對環境及背景噪聲有更強的抗干擾能力,因此以下檢測結果均采用相位結果。
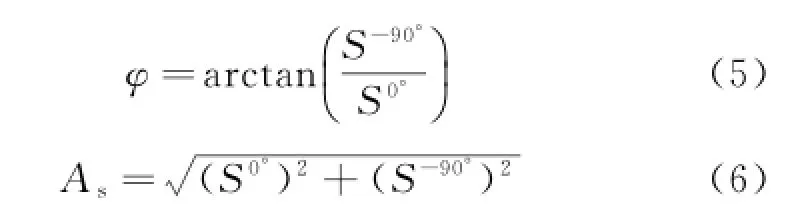
圖1(a)為某復合材料蒙皮與主結構脫粘缺陷的紅外相熱像法檢測結果,蒙皮厚度為2 mm,可以看出在主結構中存在多處貫穿性斷膠缺陷,斷膠尺寸分別為20 mm×20 mm(長×寬)和20 mm×30 mm(長×寬)。圖1(b)為某復合材料蒙皮與蜂窩粘接結構脫粘缺陷的紅外鎖相熱像法檢測結果,蒙皮厚度為1 mm,可以清楚地看出蜂窩格的六角邊框,蜂窩邊長約為5 mm,這是熱波傳導至蜂窩界面后反饋界面信息形成的圖像。同時,部分區域的蜂窩沒有清晰顯示,這一情況反映了該處熱波未傳導至蜂窩芯子,說明該處蜂窩存在很大的熱阻,即存在脫粘缺陷。通過試件檢測試驗,表明紅外鎖相熱像法檢測技術可以對復合材料蒙皮的多種粘接缺陷進行有效檢測。
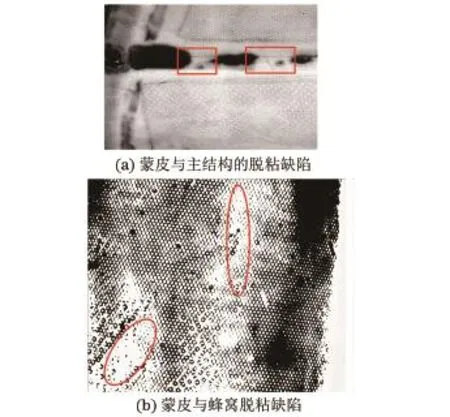
圖1 不同類型的復合材料脫粘缺陷紅外鎖相熱像法檢測結果
3 工程應用
利用上述檢測參數,對某飛行器產品開展現場檢測試驗,在產品不同部位不同厚度處檢出了脫粘缺陷,如圖2所示。經過統計分析發現,這些脫粘缺陷多發生在結構件曲率較大的部位,是由復合材料粘接成型工藝不穩定導致的。這一檢測結果說明,紅外鎖相熱像法可以對異形飛行器產品制造過程的粘接質量進行有效檢測。
對于產品中存在的脫粘缺陷,進行了現場鉆孔修補工作。圖3(a)、(b)為某構件中的粘接缺陷在修補前后的檢測結果,可以看出該處存在尺寸為20 mm×400 mm(長×寬)的缺膠,經過修補后,部分區域已不存在脫粘缺陷。圖3(c)、(d)為另一構件中的粘接缺陷在修補前后的檢測結果,可以看出該構件中存在兩處脫粘缺陷,尺寸分別為30 mm× 100 mm(長×度)和20 mm×300 mm(長×寬),經過修補后,其中右上方區域得到很好的修復,但正下方脫粘區域并沒有成功修復。這一檢測結果說明,紅外鎖相熱像法可以對異形飛行器修復過程中的粘接質量進行有效控制。

圖2 某飛行器產品在制造過程中的紅外鎖相熱像法檢測結果
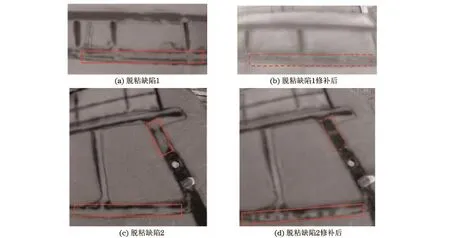
圖3 某異形飛行器產品修補前后紅外鎖相熱像法檢測結果
4 結論
紅外鎖相熱像法檢測技術具有非接觸、大面積、檢測結果直觀等特點,可對復合材料結構件脫粘缺陷進行現場快速檢測,原位檢測能力可以達到:缺陷深度2 mm時,缺陷分辯能力不小于20 mm× 20 mm(長×寬);缺陷深度1 mm時,缺陷分辯能力不小于10 mm×10 mm(長×寬)。該檢測方法可用于復合材料異形粘接結構在生產、修補過程中的質量檢測,也可以應用在該類產品在役過程的質量控制中。紅外鎖相熱像法對檢測背景、環境熱噪聲的抗干擾能力較強,適合開展現場檢測應用。同時,也有必要進一步改進現有的數據處理算法,提高圖像的信噪比,更好地適用于現場檢測的工程化應用。
[1] 朱建堂.激光、紅外和微波無損檢測技術的應用與發展[J].無損檢測,1997,19(11):315-316.
[2] 張建合,郭廣平.國內外飛速發展的熱像無損檢測技術[J].無損探傷,2005,29(1):1-4.
[3] 王迅,金萬平,張存林,等.紅外熱波無損檢測技術及其進展[J].無損檢測,2004,26(10):497-501.
[4] 劉俊巖,劉勛,王揚.線性調頻激勵的紅外熱波成像檢測技術[J].紅外與激光工程,2012,41(7):1910-1915.
[5] MALDAGUE X P V.Theory and practice of infrared technology for nondestructive testing[M].Berlin: Springer,2001.
[6] 林鑫,葛麗,程茶園,等.紅外無損檢測技術粘接結構產品應用[J].宇航材料工藝,2015,45(3):72-75.
Lock-in Infrared Thermography in Composite Bonding Structure
LIN Xin,LIU Zhe-jun,GE Li,CHENG Cha-yuan,WU Song
(Aerospace Research Institute of Materials&Processing Technology,Beijing 100076,China)
Different kinds of defects are found in curved composite bonding structures both in manufacturing and in serving stages.Nondestructive testing methods available now are not capable of the in-situ testing of curved composite bonding structure with high speed.Lock-in infrared thermography is characterized by non-contact,largesized testing area,audio-visual results,et al.It is fit for the in-situ testing of curved composite bonding structure.The best testing conditions of Lock-in infrared thermography are obtained by testing of defects in composite bonding structure samples.The in-situ testing is experimented industrially.It is shown that the lock-in infrared thermography could be applied to curved composite bonding structures in manufacturing,repairing and serving stages.
Lock-in thermography;Composite bonding quality;Product testing
TN215;TG115.28
:B
:1000-6656(2017)01-0049-03
10.11973/wsjc201701012
2016-07-04
林 鑫(1986-),男,博士,工程師,主要從事無損檢測新技術研究工作。
林 鑫,E-mail:linxin007@126.com。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
海峽科技與產業(2016年3期)2016-05-17 04:32:12
現代企業(2015年9期)2015-02-28 18:56:50
